- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog
Automated inspection systems are best for repeatable, high-volume, measurable defects that cameras, sensors, gauges, or algorithms can detect consistently; manual inspection systems are best for flexible judgment, changing products, complex appearance, sample interpretation, supplier context, and buyer-specific release decisions. In manufacturing quality control, the strongest answer is often not automated or manual, but which checks should be automated, which should remain human-led, and how the evidence should be combined.
ISO 9001 treats quality control as part of a managed system, with requirements, resources, competence, operational control, monitoring, and improvement. That matters because an inspection system should fit the product, process, and decision, not simply chase technology.
ISO/IEC 17020:2026 emphasizes competence, impartiality, consistency, and inspection results. Whether a check is automated or manual, the buyer still needs a result that is reliable enough to support action.
NIST work on manufacturing process monitoring highlights the value of sensors, cameras, and algorithms for detecting process and product quality signals. Those tools can be powerful when the defect signal is clear and repeatable.
At the same time, older but still useful NIST work on vision and touch sensors for dimensional inspection tasks shows that sensor choice depends on the inspection task. A buyer should not assume one system can see every defect that matters.
- Automated inspection wins on repeatability: it is strong for high-volume, measurable, stable checks with clear pass/fail signals.
- Manual inspection wins on context: it is strong for product variation, appearance judgment, sample spread, supplier behavior, and release decisions.
- Both systems can fail: automated systems can miss untrained or poorly lit defects; manual systems can vary by inspector, fatigue, and unclear criteria.
- Hybrid control is often best: combine machine consistency with human judgment, sampling logic, and buyer-specific evidence.
Which Is Better: Automated or Manual Inspection?
Automated inspection is better when the product is stable, defect signals are measurable, throughput is high, and the inspection method can be calibrated and repeated. Manual inspection is better when product variation is high, defects require context or judgment, the order changes often, the buyer needs photo evidence, or the release decision depends on sampling, defect severity, and supplier explanation.
The wrong comparison is speed versus people. The better comparison is signal versus context. A camera-based system can check surface scratches, missing parts, dimensions, color presence, alignment, codes, or assembly consistency quickly if the signal is visible and the setup is controlled. A human inspector can notice product context, mixed-lot issues, borderline appearance, packaging confusion, and supplier explanations that a fixed system may not understand.
ASQ quality terminology helps separate inspection, quality control, and assurance concepts. In manufacturing, automated checks can be part of QC, but they do not replace the need to define requirements, evaluate evidence, and improve the process.
Process-control thinking also matters. NIST SPC guidance focuses on monitoring variation and signaling corrective action. Automated systems can provide faster signals; manual inspection can interpret whether the signal affects shipment release, supplier correction, or buyer acceptance.
Automated vs Manual Inspection Systems in Manufacturing
Compare the systems by fit, not by assuming one method is universally superior.
| Decision Factor | Automated Inspection Is Stronger When | Manual Inspection Is Stronger When | Hybrid Rule |
|---|---|---|---|
| Defect visibility | Defect is visible, measurable, and consistent | Defect needs context, touch, smell, assembly judgment, or buyer interpretation | Automate clear signals; review exceptions manually |
| Throughput | High volume and stable product justify setup | Low volume, pilot runs, or changing SKUs dominate | Use automation for repeated checks only |
| Variation | Product and lighting conditions are controlled | Materials, colors, sizes, or packaging change often | Update criteria and sample spread frequently |
| Evidence | System records measurements, images, or counts reliably | Buyer needs narrative report, photos, defect severity, and release action | Combine system data with inspector judgment |
| Cost and setup | Long run offsets equipment, training, and calibration cost | Short run or supplier-mixed order cannot justify fixed setup | Use portable tools and manual sampling |
| Risk type | Dimensional, presence, alignment, count, code, or surface signal | Safety concern, label interpretation, mixed lot, workmanship, packing, supplier issue | Separate measurable from judgment-based risks |
The table also explains why many importers need a hybrid strategy. Factory automation may catch line defects quickly, while a third-party manual inspection still checks whether the finished shipment matches the purchase order, approved sample, label rules, carton marks, packing, and buyer-specific defect classes.
The buyer should ask one practical question for every checkpoint: can this defect be detected more reliably by a system, a trained inspector, or both? If the answer is both, decide which evidence controls release and which evidence supports investigation.
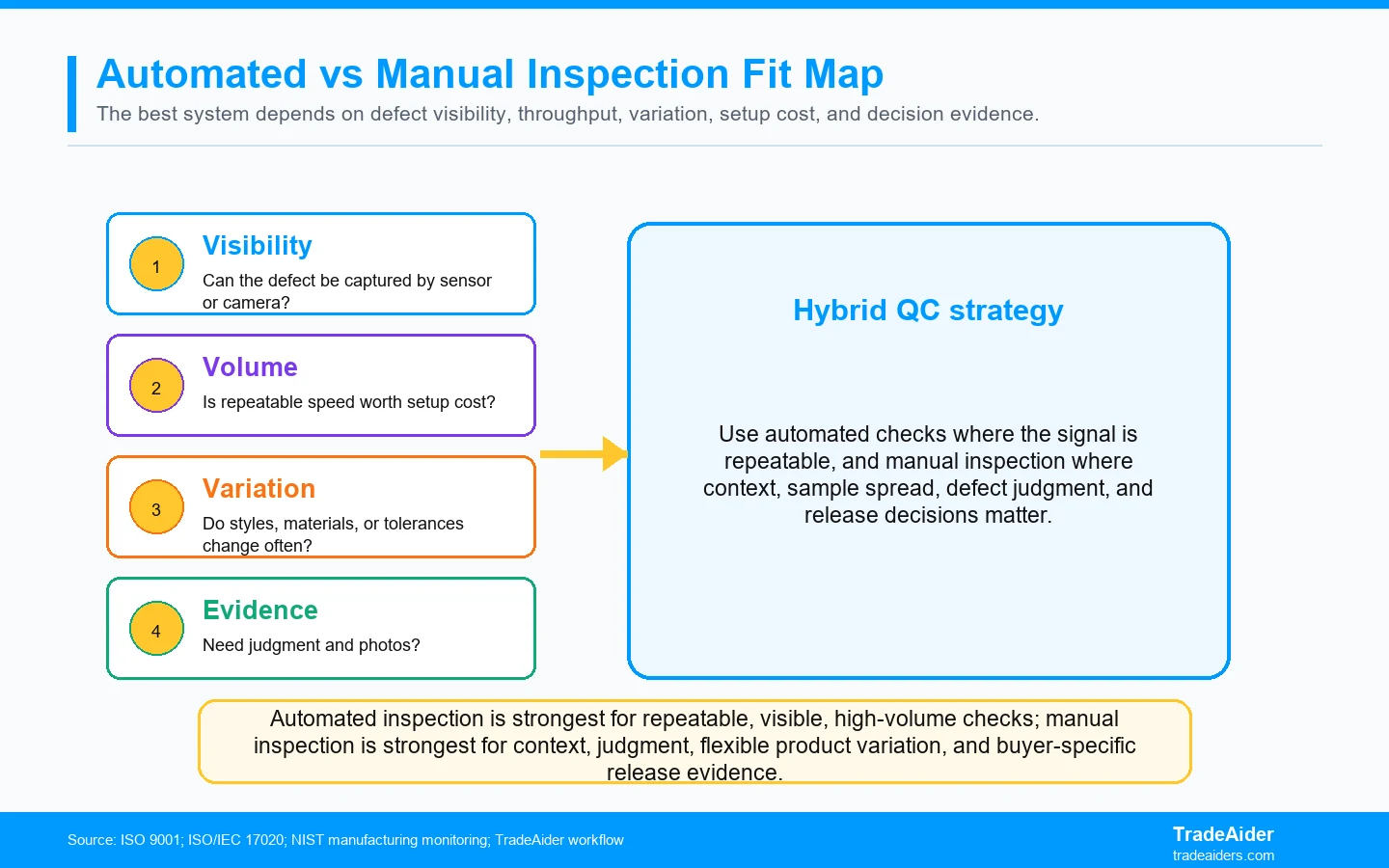
Automated inspection is strongest for repeatable, visible, high-volume checks; manual inspection is strongest for context, judgment, flexible product variation, and buyer-specific release evidence.
Automated and Manual Inspection Systems Solve Different Problems
Automation is a consistency tool; manual inspection is a context and judgment tool.
Automated inspection needs a stable signal
Automated inspection works best when the defect can be converted into a stable signal: dimension outside tolerance, component missing, barcode unreadable, wrong orientation, surface blemish above a threshold, color outside a defined range, or count mismatch. The more stable the product and environment, the stronger the system becomes.
The weakness is boundary cases. A system can miss defects it was not configured to see, defects hidden by lighting or positioning, mixed-package problems, supplier substitutions, and quality issues that require buyer-specific interpretation. Calibration, validation, and maintenance are not optional details.
Manual inspection needs clear criteria
Manual inspection is flexible, but flexibility can become inconsistency if the checklist is vague. Inspectors need the purchase order, approved sample, defect classes, measurement method, photos, label requirements, packing rules, and release thresholds.
Manual inspection is strongest when the order contains product variation, style changes, packaging complexity, mixed SKUs, or subjective workmanship. The inspector can compare against the buyer's file, document representative defects, and explain concentration patterns in a way a fixed system may not capture.
When Automated Inspection Makes Sense
Automation is worth considering when volume, repeatability, and defect visibility are strong enough to pay for setup and control.
High-volume repeat checks benefit most
Automated inspection can be valuable for repeated dimensional checks, presence/absence checks, surface inspection, printed-code verification, assembly orientation, weight checks, fill level, seal integrity, or line-count data. The value increases when the same check runs many times under controlled conditions.
For a factory, automation can reduce fatigue, create continuous records, and signal process change faster than occasional manual sampling. For an importer, those records are useful only when the buyer understands how the system was calibrated and what it does not inspect.
Automation still needs human decision rules
A system can flag defects, but the buyer still needs a rule for what happens next. Does one rejected unit trigger line stop, sorting, expanded sampling, supplier corrective action, or shipment hold? Does the system store images or only counts? Who reviews borderline cases?
Without these rules, automation may produce more data without producing better decisions. The output should connect to corrective action, acceptance sampling, rework, or release, not simply add another screen to the factory floor.
When Manual Inspection Still Wins
Manual inspection remains valuable when the buyer needs interpretation, product context, and shipment-level evidence.
Manual checks handle changing products better
Many export orders are not long-run, stable, single-SKU manufacturing programs. They are seasonal, mixed, customized, private-label, or packed for several sales channels. The product file changes, packaging changes, labels change, and the supplier may split work across batches.
In those conditions, a trained inspector can verify the current PO, approved sample, label, packing method, carton mark, accessory list, and defect severity. That flexibility is why manual inspection remains central for many importers buying finished goods from China.
Judgment matters for workmanship and buyer promise
Workmanship defects often need context. A small mark in a hidden area may be minor; the same mark on a premium visible surface may be major. A slight color difference may be acceptable for one product and unacceptable for a fashion or brand-sensitive item.
Manual inspection also supports buyer communication. Photos, defect narratives, sample spread notes, supplier comments, and release recommendations help the importer negotiate, sort, rework, or reinspect. A pass/fail signal alone may not be enough for a shipment decision.
Hybrid Inspection Gives Buyers the Most Control
The strongest manufacturing strategy often combines automated process signals with manual shipment evidence.
Use automation for repeatable signals
If a factory has reliable automated checks for dimensions, surface signals, missing components, barcode readability, weight, count, or line data, the buyer should ask how those records are stored, sampled, reviewed, and connected to corrective action.
Those records can guide manual inspection. If a line signal shows a spike in rejects by shift or material batch, the inspector can target sample spread, defect concentration, and supplier correction evidence around that area.
Use manual inspection for buyer release evidence
Manual inspection can verify whether the finished shipment matches the buyer's purchase order, approved sample, labeling, packing, and sales-channel requirements. It can also check whether factory automated records are relevant to the actual lot being shipped.
TradeAider's inspection standard guidance and AQL workflow help buyers define the manual evidence needed even when the factory already uses automated line checks. The two systems should complement each other, not compete.
Scenario Estimate: Automation Can Reduce Detection Cost and Still Miss Shipment Context
A fast system can find one defect type while the buyer still needs manual evidence for the full release decision.
Assume a factory installs a camera-based check that catches a visible missing component on 50,000 units per month. If the check prevents 0.6% missed components, it may catch about 300 defective units before packing. That is a strong use case for automation because the signal is visible, repeatable, and high-volume.
Now assume the same shipment contains mixed labels for two sales channels. The automated component check may pass every product while the buyer still risks wrong carton marks, barcode mismatch, or marketplace listing errors. Manual inspection remains necessary because the risk is not the component; it is shipment identity and release evidence.
This estimate is not a universal ROI claim. It shows why the buyer should separate defect detection from shipment decision. A strong automated signal can reduce one risk while manual inspection closes the rest of the buyer file.
Where TradeAider Fits in a Hybrid Inspection Strategy
TradeAider helps importers combine factory automated checks, manual sampling, AQL logic, product-file review, photo evidence, and release rules into one practical shipment decision.
For finished goods, Pre-Shipment Inspection can verify the lot against buyer requirements even when the factory has its own automated line checks.
When defect signals appear during production, During Production Inspection can compare line data, early samples, defect concentration, and supplier correction before the full lot is packed.
If the unresolved risk is hidden performance, material, safety, or durability, TradeAider can coordinate product testing services so the buyer does not expect either automated or manual visual inspection to prove what requires a test method.
SPAR Scenario: The Factory System Passed, but the Shipment Was Still Risky
Manual inspection added buyer-file evidence that the automated line check did not cover.
Situation: A supplier used an automated surface check for a high-volume consumer product.
Problem: The system caught surface blemishes, but the buyer's shipment risk was wrong label language and mixed carton marks.
Action: TradeAider used manual PSI to verify labels, carton marks, packing, SKU identity, sample spread, and defect severity against the buyer file.
Result: The buyer released 8,200 clean units, held 36 mislabeled cartons for correction, and accepted a one-day shipping adjustment rather than sending wrong-label goods to the marketplace warehouse.
Automated vs Manual Inspection Decision Checklist
Choose the system by defect signal, product variation, evidence need, and release action.
- Can the defect be detected by a stable camera, sensor, gauge, or count signal?
- Is the product volume and repeatability high enough to justify setup, calibration, and maintenance?
- Do SKUs, colors, materials, labels, packaging, or buyer requirements change often?
- Does the buyer need photos, narrative findings, severity classification, or supplier explanation?
- Can system records be tied to the actual lot, carton range, production date, and shipment release?
- Which findings trigger line stop, sorting, rework, expanded sampling, testing, or reinspection?
A buyer should not ask whether automation is modern or manual inspection is traditional. The better question is which evidence is reliable enough for each defect and each decision.
When the answer is unclear, run a small validation: compare automated records, manual inspection findings, buyer complaints, and supplier correction results. Let the evidence, not the label, decide the system mix.
If your supplier uses automated inspection but you still need shipment-level evidence, send TradeAider the product type, defect history, factory QC records, PO, approved sample, and shipment status. The next step is to design a hybrid inspection plan that combines system signals with buyer-focused release evidence.
Frequently Asked Questions
Is automated inspection more accurate than manual inspection?
It can be more consistent for repeatable, measurable, high-volume signals, but it is not automatically more accurate for changing products, subjective workmanship, mixed lots, labels, or buyer-specific release decisions.
When should manufacturers use manual inspection?
Manual inspection is useful for changing SKUs, mixed orders, appearance judgment, sample spread, packaging checks, labels, supplier context, and cases where the buyer needs photos and severity classification.
Can automated inspection replace pre-shipment inspection?
Not always. Factory automation may cover line defects, but PSI checks the finished shipment against the buyer file, carton structure, labels, packing, sampling plan, and release rule.
What is the best hybrid inspection strategy?
Use automated checks for stable measurable signals and manual inspection for context, sampling, defect severity, photo evidence, supplier correction, and shipment release decisions.
What should importers ask suppliers about automated inspection?
Ask what defects the system detects, how it is calibrated, what records it stores, which lots it covers, how exceptions are reviewed, and which risks still require manual inspection or testing.

Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
