- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog

Electrical safety testing and on-site inspection are not competing services. The real mistake is using a clean PSI report to excuse a weak lab file, or using a lab certificate to ignore shipment-level changes after production starts. Electronics importers need both layers because they answer different risk questions.
Lab testing controls the approved design path. On-site inspection controls the packed shipment. If those two files do not point to the same model, rating label, battery path, accessories, manual, and carton identity, the buyer does not have a complete release argument.
Key Takeaways
- Electrical safety testing is design and compliance evidence; on-site inspection is production-lot evidence.
- OSHA's NRTL framework and FCC authorization rules show why certain products need formal approval or authorization beyond a normal factory inspection.
- PSI should verify that the shipped lot matches the tested or authorized file, but it should not be described as a replacement for testing.
- The practical workflow is to connect the lab file, buyer specification, production sample, packed units, labels, manual, and carton evidence before release.
The Direct Answer
Electrical safety testing proves whether a design path can meet defined requirements; on-site inspection proves whether the packed shipment still matches that path and meets the buyer's workmanship, identity, and packaging requirements.
The OSHA NRTL Program recognizes private-sector organizations to perform certification for certain products, and each NRTL has its own scope of test standards and registered marks. That is a different role from a shipment inspection company.
For RF devices, the FCC RF device guidance states that an RF device must be approved using the appropriate equipment authorization procedure before it can be marketed, imported, or used in the United States. Again, PSI does not replace that authorization path.
At the same time, ISO 2859-1:2026 supports sampling discipline for inspection by attributes. That helps the buyer verify a lot, but it does not prove that the product design was tested correctly. The two layers have to meet.
Testing vs Inspection Matrix
The diagram turns the difference into a release bridge. The lab safety file sits on one side, the packed lot file sits on the other, and release only makes sense when the bridge proves the same product path.
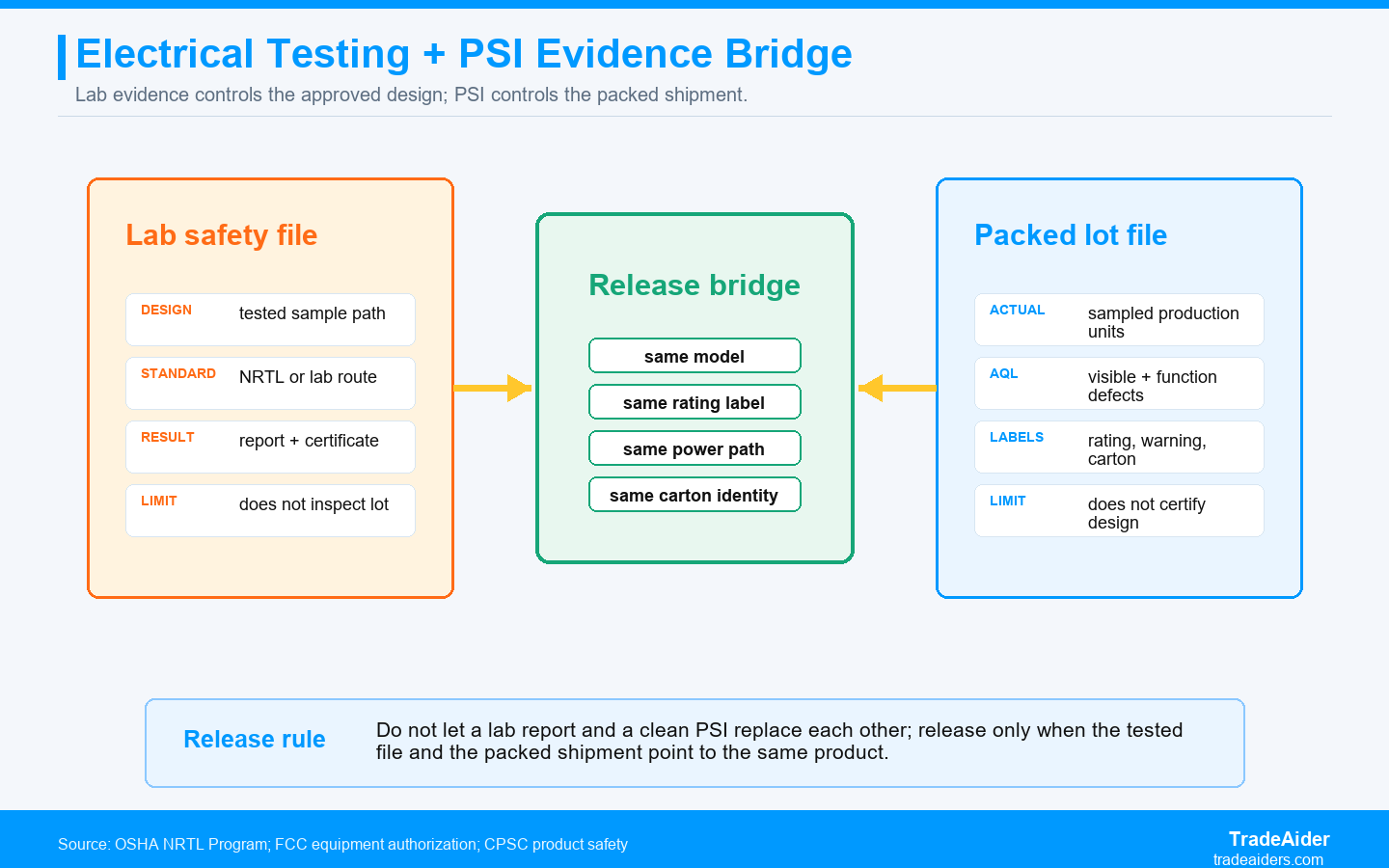
Release only when lab evidence and packed-lot inspection evidence point to the same electronics product.
| Control Layer | Primary Question | Evidence Type | What It Cannot Replace |
|---|---|---|---|
| Electrical safety testing | Can this design path meet applicable requirements? | Test report, certificate, standard, model file, rating data | It cannot prove every production lot was packed correctly |
| FCC or RF authorization | Can this RF device be marketed or imported under the right procedure? | Authorization file, FCC ID or SDoC path, label and manual evidence | It cannot inspect the actual cartonized lot |
| On-site PSI | Does this produced lot match the buyer file and release requirements? | Sampling result, function check, labels, photos, AQL defects, carton evidence | It cannot certify product design or replace lab review |
| Buyer release decision | Do both files point to the same product? | Matched model, rating label, manual, accessories, package, and defect result | It cannot be guessed from either file alone |
What Electrical Safety Testing Actually Controls
Electrical safety testing is normally tied to a product design, component path, standard, rating, and intended use. The details vary by product and market, but the principle is consistent: a lab evaluates whether a defined product path can meet defined requirements. That evidence is powerful only when the shipped product still matches the tested path.
This creates a common importer problem. A buyer may hold a test report for an earlier sample, then receive a production lot with a changed adapter, different enclosure material, new rating label, or modified battery pack. The existence of a test report does not automatically prove the new lot belongs to the same evidence file.
The practical control is version discipline. The buyer should store the model number, rating label, bill of materials, critical components, manual, warning text, and approved sample notes with the test evidence. Those items then become inspection points during PSI.
What On-Site Inspection Actually Controls
On-site inspection controls what can be observed in the production lot. It can sample units, run functional checks, inspect labels, photograph rating plates, count accessories, check packaging, review carton marks, and classify visible or functional defects under the buyer's AQL plan. It is a lot verification tool.
Its limitation is equally important. PSI cannot determine whether a product design complies with all applicable electrical safety standards, cannot issue an NRTL mark, and cannot authorize an RF device. When a buyer uses PSI language as if it were certification language, the article, report, or purchasing decision becomes misleading.
An illustrative timing calculation shows why importers still need PSI. If a lab test file is correct but a 2,000-unit lot ships with a wrong charger insert, a $1.20 charger replacement can turn into $2,400 in parts alone before repacking, freight, customer support, or marketplace consequences. Testing did not fail; the shipment control failed.
How To Connect Testing And Inspection Without Confusing Them
The best workflow starts by naming the handoff. The lab file defines the approved model path. The purchase file defines what the buyer ordered. The production lot shows what the factory actually packed. The inspection checks whether those three lines still meet at the same product.
That means the PSI scope should include more than a generic function check. It should ask for photos of rating labels, model labels, manuals, warning text, adapter details, battery information, carton marks, and any identifiers that tie the lot to the test file. If the product has RF functionality, the buyer should add model and label consistency checks related to the FCC file or SDoC path supplied by the compliance team.
The release rule is simple but strict: do not release a shipment because one evidence layer looks clean. Release only when the design evidence, production evidence, and packed-lot evidence can be reconciled without forcing assumptions.
Where TradeAider Fits In The Two-Layer Control Plan
TradeAider fits on the shipment verification side of this control plan. It can help buyers inspect the actual lot, photograph evidence, report inconsistencies, and make the release decision clearer. It should not be described as replacing safety testing, certification, FCC authorization, or legal compliance review.
Scenario: The Test Report Did Not Match The Shipment
An importer holds a lab report for a rechargeable device. During PSI, sampled products power on and look acceptable, but the charger model differs from the buyer file, the manual includes old warning text, and the rating label on the retail box does not match the unit label. A simple pass report would be dangerous because the inspection has found an evidence mismatch, not only a cosmetic defect.
The buyer's next action should be to pause release, ask the factory to identify affected cartons, compare the changed charger with the approved file, and decide whether the issue is a documentation error, a pack rework issue, or a compliance escalation. PSI supplies the evidence, but the compliance owner decides whether the changed path can be accepted.
Documents Importers Should Keep Together
The release file should keep the test report, certificate or authorization evidence, approved sample notes, PO, model list, rating label artwork, manual, battery or charger data, AQL plan, packing method, and inspection report together. Separating these documents creates exactly the gap that allows an incorrect lot to appear acceptable.
TradeAider's real-time reporting can make this document comparison easier because the buyer can request extra photos or clarifications during the inspection window. That is especially useful when the issue is a label, manual, charger, or carton identity mismatch that can still be reworked before export.
How To Write The Inspection Scope
Before using pre-shipment inspection for electronics, write the scope around the evidence bridge: sampled function, visual workmanship, rating label, model identity, manual, warning text, accessory set, adapter or charger details, carton marks, and photos that allow comparison with the approved file. If the buyer needs testing coordination, use TradeAider's product testing service page as a separate path, not as a substitute claim inside the PSI scope.
The cleaner the scope, the less likely the inspector is to overclaim. The report should say what was checked, what was observed, what matched, what did not match, and what requires escalation. That is enough to make a better release decision without pretending PSI is a laboratory.
Importers can make the two-layer system clearer by assigning ownership before inspection. The compliance owner should control the lab file, standards, certificates, authorization path, and approved label artwork. The sourcing or quality owner should control the factory file, approved sample, packing method, AQL plan, and inspection scope. The logistics owner should control shipment timing and carton release. When nobody owns the bridge between these files, mismatches survive until the shipment is already moving.
A simple ownership matrix prevents that failure. If the inspector photographs a rating label that differs from the test file, the compliance owner decides whether the difference is acceptable. If sampled units fail a functional check, the quality owner decides whether to widen sampling or request rework. If carton marks or manuals are wrong, the sourcing owner works with the factory on pack correction. The inspector supplies evidence; the buyer assigns decisions to the right owner.
This is especially important for products sold in multiple markets. A unit prepared for the EU may have different language, plug, warning, or documentation requirements than a unit prepared for the US, UK, Canada, or Australia. A test report or certificate may be valid for one configuration while the shipment contains another. On-site inspection can catch visible mismatches, but only if the buyer gives the inspector the destination-specific evidence file.
The safest workflow is therefore not to ask whether testing or inspection is "better." The safer question is whether the buyer can trace one continuous line from approved design, to production unit, to packed carton, to destination-market file. If that line breaks, the release decision should pause until the broken link is named and owned.
There is also a documentation timing issue. If the buyer sends the lab file only after the inspector has left the factory, the inspection cannot compare the physical label, manual, charger, or carton against the approved evidence. The inspection may still be useful for workmanship, but it has missed the bridge check. The compliance file should be available before the inspection starts, not attached later as a defensive explanation. If the bridge check is unavailable, the release note should say so plainly.
Who Is TradeAider?
TradeAider provides inspection, audit, product testing coordination, and quality control services for importers that need clearer shipment evidence. For electronics importers, the key advantage is not replacing formal testing; it is connecting the formal file with the actual packed lot before the shipment leaves the supplier.
If your product has both a compliance file and a shipment ready for export, contact TradeAider with the lab file and inspection scope so the report can focus on model, label, function, accessory, and packaging evidence.
Frequently Asked Questions
Can a product pass PSI but fail compliance?
Yes. PSI can show that sampled units worked and matched the inspection scope, but it does not prove that the product design satisfies all legal, electrical safety, or RF authorization requirements. Compliance evidence must be handled separately.
Can a tested product still fail inspection?
Yes. A product can have a valid test file and still fail inspection because the shipped lot has workmanship defects, wrong accessories, changed labels, weak packaging, or a version mismatch. Testing and inspection control different risks.
What should importers do first?
Start by confirming which evidence layer is missing. If the design file is incomplete, resolve testing or authorization first. If the file exists and the shipment is packed, use PSI to verify that the actual lot matches that file.
Should the inspector review certificates?
The inspector can compare visible product details against the buyer-provided file, but certificate validity and legal interpretation should remain with qualified compliance reviewers. The inspection report should avoid making certification claims it cannot support.
Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
