- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
Buyers sourcing high-precision lenses and optical assemblies from Chinese manufacturers face two quality challenges that standard factory inspection approaches were not designed to address. The first is optical performance verification: how do you confirm that a lens meets its specified resolution and contrast transfer capability, not just its physical dimensions? The second is cleanroom compliance: how do you verify that the factory's controlled environment meets the particle contamination standards required for precision optical assembly, before a single unit is shipped? This guide explains both challenges and provides a practical framework for building them into your supplier qualification and pre-shipment inspection process.
Key Takeaways
- MTF (Modulation Transfer Function) is the primary quantitative metric for optical performance — it measures both resolution and contrast transfer simultaneously and is objective, reproducible, and comparable across lenses and suppliers.
- MTF curve shape tells you which failure mode is present — low-frequency drops indicate geometric errors; high-frequency drops indicate surface finish problems; asymmetry between sagittal and tangential curves indicates astigmatism.
- Cleanroom particle compliance must be verified against ISO 14644-1:2015 — the standard defines nine ISO classes based on airborne particle concentration, with optical assembly typically requiring ISO Class 5 to 7.
- Third-party optical inspection requires specialized capability — both MTF station access and certified particle counting equipment are prerequisites; buyers should verify their inspector's instrumentation before commissioning.
Why Optical Quality Cannot Be Verified by Visual Inspection Alone
The Limits of Visual Checks for Precision Optics
A high-precision lens that fails its MTF specification can look identical to a conforming lens under visual inspection. Surface contamination that reduces image contrast, decentered elements that cause coma and asymmetric blur, and refractive index variations in glass blanks are all performance-critical defects that are invisible to the naked eye and undetectable through physical dimension measurement. This is the core challenge of optical quality control: the property that matters most to the buyer — imaging performance — is not directly visible and cannot be inferred from cosmetic or dimensional checks alone.
This is why optical manufacturers use the Modulation Transfer Function as the primary performance specification. As described by TRIOPTICS, one of the leading manufacturers of optical metrology equipment, MTF is the most important measurement parameter in image quality assessment — it is a quantitative, objective measure that bridges the gap between lens designers, optical fabricators, and buyers, allowing manufactured performance to be compared directly against design specifications.
What Dust Does to Precision Optical Performance
For high-precision lenses used in machine vision, medical imaging, industrial metrology, or surveillance applications, particle contamination during assembly has two distinct failure modes. The first is immediate performance degradation: particulates deposited on an optical surface scatter and attenuate light, reducing image contrast and producing flare at high spatial frequencies in the MTF curve. The second is latent contamination that causes field failures: dust particles trapped between cemented lens elements or inside sealed optical assemblies are inaccessible after assembly and cause progressive degradation. This is why cleanroom assembly environment validation matters as much as the lens performance test itself — a lens that passes its MTF test at the factory may fail after thermal cycling or vibration if it was assembled with particles trapped at internal surfaces.
Understanding the MTF Curve: What It Measures and How to Read It
The Basic Concept
MTF measures how well a lens transfers contrast from an object to its image across a range of spatial frequencies, expressed in line pairs per millimeter (lp/mm). A perfect lens would transfer all contrast perfectly at all frequencies — an MTF of 1.0 across the board. Real lenses show declining MTF as spatial frequency increases, due to diffraction, aberrations, and surface errors. The MTF curve plots this decline, and its shape and magnitude at specific spatial frequencies tell the buyer exactly how the lens will perform in its intended application.
According to Edmund Optics, MTF testing is performed by passing an impulse signal — typically light from a point source against a dark background — through the lens, then using the measured impulse response to determine the contrast transfer at any spatial frequency up to the Nyquist limit. The testing environment is tightly controlled so that the measurements reflect lens performance alone, not the test system.
Reading MTF Curve Shape as a Diagnostic Tool
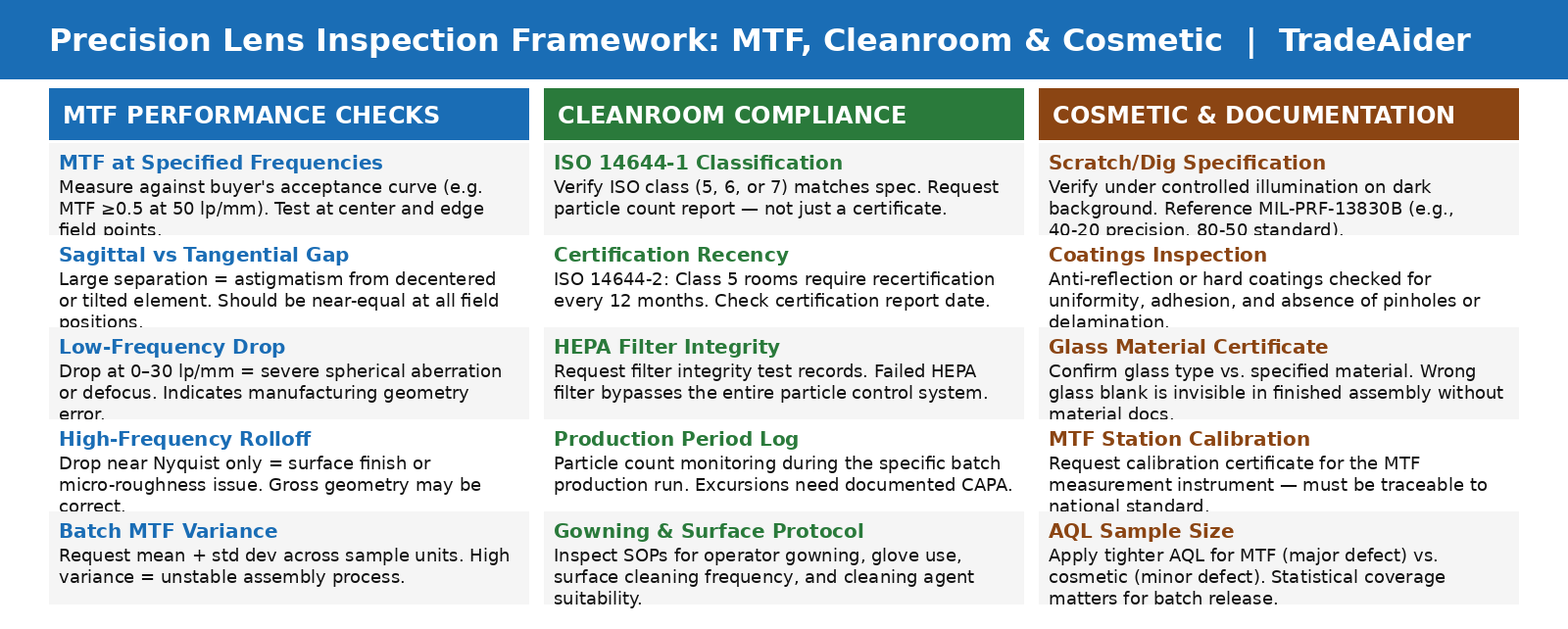
The shape of an MTF curve failure is one of the most valuable diagnostic tools in lens quality control, because different aberration types produce characteristic curve shapes. According to optical metrology specialists at Rotlex, the following diagnostic relationships hold across production lenses:
A drop in MTF at low spatial frequencies (0–30 lp/mm) indicates gross geometric errors — severe spherical aberration, defocus, or a fundamentally wrong lens shape. This type of failure is catastrophic and typically indicates a manufacturing process error or wrong glass blank. A drop only at high spatial frequencies (approaching the Nyquist limit) suggests surface finish problems — micro-roughness or mid-spatial frequency errors scattering light and reducing fine detail contrast while leaving gross image quality intact. Separation between sagittal and tangential MTF curves — where the lens shows high contrast in one meridian and low contrast in the orthogonal one — indicates astigmatism, often caused by decentered optical elements or tilt introduced during assembly.
Copy-to-copy MTF variation within a production batch is equally important as the absolute MTF value. MTF variance analysis methodology developed by optical testing specialists measures the standard deviation of MTF across a sample of units, expressed relative to the lens's measured MTF. High variance within a batch signals unstable manufacturing processes — units may pass individual MTF specifications while the batch as a whole exhibits inconsistent performance that will affect downstream systems integrating many lenses.
MTF Test Methods Available in a Factory Setting
There are two practical MTF test approaches relevant to factory inspection of precision lenses. Full MTF station testing uses dedicated instruments such as the ImageMaster® HR from TRIOPTICS or equivalent platforms to measure MTF at multiple field points and spatial frequencies in a systematic procedure. This is the gold standard but requires equipment investment and trained operators. Slanted-edge MTF testing is a faster, lower-cost alternative that uses a high-contrast edge target positioned at a slight angle; the edge-spread function is extracted, filtered, and Fourier-transformed into the MTF curve. As documented by Edmund Optics, slanted-edge testing provides the same system-level MTF information as full station testing but with greater speed and more adaptable equipment requirements — making it practical for production-floor acceptance testing on lens batches.
Precision lens QC framework for buyers sourcing from Chinese manufacturers — MTF performance verification and cleanroom compliance checks
Cleanroom Compliance: The ISO 14644 Framework for Optical Assembly
Why the Assembly Environment Matters as Much as the Lens Itself
A precision lens is only as clean as the environment it was assembled in. Chinese optical manufacturers operate cleanrooms across a wide range of actual cleanliness levels — from legitimate ISO Class 5 controlled environments with documented particle counts and HEPA filtration validation, to rooms labeled "cleanroom" that are simply enclosed spaces with a few air purifiers. The difference is not visible to an outside observer but is critical to product quality. ISO 14644-1:2015, published by the International Organization for Standardization, is the global standard that defines cleanroom classifications based on the maximum allowable concentration of airborne particles per cubic meter at defined particle sizes.
ISO Cleanroom Classes for Optical Assembly
| ISO Class | Max Particles (≥0.5µm) per m³ | Typical Application in Optical Mfg | Verification Method |
|---|---|---|---|
| ISO 5 | 3,520 | High-precision lens cementing; sensor-level assembly; defense optics | Certified particle counter; ≥9 sample locations per ISO 14644-1 |
| ISO 6 | 35,200 | Industrial machine vision lenses; mid-tier precision optics assembly | Particle counter; HEPA filter integrity test records |
| ISO 7 | 352,000 | Surveillance camera optics; lower-tolerance industrial lenses | Particle counter; pressure differential monitoring records |
| ISO 8 | 3,520,000 | Subassembly staging; general optical component storage | Basic particle count; visual cleanliness confirmation |
What Cleanroom Validation Actually Requires
Buyers evaluating a Chinese optical manufacturer's cleanroom claim should understand what ISO 14644 validation actually entails. Certification begins with Installation Qualification (IQ) confirming that HVAC, HEPA filters, and wall/ceiling/floor seals were installed to design. It continues with Operational Qualification (OQ) testing particle counts, airflow velocity, and pressure differentials under controlled conditions per ISO 14644-3. Performance Qualification (PQ) then verifies the cleanroom under real operational conditions with equipment and personnel present — the condition that matters most for buyers, since human operators are the primary source of particles inside a functioning cleanroom.
According to the ISO cleanroom standards framework, precision optical assembly typically requires ISO Class 5 to 7. Aerospace-grade optics, sensors, and high-performance imaging lenses commonly specify Class 5 as the assembly environment minimum. A factory claiming ISO cleanroom certification should be able to produce: the most recent certification report with particle count data per ISO 14644-1:2015, the date of last recertification (ISO 14644-2 recommends recertification at least every 12 months for Class 5 environments), and HEPA filter integrity test records.
Surface Contamination vs. Airborne Particle Control
ISO 14644 addresses airborne particle concentrations — but surface contamination on lens elements is equally critical and addressed separately. A cleanroom may meet its airborne particle spec while having contaminated work surfaces if cleaning protocols are inadequate. Buyers should request the factory's cleanroom cleaning SOPs alongside the particle count certification. Key questions: What cleaning agents are used, and are they approved for optical surfaces? How frequently are work surfaces and assembly fixtures cleaned? Is there a UV or particulate inspection protocol for lens elements before assembly? Are personnel gowning procedures documented and enforced, including glove protocols for lens handling?
Integrating MTF and Cleanroom Checks into Your Supplier Qualification
Factory Audit Before the First Order
For buyers sourcing precision optics for the first time from a Chinese manufacturer, a factory audit before placing the order is strongly recommended. A precision optics factory audit should evaluate: the cleanroom's ISO classification documentation and recent certification records; the factory's MTF test station capability and calibration records; operator qualification and gowning compliance; and the incoming inspection process for glass blanks and optical components from sub-suppliers. These process checks cannot be inferred from samples, price lists, or technical brochures — they require physical presence at the facility.
Pre-Shipment Inspection for Precision Lens Batches
A pre-shipment inspection for precision lenses should include two tiers. The first is performance sampling: using AQL methodology, a sample of units from the batch is subjected to MTF testing at the buyer-specified spatial frequencies and field points. Each unit's measured MTF is compared against the specified performance curve. Units showing the aberration signatures described above — low-frequency drops, high-frequency rolloff, sagittal-tangential asymmetry — are flagged for rejection analysis. The second tier is environment and assembly documentation review: the inspector reviews the cleanroom particle count records from the period when the batch was assembled, confirms that the classification matches the specification, and verifies that no cleanroom excursions (particle count spikes above the class limit) occurred during production without documented corrective action.
What Buyers Should Define Before Inspection
Three specifications must be defined in the purchase order before inspection to be enforceable. First, the MTF acceptance criterion: the minimum MTF value at a specified spatial frequency (for example, "MTF ≥ 0.5 at 50 lp/mm center field") and the maximum permissible sagittal-tangential difference (indicating astigmatism). Second, the cleanroom classification minimum: the ISO class required for assembly, with a requirement to produce particle count records from the assembly period. Third, the cosmetic inspection standard: maximum allowable scratch and dig specifications, typically expressed using MIL-PRF-13830B nomenclature (e.g., scratch/dig 80-50 for general industrial lenses, 40-20 for precision imaging lenses), verified under controlled illumination on a dark background.
The Copy-to-Copy Variation Problem — Why Individual Pass/Fail Isn't Enough
Batch Variance as a Process Signal
One of the most valuable outcomes of MTF testing on a sampled batch is not just the individual pass/fail result but the variance across the sample. A batch where 8 of 10 sampled units exceed the MTF specification by a wide margin and 2 units barely pass is a more concerning result than a batch where all 10 units score identically just above the threshold. The first pattern indicates an unstable manufacturing process where the two marginal units were borderline failures and the next batch may shift the distribution downward. The second pattern indicates consistent process control. Buyers should request batch MTF statistics — mean and standard deviation across the sampled units — not just binary pass/fail per unit.
Connecting Optical QC to Your Broader Supply Chain Strategy
Precision optical components are high-value, high-specificity inputs. A single batch of non-conforming lenses that reaches your production line or your customers represents not just the cost of the defective goods but the downstream costs of system rework, warranty claims, and customer relationship damage. The cost of pre-shipment inspection — including the specialized MTF measurement and cleanroom documentation review — is a small fraction of those downstream costs and provides leverage: defects discovered before shipment are the supplier's responsibility to replace, not the buyer's problem to manage after the fact.
For buyers managing a range of technical and precision product categories from Chinese suppliers, TradeAider's QC inspection services apply consistent methodology across technical product categories, with real-time report access during the inspection. For products where inspection findings may require immediate buyer decision-making — whether to reject a batch, request specific retesting, or negotiate a partial replacement — the ability to receive and review findings in real time provides operational control that delayed reports do not.
Frequently Asked Questions
What does MTF actually measure in a precision lens?
MTF — Modulation Transfer Function — measures how well a lens transfers contrast from a real object to its image across a range of spatial frequencies. A spatial frequency is the number of line pairs (one black line and one white line) per millimeter in the test target. At high spatial frequencies (fine detail), contrast always degrades — a lens with high MTF at high frequencies is sharp; a lens with low MTF at high frequencies is blurry. An MTF value of 1.0 means perfect contrast transfer; an MTF of 0.0 means the lens cannot resolve that level of detail at all. For a given application — such as machine vision at a specific working distance — the buyer defines the minimum MTF at the spatial frequency that corresponds to the feature size the system must resolve, and that becomes the acceptance criterion.
What ISO cleanroom class do I need to specify for precision lens assembly?
The appropriate ISO class depends on the lens type and end application. For high-precision imaging lenses, defense optics, and sensor-level assemblies, ISO Class 5 (maximum 3,520 particles of ≥0.5µm per cubic meter) is the typical minimum. For industrial machine vision lenses and mid-tolerance precision optics, ISO Class 6 or 7 is common. The ISO 14644-1:2015 standard published by the International Organization for Standardization defines these classes and the measurement methodology. Specify the required class in the purchase order and require the factory to provide particle count data from the assembly period alongside the shipment documentation.
How do I verify that a Chinese optical factory's cleanroom is actually ISO-compliant?
Request the factory's cleanroom certification report — specifically the particle count test data per ISO 14644-3 methodology, the date of the most recent classification, and the certifying instrument's calibration certificate. The instrument must comply with ISO 21501-4 under the 2015 revision. During a factory audit, an inspector can verify the cleanroom is operational (correct pressure differential, HEPA filter integrity indicator), observe gowning compliance, and review cleaning SOPs. For a pre-shipment inspection, the inspector can request production lot records showing the particle count monitoring data for the period when the specific batch being shipped was assembled. Any excursions — particle count spikes above the class limit — should have documented root cause analysis and corrective action.
What is the difference between sagittal and tangential MTF, and why does the gap matter?
In MTF measurement, sagittal and tangential refer to two orthogonal planes of the lens: sagittal is aligned with the radial direction from the optical axis, tangential is perpendicular to it. For a perfectly assembled lens, sagittal and tangential MTF are nearly identical at any field point. A significant separation between the two curves — high MTF in one direction and low MTF in the other — indicates astigmatism: the lens focuses different orientations of detail at different focal planes. In a well-made lens, this is typically caused by a decentered element (one element displaced laterally from the optical axis) or a tilted element, both of which are assembly errors in the lens barrel construction. Finding this pattern in a sampled unit's MTF curve indicates an alignment quality control failure in the assembly process that may be systematic across the batch.
When should I commission a during-production inspection for precision optics?
A during-production inspection for precision lens orders makes the most sense when the order involves a glass type or coating specification that could be substituted by the factory without detection (since glass type is invisible in the finished assembly), when the batch size is large enough that a mid-production quality deviation would affect hundreds of units, or when the supplier is new and you are establishing baseline process compliance. The most valuable thing a during-production inspection can confirm for optics is that the correct glass blanks are being sourced — verifying material certification documents against incoming inspection records before the blanks are cut and assembled into finished lenses.
Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
