- 会社概要

- 当社のサービス
- あなたの業界
- リソース
- ニュース&ブログ
A cosmetic bag that arrives with a broken zipper or a blown seam isn't a minor inconvenience—it's a warranty claim, a negative review, and depending on how your buyer terms are structured, potentially a full shipment rejection. Zipper and seam failures are consistently among the top three defect categories in soft goods imported from China, and they're the kind of problem that surfaces quickly in consumer use even when it's invisible during casual visual inspection at the factory. Understanding exactly what a qualified product inspection in China examines—and why—gives importers the framework to build inspection checklists that actually prevent these issues rather than just discovering them after the fact.
Key Takeaways
- Zipper failures in cosmetic bags are most commonly caused by slider gauge mismatch or inadequate sewing thread tension at the zipper tape attachment seam—not by the zipper component itself.
- ISO 13935-2 (seam grab test) and ISO 13934-1 (fabric strip tensile test) are the standard references for lab-verified seam strength in made-up textile articles including cosmetic bags.
- On-site inspection should include a manual zipper cycle test (minimum 20 open-close cycles) and a seam pull test at stress points, in addition to any lab testing.
The Most Common Zipper Failures in Chinese Cosmetic Bag Production
Most zipper failures in cosmetic bags imported from China don't originate with the zipper itself. Chinese manufacturers typically source zipper components from established Zhejiang-based suppliers whose components are reliable at scale. The failure almost always happens at the interface between the zipper and the bag: how the zipper tape is sewn to the bag body, and whether the slider is correctly matched to the chain gauge.
Slider Gauge Mismatch and Chain Compatibility
Zippers are manufactured in standard size designations—#3, #5, #8, and so on—where the number represents the approximate width of the zipper teeth in millimeters when closed. Each size requires a precisely matched slider. Zipper size plays a critical role in load resistance, durability, and long-term performance, and using a larger zipper does not automatically guarantee better quality—the correct size depends on the opening frequency and structural demands of the specific bag design. A factory that substitutes a different zipper brand or chain gauge without notifying the buyer can inadvertently introduce slider-chain mismatch, where the slider doesn't engage the chain with the correct tolerances. The result is a zipper that either jams during cycling or—worse—releases under light lateral stress because the slider has too much clearance for the chain width.
During a Pre-Shipment Inspection (PSI), the inspector verifies that the zipper component brand, size number, and chain type match the approved golden sample specification, and performs a manual cycling test on at least 10% of the AQL sample set to confirm smooth operation. Any binding, rough spots, or zipper that fails to close completely on the first cycle is classified as a major defect.
Zipper Tape Attachment Seam Failures
The seam that attaches the zipper tape to the bag body is one of the highest-stress points in a cosmetic bag's construction. Every time the zipper is opened and closed, the tape attachment seam experiences a peel stress—the zipper teeth pulling laterally against the sewing thread. When this seam is sewn with incorrect thread tension, too few stitches per inch (SPI), or thread of insufficient strength for the fabric weight, it fails progressively: first the stitching begins to skip, then the tape separates from the bag, and finally the zipper pulls free entirely. This type of failure is typically invisible during visual inspection because the seam looks clean from the outside—the degradation only becomes visible after repeated use cycles.
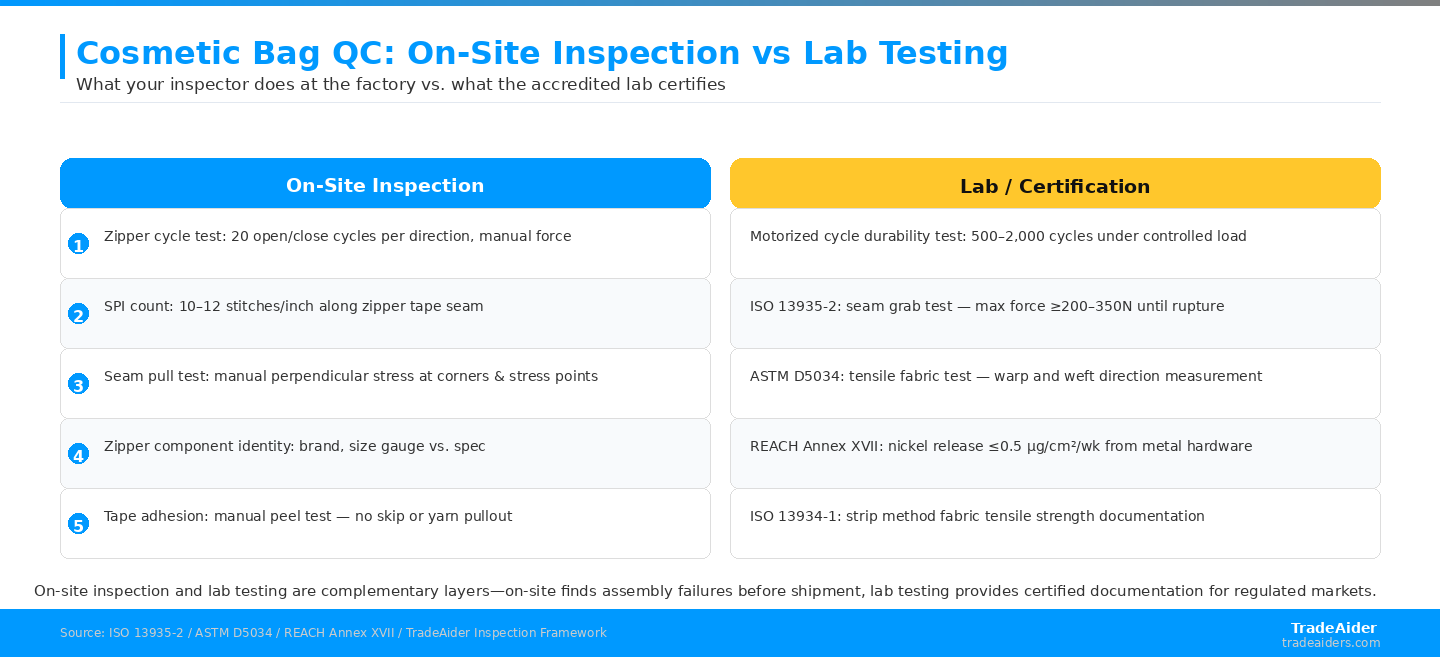
On-site inspection for zipper tape attachment seams involves a manual peel test: the inspector grips the zipper tape end and applies firm lateral force perpendicular to the seam line, checking whether the stitching holds without skipping or yarn pullout. The inspector also counts SPI at multiple points along the zipper attachment seam and compares against the specification—most cosmetic bag buyers specify 8–12 SPI depending on fabric weight. For formal lab testing, the ISO 13935-2 standard (seam tensile properties, grab method) provides the reference test for seam maximum force—the amount of force required to rupture a sewn seam when applied perpendicularly, which directly corresponds to the peel stress experienced at the zipper attachment during use.
Seam Quality Checks: On-Site and Lab Methods
Seam failures in cosmetic bags occur at three types of locations: structural stress points (corners, handle attachment seams, zipper surround seams), finish seams (edge bindings, piping, trim attachments), and interior divider seams in multi-compartment designs. Each requires a different inspection focus because the failure modes and consequences differ.
On-Site Seam Pull Test
The standard on-site seam check for cosmetic bags involves gripping the fabric on both sides of each key seam and applying a controlled pull perpendicular to the seam line. The inspector looks for thread breakage, yarn pullout (where the fabric yarns are pulled through the seam without breaking the thread), or seam slippage (where the seam holds but the fabric slides along the stitching). For a correctly sewn cosmetic bag seam, none of these should occur under hand-applied pull force. Any seam that opens, skips, or shows yarn distortion under the on-site pull test is classified as a major defect requiring factory rework before shipment.
The inspector pays particular attention to corner seams, where two or more seam lines meet, because corners concentrate stress during use. A cosmetic bag that opens cleanly along a straight seam may still fail at corners if the stitching does not follow the corner geometry correctly. Stress points around zipper ends—where the zipper chain terminates and the surrounding fabric is pulled by zipper tension—are the single most common seam failure location in cosmetic bags and should be checked on every unit in the AQL sample.
Lab Seam Strength Testing (ISO 13935-2 and ISO 13934-1)
For buyers requiring documented seam strength specifications—common for retail channel buyers and EU market importers—lab testing is needed. The ISO 13934-1 standard uses a strip method to determine maximum tensile force for fabric specimens, while ISO 13934-2 and ASTM D5034 use a grab test method that is more representative of how seams behave in use—gripping only a central area of the specimen so that stress concentrates at the seam rather than being evenly distributed across the full width. For cosmetic bags made from woven nylon or polyester fabrics, a minimum seam strength of 200–250N in the grab test is typical for mid-range quality specifications; premium bags for retail often specify 350N or higher.
ISO 13935-2 specifically addresses sewn seam tensile properties in made-up textile articles—the most directly applicable standard for cosmetic bag seams. BS EN ISO 13934-1 is the equivalent strip method standard referenced in EU product technical files. When commissioning lab testing for a cosmetic bag, specify which seam types should be sampled (ideally all structural seams, not just a selection), confirm that the test specimens are cut from actual production units rather than flat fabric, and request that the test lab report individual seam test results in addition to mean values.
The Zipper Cycle Test: How Many Cycles, and What to Watch For
A zipper that operates correctly once is not a reliable quality signal. Zippers that fail in consumer use typically do so after the first 5–20 cycles, once any minor misalignment in the slider position or chain engagement is amplified by repeated use. The standard on-site cycle test for cosmetic bag inspection requires the inspector to open and close the zipper a minimum of 20 times in a single direction, then 20 times in the reverse direction, at a speed approximating normal consumer use. The inspector evaluates smoothness (no binding or excessive friction), completeness of closure (the chain fully engages with no visible gaps), and zipper pull behavior (the pull tab should not deform, separate from the slider, or jam under normal use force).
For buyers with higher durability requirements—particularly for products sold through retail channels that warrant a minimum number of use cycles—formal zipper durability testing should be specified. This involves a motorized cycling machine that can perform hundreds of standardized open-close cycles under controlled force and records at what cycle count the zipper begins to show degradation. While this is lab testing rather than on-site inspection, the on-site 20-cycle test provides a practical screen that catches most quality problems before shipment. ISO 13934-1 standard test parameters for textile tensile testing—including the constant rate of extension and specimen conditioning requirements—provide the foundation for how seam and attachment point strength is formally characterized.
A structured inspection framework for cosmetic bag zippers and seams organizes checks by component, method, and failure risk—enabling consistent pass/fail decisions across the AQL sample.
Cosmetic Bag Zipper and Seam Inspection Checklist
| Check Point | Method | Defect Class |
|---|---|---|
| Zipper brand, size, and chain type vs. spec | Visual vs. golden sample | Major (substitution) |
| Zipper cycle test (20 cycles each direction) | Manual operation | Major (jam/fail to close) |
| Zipper tape attachment seam — SPI count | Count per 25mm interval | Major (below spec SPI) |
| Zipper tape peel test | Manual lateral pull | Major (skip/separation) |
| Main body seam pull test (all seams) | Manual perpendicular pull | Major (any opening) |
| Corner seam integrity check | Visual + manual stress | Major (skip/gap) |
| Thread tension consistency across batch | Visual stitching uniformity | Minor (loose loops) / Major (skips) |
| Untrimmed thread ends | Visual inspection | Minor |
Practical Example: An Amazon FBA Seller's Cosmetic Bag Inspection
Consider an Amazon FBA seller sourcing a travel cosmetic bag set—a main zippered case, a smaller pouch, and a hanging organizer—from a Guangzhou factory. Their order quantity is 2,500 sets in three colorways. The main case has a #5 double-pull zipper across the top and two #3 side-pocket zippers; all three bags have interior seam construction with bound edges. The primary risks for this order are zipper substitution (factories in competitive pricing environments sometimes swap zipper brands mid-production to reduce cost), seam tension variability across a long production run, and interior binding seam detachment in the hanging organizer, which experiences stress from the weight of its contents during use.
The inspection plan should include a DPI at 30% production to verify zipper component identity and thread tension settings on the production line, followed by a PSI covering: zipper verification against spec for all three zipper sizes, 20-cycle test on a sample of each zipper type, seam pull test on all exterior and stress-point seams in the AQL sample, and a loading test on the hanging organizer's hook attachment seam (suspend a 500g weight from the hook for 5 minutes and check that the attachment seam does not elongate or show thread distortion). TradeAider's During-Production Inspection service provides real-time visibility into thread tension settings and zipper component identity before the bulk of production is committed to potentially defective assembly parameters. For questions about inspection standards applicable to soft goods like cosmetic bags, TradeAider's inspection standard documentation provides the defect classification framework. EU importers should also verify REACH compliance for any metallic hardware including zipper sliders and pull tabs, as nickel release from metal components in products with prolonged skin contact is a regulated parameter.
FAQ
How many zipper cycles should I specify for a cosmetic bag?
For a cosmetic bag in everyday consumer use, a realistic lifecycle expectation is 500–2,000 zipper cycles over the product's useful life, depending on how frequently the customer uses it. For on-site inspection purposes, a 20-cycle manual test is the practical standard—it catches assembly-level failures without the equipment needed for full life-cycle testing. If your product category or retail buyer requires a formal durability specification, specify a minimum cycle count (typically 500 cycles for mid-market products) in your purchase order and request lab test documentation from the factory or an independent lab before shipment. Motorized cycle testing to this standard requires specialized equipment not available in most on-site inspection scenarios, so it must be arranged through a certified testing laboratory separately from the standard PSI.
What SPI (stitches per inch) should I specify for cosmetic bag seams?
The appropriate SPI depends on the fabric weight and seam type. For typical nylon or polyester cosmetic bag fabrics (300D to 600D Oxford weave), structural seams are generally specified at 8–10 SPI, and zipper attachment seams at 10–12 SPI because of the higher lateral stress they experience. For lighter fabrics like satin or canvas linings, 10–12 SPI is appropriate for all structural seams. Include SPI requirements in your purchase order specification and instruct your inspector to verify SPI at multiple points along the seam—including corners and seam intersections where sewing machines often skip stitches when changing direction. A tolerance of ±1 SPI from the specified value is generally considered acceptable as a minor defect; anything outside ±2 SPI should be classified as major.
Can I request a seam strength test at the factory without a separate lab?
Factories can perform internal seam pull tests using basic tensile equipment, and some larger manufacturers have in-house labs. However, these results are not independently verified and cannot be used as documentation for retail buyers or regulatory compliance purposes. For a documented seam strength result against ISO 13935-2 or ASTM D5034, the testing must be performed at an accredited third-party laboratory. TradeAider's AQL calculator can help determine the right sample size for on-site seam checks based on your total order quantity using calibrated constant-rate-of-extension equipment. The on-site seam pull test performed by an inspector is a practical quality screen—sufficient to catch assembly-level failures—but it does not generate a result that can be referenced in a product technical file or submitted to a retailer requiring strength test documentation. For TradeAider's inspection service, product testing coordination can be arranged alongside the inspection to ensure both the on-site check and any required lab results are covered in a single workflow.
関連記事



TradeAiderサービスでビジネスを成長させる
下のボタンをクリックして、TradeAiderサービスシステムに直接入ります。予約から支払い、報告書の受け取りまでの簡単な手順は操作が簡単です。
