- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog
You've approved a fabric swatch, confirmed the Pantone reference, and placed a bulk order for curtains and blinds at a Chinese factory. Six weeks later, the shipment arrives and half the panels look slightly different from the other half—some warmer, some cooler, none quite matching your approved color. This is not a rare horror story. It's one of the most frequent complaints importers raise about home textile orders from China, and it's almost entirely preventable with the right quality inspection approach before goods leave the factory.
Color consistency in curtains and blinds is technically more demanding than it appears. Fabric dyeing at scale involves managing dye lots, fiber absorption rates, washing processes, and lighting conditions—all of which can introduce visible variation without any single step going dramatically wrong. This guide walks through how a structured quality inspection in China addresses color matching at every critical stage, from approving a golden sample through pre-shipment sign-off.
Key Takeaways
- Dye lot variation is the leading cause of color inconsistency in curtain and blind shipments from China—define acceptable tolerance in your purchase order before production begins.
- ISO 105-B02 (light fastness) and ISO 105-X12 (rubbing fastness) are the two most relevant color stability tests for window coverings exposed to sunlight and regular handling.
- A physical golden sample reviewed on-site under D65 standard lighting is more reliable than photos or digital color references for pre-shipment color approval.
Why Color Matching Fails in Chinese Curtain and Blind Factories
Most color problems in curtain and blind production don't originate from carelessness—they come from inherent variability in the dyeing process that factories manage with varying degrees of rigor. Understanding the root causes helps you write better specifications and ask smarter questions during inspections.
The Dye Lot Problem
When a factory dyes fabric in batches, each batch is called a dye lot. Even when the same recipe and machinery are used, factors like water temperature, pH levels, dyeing duration, and the specific lot of raw fiber can produce slightly different color outcomes between batches. For a curtain order spanning multiple production runs—common in orders above 500 units—this means panels from different dye lots may ship together and visibly clash when hung side by side in a room.
The standard industry approach is to define a maximum Delta E tolerance in your purchase order. Delta E is a numerical measure of color difference; a Delta E below 1.0 is imperceptible to most observers, while values above 2.0 are generally visible. For premium home textiles, most buyers specify a Delta E of 1.5 or lower across all dye lots within a single order. Without this specification in writing, factories have no contractual obligation to maintain tight color consistency across batches—and they often won't. A Pre-Shipment Inspection (PSI) that includes dye lot comparison against your approved golden sample is the most reliable way to catch this before shipment.
Fabric Composition and Color Uptake
Polyester, linen, cotton, and blended fabrics don't absorb dye in the same way. A curtain that is 80% polyester and 20% linen will have different dye uptake in each fiber type, which can cause the finished color to look different depending on the viewing angle, fiber weave direction, or lighting condition. When your order involves multiple SKUs using nominally the same color across different fabric weights or compositions, color variation between them is almost guaranteed unless the factory uses fiber-specific dyeing recipes and your inspector checks each fabric type independently.
This is particularly common in roller blind orders where the same color is produced in both a blackout version (with a coated backing layer) and a standard semi-sheer version. The backing material absorbs light differently and can make both panels appear to be different colors even when the face fabric is dyed identically. During-Production Inspection (DPI) at the fabric cutting and preparation stage is the earliest practical point to catch composition-related color drift.
Core Color Tests During China Quality Inspection
Three ISO test standards cover the color stability properties most relevant to curtains and blinds. Importers targeting the US, EU, or Australian markets should specify minimum passing grades for all three in their quality control plan. These tests are typically conducted at a certified third-party laboratory from fabric samples collected during or before production. The ISO 105 series covers multiple test categories spanning washing, rubbing, light, and perspiration exposure—each relevant to different end-use scenarios.
Light Fastness Testing (ISO 105-B02)
Curtains and blinds are uniquely exposed to sustained UV radiation from sunlight, which makes light fastness the most critical color stability property for this product category. The ISO 105-B02:2014 standard uses a xenon arc lamp to simulate natural daylight (D65) and measures how much the fabric color degrades under controlled UV exposure. Results are rated on a scale of 1 to 5, where 5 indicates no visible fading and 1 indicates severe fading. For window coverings, importers typically specify a minimum grade of 4, and premium or blackout fabrics are often required to achieve grade 5.
The practical implication: a curtain that passes visual inspection at the factory may still fail ISO 105-B02 if the dyeing process used low-quality reactive dyes without proper UV stabilizers. Lab testing must be booked separately from the on-site inspection and results should be received before approving shipment. A chromatic colorimeter can measure color values before and after xenon arc exposure and generate quantifiable Delta E readings that support your grade assessment.
Rubbing Fastness Testing (ISO 105-X12)
Blinds accumulate friction on their surfaces over time—from cleaning, handling, and contact with window frames. The ISO 105-X12:2016 standard measures how much color transfers from the fabric surface onto other materials when rubbed, using a crockmeter device that applies a precise downward force of 9 ± 0.1 N. Both dry and wet rubbing tests are performed, and results are evaluated using a grey scale. For dark-colored fabrics—navy, charcoal, forest green—wet rubbing grades of 2–3 are often the realistic industry ceiling, while light colors should achieve grade 4 or higher on both tests.
During a factory inspection, the inspector can perform a simplified rub test on-site using a white cotton cloth pressed against the fabric to screen for obvious crocking before lab samples are sent out. A white cloth that picks up significant color during dry rubbing is a strong indicator of poor dye fixation that will fail formal ISO 105-X12 testing. The ISO 105-X12 method specifies a crockmeter rubbing track of 104mm and requires conditioning specimens at 21 ± 2°C before testing to ensure comparable results across labs. This on-site screen takes minutes and can flag a problematic batch before the full lab cycle is initiated.
Washing Fastness for Washable Curtains (ISO 105-C06)
For curtain products marketed as machine-washable, color stability through repeated laundering is a core consumer expectation. The ISO 105-C06 standard simulates domestic and commercial washing cycles at temperatures from 40°C to 95°C, using standardized detergents and mechanical agitation. A fabric rated Grade 4 or above on ISO 105-C06 indicates minimal color change and negligible staining of adjacent fabrics after washing. The standard test specimen is 100mm × 40mm, taken at least 100mm from the fabric edge. For roller blinds that are not designed to be washed, ISO 105-C06 is less relevant, but for sheer curtain panels and linen drapes, washing fastness should be specified.
Include the intended wash temperature on your product spec sheet so the factory lab and third-party testers use the correct ISO 105-C06 program. Mismatch between the test temperature and the care label claim is a compliance issue in markets like the EU, where care labeling standards require that fastness claims be substantiated by appropriate testing.
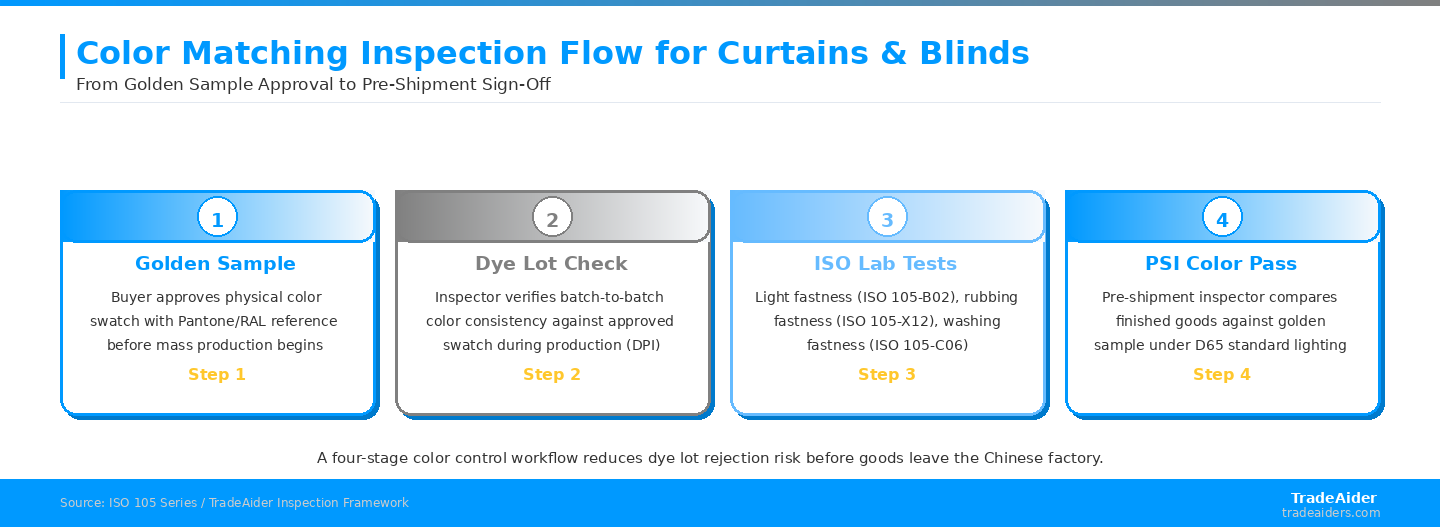 A four-stage color control workflow—from golden sample approval through PSI sign-off—reduces dye lot rejection risk before goods leave the Chinese factory.
A four-stage color control workflow—from golden sample approval through PSI sign-off—reduces dye lot rejection risk before goods leave the Chinese factory.
The Golden Sample Protocol for Color Approval
All color specifications in a purchase order—whether described as Pantone, RAL, or hex code—are approximations. Screen colors differ from print colors, and neither matches dyed fabric under every lighting condition. The most reliable foundation for color control in curtain and blind production is a physical golden sample: an actual piece of finished fabric or blind slat, produced by the factory, reviewed and signed off by the buyer before mass production begins.
Setting Your Color Reference Before Production
A golden sample review should happen at the Pre-Production Inspection (PPI) stage, before fabric is cut or dye lots are committed to large runs. The buyer receives the golden sample and formally approves it in writing, specifying that all production units must fall within an agreed Delta E tolerance of the approved piece. The physical sample is then retained by both the buyer (for comparison during PSI) and ideally by the inspector, who uses it as the reference standard during on-site color checks. Digital photographs of the golden sample should also be taken under D65 standard lighting and filed as part of the inspection documentation. TradeAider's inspector network provides golden sample review and documentation as a standard component of the inspection scope.
Comparing Production Units Against Approved Sample
During Pre-Shipment Inspection, the inspector compares finished production units directly against the approved golden sample. This comparison should always be conducted under standardized D65 lighting—ordinary factory lighting is often warm-toned fluorescent that masks color differences. A light booth with D65 illuminant is the correct tool; portable units are widely available and professional inspectors carry them. The inspector groups sample units by apparent dye lot and compares each group to the golden sample, noting any groups that fall outside the agreed tolerance. Panels from different dye lots should be cross-hung to confirm they're acceptable side by side, not just individually acceptable when compared to the golden sample in isolation.
What a Color Inspection Checklist Covers for Curtains and Blinds
A well-structured color inspection checklist for window coverings goes beyond a simple visual check. The table below summarizes the key checkpoints, the method used, and the typical pass criteria importers specify for each:
| Checkpoint | Method | Typical Pass Criteria |
|---|---|---|
| Color match to golden sample | D65 light booth visual + colorimeter | Delta E ≤ 1.5 |
| Dye lot consistency within shipment | Cross-lot comparison under D65 | No visible difference at 1m distance |
| Light fastness (ISO 105-B02) | Lab test — xenon arc lamp | Grade ≥ 4 (premium: grade 5) |
| Dry rubbing fastness (ISO 105-X12) | Crockmeter, grey scale | Grade ≥ 4 |
| Wet rubbing fastness (ISO 105-X12) | Crockmeter, grey scale | Grade ≥ 3 (dark colors: Grade ≥ 2–3) |
| Washing fastness (ISO 105-C06) | Lab test — launderometer | Grade ≥ 4 (washable products) |
| On-site rub screen | White cloth, manual pressure | No visible color transfer (screen test) |
| Color uniformity across all SKUs | Cross-SKU visual under D65 | Consistent across width and length |
Practical Example: A US Importer's Color Approval Scenario
Consider an Amazon FBA seller sourcing a collection of blackout curtains in five colorways—charcoal, dusty rose, sage green, navy, and ivory—from a Zhejiang factory. Their order quantity is 2,000 units per colorway across two production runs. Without proper color controls, this scenario has several high-risk points: the second production run may not exactly match the first; dark colors (charcoal, navy) are more prone to rubbing crocking; and sage green in particular is notoriously difficult to achieve consistently in polyester-linen blends because the two fibers absorb the green dye at different rates.
A structured quality control plan for this order would include: a PPI with golden sample approval for all five colors before the first production run; a DPI at 30% completion of each colorway to catch dye lot drift early; ISO 105-B02 and ISO 105-X12 lab tests on fabric from the first production run; and a PSI before each production run ships, using the approved golden sample and a D65 light booth. Each dye lot would be tagged separately by the factory, and the inspector would verify that no two different dye lots are combined in the same carton without prior buyer approval. For a deeper look at how PSI fits into this broader workflow, TradeAider's guide to the pre-shipment inspection process in China covers the full framework.
FAQ
What AQL level should I use for curtain color defects?
For color matching defects in curtain and blind shipments, most importers set AQL 2.5 for major defects (visible color mismatch against the approved sample) and AQL 4.0 for minor defects (slight shading within tolerance). Color defects are typically classified as major when the Delta E deviation is above 2.0, and minor when it falls between 1.5 and 2.0. Industry guidance on AQL classification in home textiles consistently treats visible color inconsistency as a major defect category given its direct impact on customer perception and return rates. Your inspection provider should be briefed to apply these thresholds consistently across all dye lots being inspected, not just the first few cartons sampled.
Can I check color consistency without lab equipment?
On-site checks can screen for obvious problems, but they cannot replace ISO lab testing for export-grade color compliance. Without a D65 light booth, even a trained inspector will miss color differences that are obvious under standardized lighting. A portable D65 light booth costs under $200 and should be part of every inspector's kit for home textile orders. For rubbing fastness, the on-site white cloth rub test identifies severe crocking issues but cannot quantify the grey scale grade—only crockmeter testing under controlled ISO conditions gives you a certifiable grade for documentation and customs purposes. Use on-site checks as an early warning system, and always follow up with formal lab tests for products targeting regulated markets.
How many dye lots are acceptable in one curtain shipment?
This depends on your product and market, but a commonly applied rule in the home textiles trade is that panels from different dye lots should not be mixed within the same retail package or set without explicit buyer approval. Across the broader shipment, the number of dye lots is less important than whether each lot falls within your agreed Delta E tolerance of the golden sample, and whether any two lots placed side by side create a visible color difference at a normal viewing distance of one meter. Specify in your purchase order that the factory must track and label dye lots separately and that no carton should contain panels from more than one dye lot without written authorization. TradeAider's inspection standard documentation provides additional guidance on how defect thresholds apply across different home textile categories.
Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
