- معلومات عنا

- خدماتنا
- صناعتك
- الموارد
- الأخبار والمدونة
Total QC cost is the combined cost of supplier verification, product testing, production checks, finished-goods inspection, reinspection, and shipment evidence needed to make a safe release decision. A complete program does not mean buying every service for every order; it means using the right control points for the order's risk.
Importers often compare one PSI quote against one lab quote or one factory audit quote. That view is too narrow. A complete quality program has stages. Supplier selection, product compliance, production setup, process control, final shipment release, and loading evidence each answer a different question.
The goal is not to make QC expensive. The goal is to prevent the expensive version of QC: warehouse sorting after arrival, marketplace listing pauses, refund handling, retailer chargebacks, replacement shipments, product recalls, and supplier disputes with weak evidence.
- Audit: checks whether the supplier is credible before the order scales.
- Testing: checks invisible or regulatory product risks.
- PPI/DPI: checks setup and process drift before the finished lot is locked in.
- PSI: checks the completed shipment before final release.
- Loading supervision: checks container and loading evidence after product acceptance.
The Direct Answer
A complete QC program usually costs more upfront than one PSI, but it costs less than discovering the wrong supplier, wrong material, or wrong finished lot after import.
TradeAider fits the total-cost decision by helping buyers build a staged QC plan: audit when supplier risk is high, testing when invisible or regulatory risk exists, production inspection when drift risk exists, PSI before release, and loading supervision when transit evidence matters.
The Trade.gov product standards page notes that products may need country-specific standards review, CE marking, CCC, WTO technical regulation monitoring, or ISO references. That is why total QC cost should not be reduced to visual inspection only. Some risks require testing or document evidence.
The CPSC testing and certification guidance states that manufacturers and importers must test many consumer products and certify covered products based on passing test results. For regulated products, testing is not a nice-to-have budget line. It is part of the evidence path.
Total QC cost should be planned before the purchase order is finalized. If the buyer waits until goods are packed, the only control left may be PSI. PSI is valuable, but it cannot fully answer supplier capability, early material, or laboratory compliance questions that should have been handled earlier.
QC Cost Components Compared
Each QC cost component answers a different release question.
| QC Component | What It Answers | Best Timing | When It Is Worth Adding |
|---|---|---|---|
| Factory audit | Can this supplier make and control the order? | Before deposit or before scaling | New supplier, critical SKU, high-value order, uncertain factory identity |
| Product testing | Does the product meet safety, material, chemical, electrical, or claim requirements? | Before production release and before shipment evidence is finalized | Regulated products, child-use claims, food contact, battery, electrical, skin contact |
| Pre-Production Inspection | Are materials, components, sample, and setup correct? | Before mass production advances too far | Custom materials, new tooling, first run, high setup risk |
| During Production Inspection | Is the process drifting before all units are finished? | When meaningful production quantity exists | Large orders, mixed SKUs, process instability, tight tolerances |
| Pre-Shipment Inspection | Does the finished lot match the approved spec? | 100% completed and at least 80% packed | Almost every meaningful shipment before final payment |
| Reinspection / loading supervision | Was correction completed, and were accepted goods loaded correctly? | After rework or during loading | Failed PSI, retailer orders, container-risk shipments |
The complete program may include all stages for a risky first order, but it may include only PSI for a stable repeat order. Total QC cost should flex with risk instead of becoming a fixed ritual.
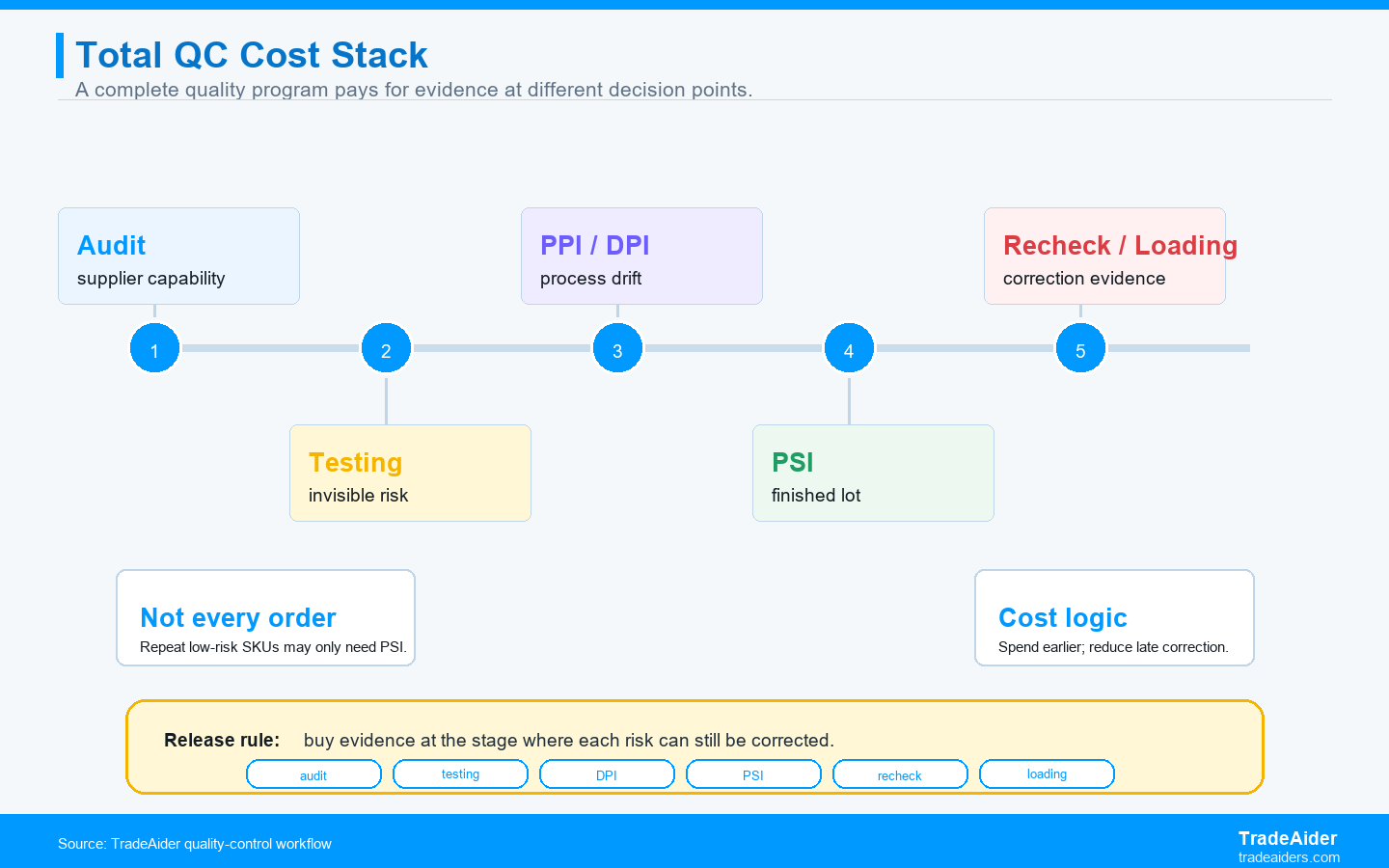
A complete QC program buys evidence at the stage where each risk can still be corrected.
How To Build A Complete QC Budget
A complete QC budget starts with the decision that each control point must support.
Start with supplier risk. If the supplier is new, unverified, or hidden behind a trading company, audit cost may be the first useful spend. A PSI at the end can find defects, but it cannot tell the buyer whether the factory was misrepresented before deposit.
Next, identify product risk. Product testing belongs in the budget when visual checks cannot prove safety, compliance, material composition, chemical limits, electrical performance, flammability, migration, durability, or claim support. Testing and inspection should be connected: the physical lot inspected before shipment should match the tested or certified product file.
Then plan process risk. PPI and DPI are useful when the product can drift during production. If the supplier uses the wrong component in the first week, PSI may catch it only after too many units are already packed. Earlier inspection can reduce rework cost.
Finally, plan release risk. PSI should sit before final payment and shipment release. If PSI fails, budget for reinspection. If container execution matters, add loading supervision after product quality is accepted.
What A Complete QC Cost Plan Should Not Include
A QC budget should separate prevention cost from ordinary sourcing overhead.
Do not mix every sourcing cost into the QC line. Product photography, routine sample shipping, listing creation, general supplier communication, and ordinary freight quoting are real business costs, but they do not all buy quality evidence. Keeping them separate helps the buyer see whether the quality budget is protecting the right decisions.
Do include costs that change the release decision. A factory audit can decide whether to place the order. Testing can decide whether the product can be sold as claimed. PPI can decide whether mass production should continue. DPI can decide whether the process is drifting. PSI can decide whether final payment and shipment release should happen. Reinspection can decide whether corrective action actually worked.
Also separate prevention cost from correction cost. Rework, replacement components, repacking, relabeling, delayed freight, warehouse sorting, and disposal may be caused by quality problems, but they are correction costs. They should be tracked because they show what the prevention plan failed to catch early enough. If correction costs repeat, the next order should move more QC spend earlier in the timeline.
This distinction is useful for management review. A buyer can ask whether total quality spend is rising because prevention has become stronger or because defects are being corrected too late. Those two situations require different actions. More planned prevention may be healthy; more emergency correction is usually a warning sign.
Where TradeAider Fits In Total QC Cost Planning
TradeAider fits by matching QC spend to the buyer's stage of risk.
TradeAider can support the core stages of a practical QC program: factory audit, product testing support, Pre-Production Inspection, During Production Inspection, Pre-Shipment Inspection, and loading supervision.
The buyer does not need to buy every stage blindly. TradeAider's role is strongest when the buyer shares the SKU, supplier status, destination market, order value, product risk, production stage, and payment terms so the QC scope can be matched to the decision points.
For example, a stable repeat order may need only PSI. A new supplier with a regulated product may need audit, testing, PPI, PSI, and reinspection reserve. A large retailer order may need PSI plus loading supervision because shipment evidence matters to the receiving process.
How To Phase QC Cost Across First Orders And Reorders
QC cost should usually be heavier during supplier onboarding and more focused during repeat production.
The first order with a supplier carries discovery cost. The buyer is learning whether the factory exists as represented, whether the sample can be repeated, whether the production team understands the specification, whether the packaging files are controlled, and whether the supplier responds well to corrective action. A heavier QC plan on the first order is not automatically inefficient; it buys information that future orders can use.
After the first order, the buyer should review what the evidence showed. If audit results were acceptable, testing evidence is complete, DPI showed stable process control, and PSI found only minor issues, the next order may need a narrower plan. The buyer might move from audit + PPI + PSI to DPI + PSI, or from DPI + PSI to PSI only for a mature repeat SKU.
If the first order revealed serious issues, the opposite should happen. Repeated defects, late correction, label confusion, subcontracting, material mismatch, or weak documentation means the next order should not receive a lighter budget. The buyer should move spend earlier in the timeline and require clearer corrective action before scaling volume.
This staged approach keeps total QC cost commercially realistic. The buyer is not locked into maximum spend forever, and the buyer is not under-protected during the riskiest phase. QC cost becomes a supplier-learning tool instead of a one-time inspection expense.
The buyer should document this learning in a simple supplier scorecard. Note which QC stages found issues, how fast the supplier corrected them, whether reinspection passed, and whether the same issue returned. That record helps decide whether the next order deserves a lighter plan, the same plan, or a stricter plan.
SPAR Scenario: The Complete Program That Avoided A Bad First Order
The buyer spent more before shipment because too many risks were unknown at the start.
Situation: An EU importer prepares a first order of 2,800 rechargeable desk lamps from a new Ningbo supplier. The product has electrical function, charging cable, retail packaging, CE-related documentation, and carton-drop concerns.
Problem: The supplier offers a low price and says previous buyers accepted the same model. The buyer has no audit, no linked test file, and no evidence that the packed lot will match the sample.
Action: The buyer adds factory audit, product testing support, PPI for components and setup, PSI before final balance, and a reinspection reserve. Audit shows acceptable capability but weak incoming-material records. PPI catches a cable version mismatch. PSI later catches carton mark errors, which are corrected before release.
Result: The QC cost is higher than a single PSI, but it prevents the buyer from discovering cable and carton problems after import. The buyer reduces the next reorder program to DPI and PSI because supplier uncertainty is lower.
Action Card: Total QC Cost Breakdown
Buy the evidence that protects the decision you are about to make.
- Use audit before supplier commitment when factory identity or capability is uncertain.
- Use testing when compliance, material, safety, or claim evidence cannot be inspected visually.
- Use PPI or DPI when production drift would be expensive to correct at the end.
- Use PSI before final payment and shipment release.
- Reserve reinspection budget when a failed result would require verified correction.
If you need a full QC budget before placing an order, send TradeAider the SKU, supplier status, order value, destination market, compliance concerns, production timeline, and payment milestones. The next step is to ask TradeAider to build a staged QC cost plan from audit to shipment release.
Frequently Asked Questions
Do I need audit, testing, and PSI for every order?
No. A complete QC program means using the right stages for the risk, not buying every service every time. Repeat low-risk orders may only need PSI.
Is product testing part of quality control cost?
Yes. Testing is part of QC cost when it proves safety, compliance, material, electrical, chemical, or claim-related requirements that visual inspection cannot prove.
Can PSI replace a factory audit?
No. PSI checks the finished lot, while a factory audit checks supplier capability before or early in the relationship. They answer different questions.
When should I budget for reinspection?
Budget for reinspection when the order is first-time, high-risk, custom, compliance-sensitive, or when a failed PSI would require verified correction before shipment.
مقالات ذات صلة



نمِ عملك مع خدمة TradeAider
انقر على الزر أدناه للدخول مباشرة إلى نظام خدمة TradeAider. الخطوات البسيطة من الحجز والدفع إلى تلقي التقارير سهلة التشغيل.
