- 会社概要

- 当社のサービス
- あなたの業界
- リソース
- ニュース&ブログ
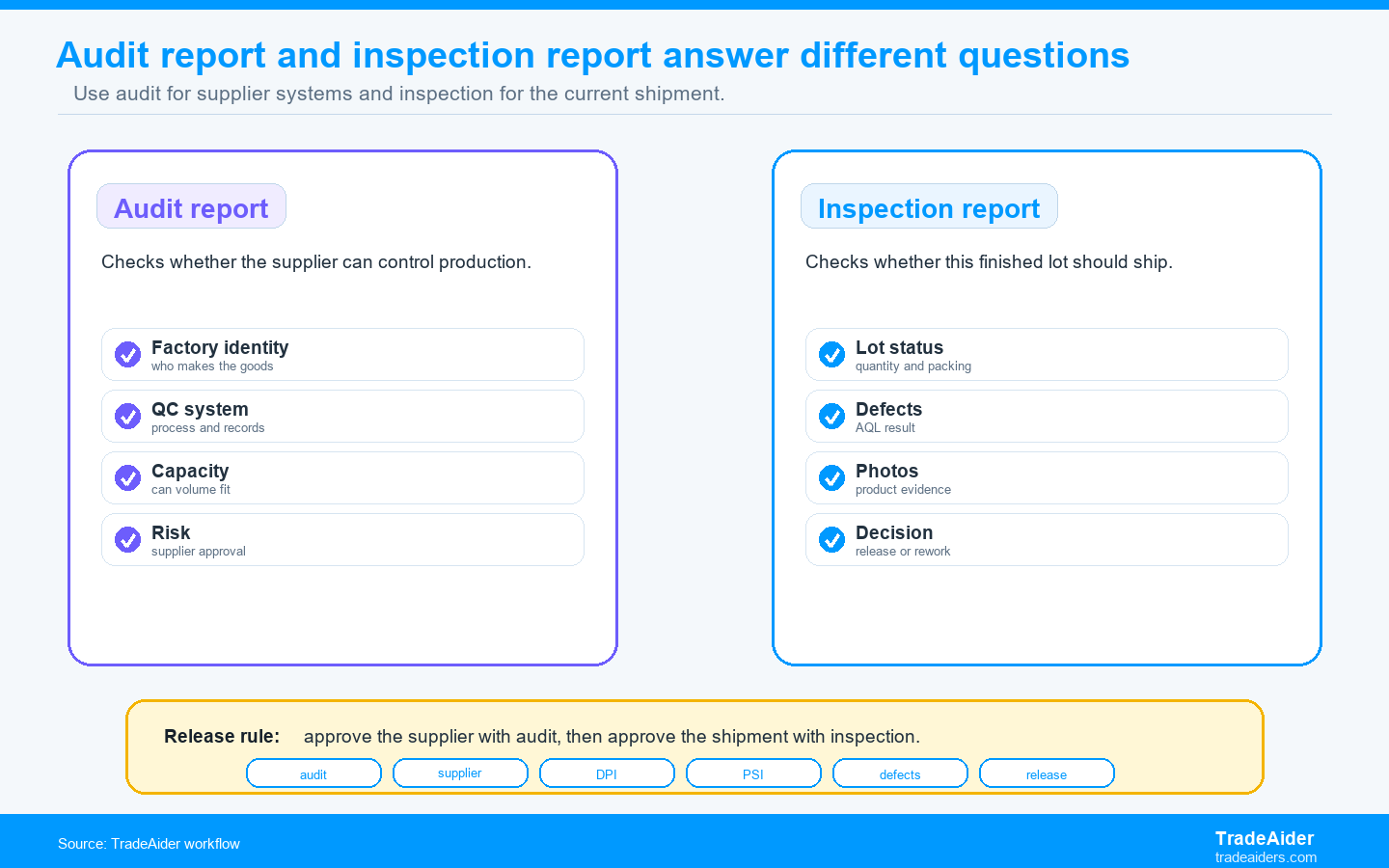
A factory audit report explains whether the supplier system can control production; an inspection report proves whether the current lot is acceptable for release. The mistake is using a clean audit report as permission to ship or using a passed inspection report as proof that the supplier is low risk.
The two reports answer different questions. A factory audit report asks whether the supplier has the people, equipment, records, controls, and management discipline to make the product reliably. An inspection report asks whether the actual order in front of the inspector matches the buyer's specification, approved sample, packaging, label, quantity, and workmanship expectations.
The two reports work together only when the buyer separates system risk from lot risk and then decides whether the next action is supplier correction, order sorting, rework, or shipment hold. If a 2,000-unit lot shows a 4% defect pattern, the buyer is not reading an abstract report; the buyer is facing roughly 80 units that need containment.
- Audit report: Supplier capability evidence for selection, qualification, and corrective action.
- Inspection report: Finished-lot evidence for release, rework, sorting, or holding shipment.
- Timing: A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export.
- Decision rule: Use audit findings to judge the supplier system and inspection findings to judge the shipment.
The Direct Answer
Read the factory audit report first to understand supplier-system risk, then read the inspection report to decide what to do with the current lot.
TradeAider reads audit reports and inspection reports together because supplier capability and current-lot release are different decisions that should inform each other, not replace each other.
A good audit report cannot approve a shipment that fails inspection. A good inspection report cannot prove that the supplier's quality system is reliable for the next order. The buyer needs both views because a defect can be isolated to one lot or rooted in the factory's process. If the lot fails but the audit evidence is strong, the buyer may focus on containment and rework. If the lot fails and the audit showed weak controls, the buyer should treat the problem as a supplier-system risk.
According to ISO 19011 auditing guidance, audits use evidence to support findings and conclusions about management systems. According to ISO 2859-1 sampling procedures, inspection by attributes depends on defined sampling rules and lot decisions. The so what is simple: audit evidence and lot evidence are not interchangeable.
According to ASQ sampling resources, acceptance decisions depend on sample results and defect classification, so a 4% defect pattern should be read as shipment evidence rather than supplier-system proof. A 2000 unit lot with 4% repeated defects creates about 80 units for containment or sorting. The risk is that the buyer turns one number into the wrong decision: releasing a bad lot or abandoning a supplier that may still be correctable.
What Each Report Can Prove
Audit reports prove capability patterns; inspection reports prove order condition. Confusing the two creates false confidence.
According to ISO 9001 quality management guidance, quality management relies on controlled processes and evidence-based decisions. According to ASQ quality plan guidance, quality planning connects requirements, resources, specifications, and inspection programs. These ideas explain why reports should be read as decision evidence, not as paperwork. The audit report looks upstream at the factory system. The inspection report looks downstream at the order the buyer is about to pay for or ship.
According to ASQ Z1.4 sampling resources, attribute sampling supports acceptance decisions, which means an inspection report should be tied to a specific lot and defect classification. This means a 4% repeating defect pattern and a weak audit finding do not answer the same question; one estimates containment size, while the other explains why the problem may repeat.
Audit reports reveal whether the factory can control production
A factory audit report should be read as a supplier capability document. It may cover business identity, production scope, equipment, worker training, incoming-material control, line inspection, final QC records, warehouse control, subcontracting, and corrective-action discipline. The buyer should ask which findings could affect the product, not simply whether the report looks clean. A factory with strong equipment but weak incoming-material traceability may still create inconsistent lots. A factory with clean records but unclear subcontracting may pass a paperwork check while hiding production-location risk. The report is most useful before deposit, before first order, and after repeated quality problems.
Inspection reports reveal whether the current order should move
An inspection report should be read as shipment evidence. It should show the sampled quantity, sampling method, defect classification, photos, measurements, function checks, packaging checks, label checks, barcode scans, quantity checks, and inspector remarks. According to ASQ Z1.4 sampling resources, attribute sampling supports acceptance decisions, which means the inspection report should not be reduced to pass or fail. The buyer should read which defects appeared, where they appeared, whether they repeat, and whether the defect pattern can be sorted. A failed inspection may still lead to rework and reinspection rather than immediate supplier exit.
Together, the reports separate isolated lot defects from system failure
The strongest reading comes from comparing the two reports. If an inspection report finds wrong carton marks and the audit report already noted weak label storage, the buyer has evidence of a system problem, not only a packing mistake. According to GS1 barcode standards, barcodes support product identification across supply chains, so barcode failures can affect receiving and inventory accuracy. According to CBP origin-marking guidance, origin marking may be required for imported goods, so label and mark failures can become compliance issues. The audit report explains why the failure could happen; the inspection report proves whether it happened in this lot.
Audit reports and inspection reports protect different decisions: supplier continuation and shipment release.
Factory Audit Report vs Inspection Report
The comparison is not "which report is better"; the comparison is which decision each report is allowed to support.
| Question | Factory Audit Report | Inspection Report | Buyer Decision |
|---|---|---|---|
| What does it evaluate? | Factory system and capability | Current order and sampled goods | Supplier qualification vs shipment release |
| When is it most useful? | Before first order or after repeated problems | During production or before shipment | Choose audit before commitment, inspection before release |
| What evidence does it collect? | Records, equipment, controls, management, process discipline | Units, defects, measurements, packaging, labels, photos | Read system risk and lot risk separately |
| What can it not prove? | It cannot prove this finished lot is acceptable | It cannot prove long-term supplier capability | Do not let one report replace the other |
| Best follow-up | Corrective action, supplier decision, audit recheck | Sort, rework, reinspection, hold, release | Use both for supplier continuation decision |
The comparison reveals why report misuse creates expensive decisions. A clean audit can create false confidence if the current lot fails function, packaging, or labeling checks. A clean inspection can create false confidence if the factory system is weak and the next order may fail differently. The buyer needs the audit report to understand repeatability and the inspection report to decide what happens to the shipment.
How to Read the Two Reports Together
Start with the decision you need to make, then choose the report evidence that is allowed to answer it.
The right reading order depends on timing. Before a first order, the audit report should lead because the buyer is still deciding whether to trust the supplier. During production, audit findings should guide which process risks DPI should verify. Before shipment, the inspection report should lead because the buyer is deciding whether the actual order can move. After a defect pattern, both reports should be compared to decide whether the failure is isolated, correctable, or systemic.
Use audit findings to choose what the inspection must emphasize
An audit report should influence the inspection checklist. If the audit found weak incoming-material control, the inspection should emphasize material identification, component version, appearance consistency, and any test linked to material performance. If the audit found weak label control, the inspection should emphasize barcode scan, carton mark, origin mark, warning label, and SKU separation. If the audit found weak final QC records, the inspection should compare factory release records with third-party findings. This is the business reason to use audit and inspection together rather than buying two disconnected reports: a TradeAider's factory audit should shape the next TradeAider's Pre-Shipment Inspection checklist so the buyer checks the actual lot where the supplier system is weakest. The report sequence matters because audit findings tell the inspector where process risk may appear in the lot.
Use inspection findings to decide whether audit risk has become real
An inspection report can confirm whether an audit concern became a shipment problem. If the audit mentioned poor warehouse segregation and the inspection finds mixed accessories, the buyer has a stronger case for corrective action. If the audit mentioned weak training and the inspection finds inconsistent assembly, the factory's worker-level process needs review. If the inspection is clean despite audit weaknesses, the buyer should not ignore the audit, but the current lot may be releasable with added controls for the next order. For TradeAider's importer audience, the practical value is decision separation: the inspection report can support release, rework, or hold for this order, while the audit report supports whether to continue, reduce, or requalify the supplier. The key is to keep shipment decision and supplier decision connected without confusing them.
Use the combined reading to avoid overreaction and underreaction
Overreaction happens when the buyer exits a supplier after one isolated lot problem that could be sorted, reworked, and prevented next time. Underreaction happens when the buyer accepts a bad lot because the factory passed an earlier audit. A scenario estimate makes the difference clear: if a 2,000-unit lot shows a 4% repeated defect pattern, about 80 units may need containment. If the audit also found weak final QC records, the issue is not only those 80 units; it may indicate a release-control failure that can repeat. The combined reading turns a report into a decision boundary.
SPAR Scenario: Clean Audit, Failed Lot
A clean audit narrows supplier concern, but it does not cancel finished-lot evidence.
Situation: A home-goods importer orders 2,000 metal shelving units from a factory that passed a factory audit 3 months earlier. The audit showed reasonable equipment, documented QC records, and no obvious subcontracting problem. The buyer expects the repeat order to be routine.
Problem: The PSI finds a repeated coating scratch near the same corner on 4% of sampled units. The cartons and labels are correct, but the defect appears in a pattern. The factory argues that the earlier audit proves its quality system is strong and asks the buyer to release the goods.
Action: The buyer reads the inspection report as lot evidence and the audit report as system context. The audit did not test the current coating batch or packing-line handling. The buyer requires sorting, rework on visible scratches, and a short process review before the next coating run.
Result: The shipment loses 3 days, and the buyer pays for extra sorting, but the decision avoids sending roughly 80 visibly defective units into the sales channel. The audit remains useful because it suggests the supplier may be recoverable. The inspection remains decisive because it proves this lot was not ready for blind release.
Report Reading Checklist
The buyer should never ask one report to answer the other report's question.
- Use a factory audit report to judge supplier capability, management discipline, and corrective-action reliability.
- Use a Pre-Shipment Inspection report to judge the finished lot before shipment release.
- Compare audit weaknesses with inspection defect patterns to decide whether the problem is isolated or systemic.
- Do not ship a failed lot because the factory passed an audit earlier.
- Do not ignore supplier-system risk because one inspection report passed.
If you already have an audit report and a shipment coming up, send TradeAider the audit findings, current PO, approved sample, product specification, factory CAP, production status, and planned inspection date. The next step is to ask TradeAider to turn audit weaknesses into the next inspection checklist so the report sequence supports both supplier control and shipment release.
Frequently Asked Questions
What is the difference between a factory audit report and an inspection report?
A factory audit report evaluates the supplier's system and capability, while an inspection report evaluates the actual order or production lot. The audit supports supplier decisions; the inspection supports shipment decisions.
Can a clean factory audit replace pre-shipment inspection?
No. A clean factory audit can reduce supplier concern, but it cannot prove that a specific finished lot is acceptable. PSI is still needed when the buyer needs release evidence for the current order.
Can a passed inspection report prove the supplier is reliable?
No. A passed inspection report proves that the inspected lot met the release criteria. It does not prove that the factory's management system, material control, subcontracting, or corrective-action discipline is strong for future orders.
関連記事



TradeAiderサービスでビジネスを成長させる
下のボタンをクリックして、TradeAiderサービスシステムに直接入ります。予約から支払い、報告書の受け取りまでの簡単な手順は操作が簡単です。
