- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
You've placed an order for electronic components — sensors, ICs, passive devices — and the factory looks clean, modern, and ISO-certified on paper. But when the shipment arrives and your PCB assembly line starts burning through components with unexplained failures, the cause often traces back to two things that no glossy factory brochure mentions: inadequate electrostatic discharge controls and mismanaged moisture-sensitive components.
These aren't esoteric compliance issues. ESD damage and moisture-related "popcorn" cracking during reflow soldering are among the most common root causes of latent field failures in electronics — the kind that pass incoming inspection but fail six months into a customer's hands. A proper factory audit for electronics component manufacturers specifically evaluates both the ESD-protected area (EPA) setup and the moisture sensitivity level (MSL) control program. This article walks you through what auditors look for, the standards that govern both areas, and the specific findings that flag a factory as high-risk.
Key Takeaways
- ESD workshop audits verify the physical grounding chain — wrist straps, floor mats, ionizers, and footwear — against ANSI/ESD S20.20 or IEC 61340-5-1 resistance thresholds, not just whether equipment is present.
- MSL control is governed by IPC/JEDEC J-STD-033D; auditors check that floor life is tracked per MSL classification, dry cabinets operate below 5% RH for sensitive components, and humidity indicator cards (HICs) are read correctly before use.
- The most common audit failures are not missing equipment — they are unverified grounding connections and undocumented floor life tracking, both of which can invalidate an otherwise well-equipped ESD program.
Why ESD and MSL Control Matter in a Factory Audit
The cost of invisible damage
Electrostatic discharge can damage semiconductor components at voltage levels as low as 10 to 20 volts — far below the threshold of human perception. A technician who feels nothing may have already degraded a device's performance through what the industry calls a latent defect: a component that passes electrical test at the factory but fails prematurely in the field. ESD events in manufacturing environments can ruin multi-million-dollar equipment and compromise critical control systems, making ESD workshop standards not merely a documentation exercise but a direct determinant of product reliability.
For moisture-sensitive components, the failure mechanism is equally invisible until reflow. Plastic-encapsulated ICs and surface-mount devices absorb atmospheric moisture over time. When subjected to solder reflow temperatures of 220–260°C, that moisture vaporises rapidly and can cause internal cracking or delamination — the "popcorn effect." The pressure buildup inside the package may be severe enough that internal bonding wires break, causing immediate failure, or may create micro-cracks that lead to reliability problems downstream.
What standards govern these areas
Two parallel sets of standards apply to a well-run electronics component factory:
For ESD control, ANSI/ESD S20.20-2021 (published by the Electrostatic Discharge Association, ESDA) is the most globally recognised framework. It defines the requirements for developing, implementing, and maintaining an ESD control program covering grounding systems, personnel protection, packaging, and environmental controls. Its European counterpart, IEC 61340-5-1, operates on the same technical foundation with minor documentation differences. Both are built on the ISO 9001:2015 quality management framework.
For moisture-sensitive device handling, IPC/JEDEC J-STD-033D is the governing standard. It defines the eight MSL categories (MSL 1 through MSL 6, with intermediate levels 2a and 5a), the floor life allowed at each level, and the handling, packing, and storage requirements necessary to prevent moisture-related reflow failures. The companion standard J-STD-020 defines how MSL ratings are originally assigned to device packages.
Auditing the ESD-Protected Area (EPA)
What an EPA audit actually verifies
A common misconception is that having ESD equipment equals having an ESD program. Experienced auditors know the difference. An EPA works on one principle: every static charge must have a controlled path to earth. The audit verifies that this path actually exists and is continuously maintained — not just that the right products were purchased.
The compliance verification audit covers personnel grounding, worksurfaces, flooring, ionizers, packaging, and the training records that demonstrate operators understand the requirements. Visual checks confirm correct use of wrist straps and ESD packaging; measurement checks verify that resistance values fall within the standard's required limits.
Key resistance thresholds auditors measure
| EPA Element | Required Limit (ANSI/ESD S20.20) | Audit Method |
|---|---|---|
| Wrist strap (total system) | < 3.5 × 10⁷ Ω | Resistance tester, checked each shift |
| ESD floor mat / conductive flooring | < 1.0 × 10⁹ Ω point-to-ground | Surface resistance meter, monthly minimum |
| Worksurface mat | 1.0 × 10⁶ – 1.0 × 10⁹ Ω | Surface resistance meter, monthly minimum |
| Air ionizer offset voltage | < ±35 V | Charged plate monitor, tested per schedule |
| Ionizer discharge time | < 6 s (1,000V → 100V) | Charged plate monitor |
| ESD footwear/heel grounder | < 3.5 × 10⁷ Ω (both feet) | Footwear tester, checked before entering EPA |
The ANSI/ESD S20.20 standard specifies that ionizer offset voltage must remain below 35 volts, with a discharge time under 6 seconds from 1,000V to 100V as a commonly referenced best practice. Auditors verify these values using a charged plate monitor placed in the ionizer's airflow.
Personnel grounding: the first line of defence
Wrist straps are the primary personnel grounding device for seated operators. The wristband must be worn snug against bare skin with the coil cord connected to a common point ground, which is then connected to equipment ground. For standing or mobile workers, ESD footwear combined with a conductive or dissipative floor provides an alternative path to ground. Auditors check that footwear is worn on both feet, not just one — a frequently observed shortcut in Chinese electronics factories.
What auditors flag as a critical finding is a broken earthing chain: equipment that appears correctly installed but is not actually connected to a verified ground point. One common scenario is ESD mats connected to a bus bar that was inadvertently disconnected during facility renovation. Without the physical measurement log, this failure can persist for months undetected.
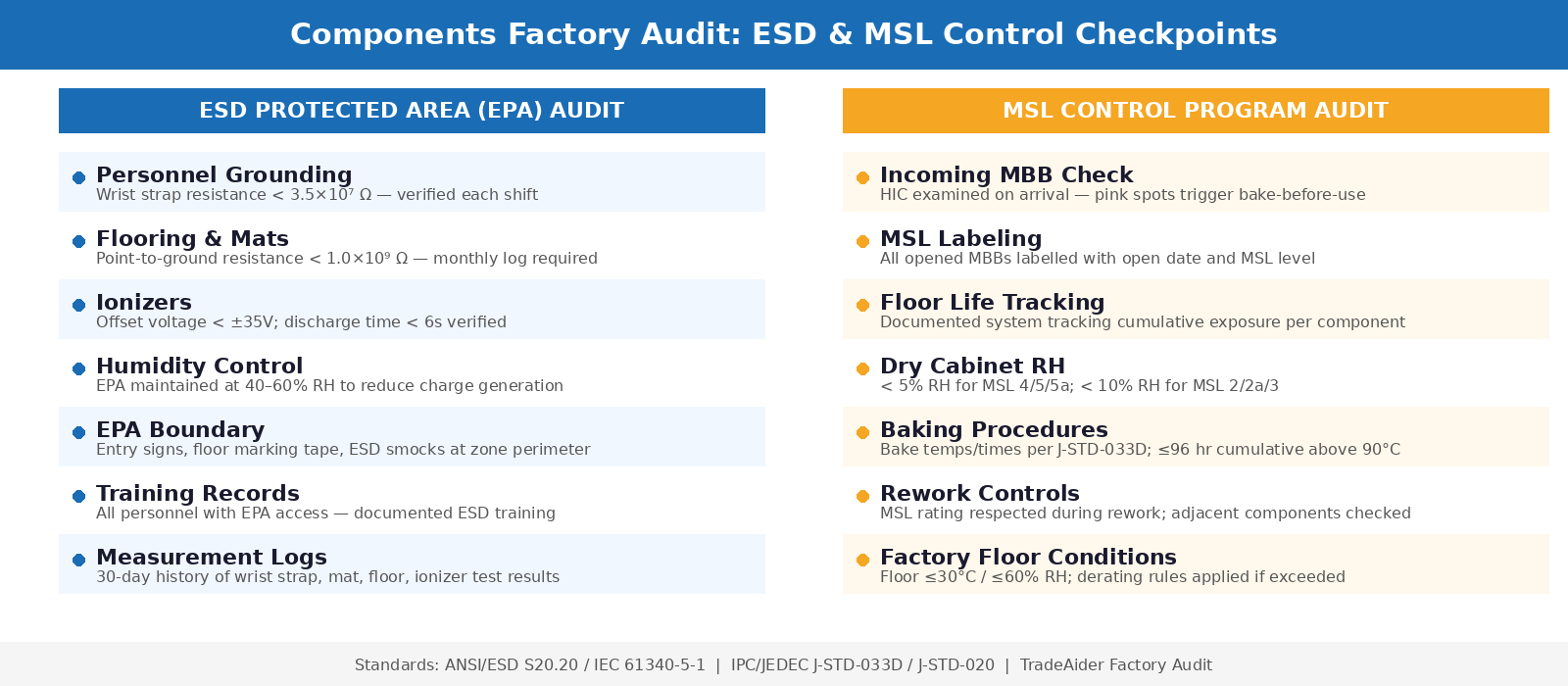
ESD EPA and MSL Audit Checkpoints — key verification areas in a components factory audit
Environmental controls: humidity and ionization
The environment itself is a first-line ESD control. Maintaining relative humidity between 40–60% in the EPA is a foundational element — dry air dramatically increases charge generation and slows natural dissipation. Factories in northern China's dry winters are particularly susceptible to ESD events when seasonal humidity drops, and auditors check whether the factory has compensating humidity controls or adjusts its inspection frequency accordingly.
Ionizers are mandatory for any process area where essential insulators — plastic tools, tape, certain packaging materials — cannot be removed or grounded. A factory running automated SMT lines without bench or overhead ionizers in the placement zone is leaving a significant charge-generation source uncontrolled.
Auditing Moisture Sensitive Level (MSL) Control
Understanding the MSL classification system
The J-STD-033D standard classifies moisture-sensitive devices into eight categories. MSL 1 means essentially unlimited floor life under standard conditions; MSL 6 means the component must be baked immediately before use and soldered within 8 hours. The key principle is floor life — the maximum time a component can be exposed to ambient conditions (not exceeding 30°C and 60% RH) after removal from its sealed moisture barrier bag (MBB) and before reflow soldering.
| MSL Level | Floor Life at ≤30°C / ≤60% RH | Dry Cabinet Storage Limit |
|---|---|---|
| MSL 1 | Unlimited | No restriction |
| MSL 2 | 1 year | Unlimited at <10% RH |
| MSL 2a | 4 weeks | Unlimited at <10% RH |
| MSL 3 | 168 hours (7 days) | Unlimited at <10% RH |
| MSL 4 | 72 hours | Unlimited at <5% RH |
| MSL 5 / 5a | 24–48 hours | Unlimited at <5% RH |
| MSL 6 | Mandatory bake before use | Bake required regardless |
What the MSL audit checks
A thorough MSL audit examines four key areas of the factory's handling process.
Receiving and incoming inspection. When a sealed MBB arrives, auditors check that the humidity indicator card (HIC) is examined before the bag is cleared for use. A HIC that has turned pink at the 5% or 10% indicator spot means the bag's desiccant was compromised during storage or shipping, and components may need baking before use. Many factories skip this check, treating the sealed bag as automatically safe regardless of the HIC reading.
Floor life tracking. Once the MBB is opened, the clock starts. All areas where MSDs are exposed to the environment must be controlled at below 30°C and below 60% RH. The factory must have a documented system — a label on the component tape, a production tracking log, or a software-based MSD management system — that records when the MBB was opened and calculates remaining floor life. An auditor who cannot find evidence of floor life tracking across a production line with multiple MSL 2a and MSL 3 components is looking at a systemic failure.
Dry cabinet operation. Dry cabinets are the primary method for pausing or extending floor life. For MSL 4, 5, and 5a components, cabinets must maintain below 5% RH; for less sensitive MSL 2, 2a, and 3 components, below 10% RH is acceptable. Auditors verify the cabinet's actual displayed RH, check that a HIC is placed visibly inside against the glass, and confirm that the cabinet can recover to its rated humidity level within one hour of routine door openings.
Baking procedures. When floor life has been exceeded or when components need to be reconditioned, baking is required. Auditors check that the factory's bake temperatures and durations follow J-STD-033D tables, that bake temperatures above 90°C do not exceed 96 cumulative hours (to protect solderability of leads), and that baked components are tracked and reflowed within the time limits specified on their labels.
TradeAider's factory audit service includes a dedicated electronics manufacturing module that covers both ESD and MSL compliance verification — giving buyers a real-time view of the factory's actual handling practices, not just its documented procedures.
The interaction between ESD and MSL controls
These two systems intersect during the baking process. Baking at low humidity conditions — by definition, when components are in a dry cabinet or a humidity-controlled oven — also creates an ideal environment for ESD events on highly sensitive devices. Proper ESD handling precautions must be observed during any baking preparation or removal, and auditors check that bake area workstations are equipped with EPA controls consistent with the sensitivity level of the components being processed.
Common Audit Failures at Chinese Electronics Component Factories
ESD failures auditors see most often
The most frequent ESD finding is not absent equipment — it is equipment that has never been verified. Mats, wrist straps, and grounding cords that were installed but never tested, or tested once during facility commissioning and not since. The ESDA recommends auditing each department a minimum of six times per year, with wrist straps verified at the start of every shift. Factories that cannot produce test logs for the past 30 days are flagged as non-compliant regardless of how new their equipment appears.
The second most common finding is non-ESD materials inside the EPA — polystyrene packaging, ordinary plastic bags, unlabeled containers — that generate triboelectric charges close to sensitive components. Personnel training is the root cause: operators who understand the reason for EPA rules manage this instinctively, while those trained only on the rules themselves often fail to generalise when a new material enters their workstation.
MSL failures auditors see most often
MSL control failures in Chinese electronics factories cluster around two scenarios. The first is untracked floor life: opened MBBs sitting on a production shelf with no date marking, no label indicating when they were opened, and no record of accumulated exposure time. The second is dry cabinet mismanagement — cabinets set to the right target humidity but not checked or logged, or cabinets where the door seal has degraded and the cabinet is actually running at 15–25% RH while the display still shows 5%.
A subtler failure is ignoring cumulative exposure across multiple production runs. J-STD-033D specifically addresses this: when MSL 3 components are used in two separate production sessions without returning to dry storage in between, both exposure periods count against the 168-hour floor life. Factories that track MBB open dates but not individual exposure sessions consistently underestimate total moisture absorption.
For buyers sourcing electronic components from China, a pre-shipment quality inspection can verify component labeling, MBB integrity, and HIC status on finished goods before shipment. But catching systemic ESD and MSL failures requires the deeper visibility of a factory audit.
What to Request Before Booking a Factory Audit
Documents that reveal ESD and MSL program maturity
Before auditing, request these documents from the factory to establish baseline expectations: the written ESD Control Program Plan (required by ANSI/ESD S20.20), calibration records for wrist strap and surface resistance testers, the most recent EPA compliance verification logs, the MSD management procedure (describing how floor life is tracked), and baking equipment records. A factory that can produce all five immediately is demonstrating a mature quality system. A factory that needs several days to compile them is signalling that these controls exist on paper more than in practice.
Questions to ask during the audit
During the on-site audit, the following questions reveal whether the system is functional or performative: What happens when a wrist strap fails its daily test? Who is authorised to open sealed MBBs, and how is that opening recorded? What is the baking procedure for MSL 5a components, and where are the bake records kept? How does the factory handle components whose floor life has been exceeded by one production team but not discovered until the next shift? The answers — and the speed with which factory personnel can answer — reveal whether these are daily operational realities or policies that exist only for audit preparation.
TradeAider's factory audit team conducts real-time audits with live reporting, which means buyers can direct the audit scope during the assessment — asking auditors to check a specific MSD storage area or verify wrist strap logs for a particular production line without waiting for a final report. The contact page has details on booking an electronics-focused factory audit.
Frequently Asked Questions
What is the difference between ANSI/ESD S20.20 and IEC 61340-5-1?
Both standards define essentially the same technical requirements for ESD-protected areas and are considered equivalent for practical factory audit purposes. The primary differences are procedural: IEC 61340-5-1 is the European standard, more widely specified in EU supply chains, while ANSI/ESD S20.20 is the US standard published by the ESDA. Documentation and auditing procedures differ slightly, but a factory compliant with one is generally in a strong position for the other. Both are built on the ISO 9001:2015 framework, so factories with ISO quality management systems can integrate ESD compliance into their existing audit structure.
How does high humidity in southern China affect MSL floor life?
J-STD-033D specifies floor life values for conditions not exceeding 30°C and 60% RH. When factory floor conditions exceed these parameters — common in Guangdong, Fujian, and Zhejiang factories during the humid summer months — the standard provides derating rules in Chapter 7 that shorten the allowable floor life. A factory operating at 30°C and 75% RH must use the adjusted floor life table, which significantly reduces the safe exposure window for MSL 3 and MSL 4 components. Auditors check whether factories in humid climates are applying these derating rules or simply using the standard table regardless of actual conditions.
Can a factory pass an ESD audit with an unverified grounding connection?
No. Having the physical equipment present — mats, wrist straps, ionizers — is a necessary but not sufficient condition for a passing audit. The audit specifically verifies that every element in the EPA has a confirmed path to earth, with documented resistance measurements within the required limits. An EPA where the grounding bus bar is disconnected, corroded, or improperly installed fails on the most fundamental requirement of the standard, regardless of how well all other elements are configured.
What is the "popcorn effect" and how do MSL controls prevent it?
The popcorn effect occurs when moisture absorbed by a plastic-encapsulated SMD package rapidly vaporises during solder reflow at temperatures above 200°C. The steam pressure can cause package cracking, internal delamination, or broken bonding wires — sometimes audible as a popping sound on the assembly line. MSL controls prevent this by limiting how long components can be exposed to ambient humidity before reflow (floor life management) and by ensuring that components exceeding their floor life are baked to drive out accumulated moisture before being placed on a PCB. Correct MBB sealing, desiccant use, and HIC monitoring preserve components during storage so they arrive at the assembly workstation within their rated moisture tolerance.
Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
