- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog
Automated inspection uses cameras, sensors, lighting, software, and sometimes AI to check products against defined criteria, but it is not a replacement for a buyer's quality plan. It is strongest for repeatable visual or dimensional checks and weakest when the risk depends on context, packaging, workmanship judgment, supplier behavior, or release evidence.
Automated inspection is rising because factories want faster and more consistent checks. NIST describes AI-enabled cameras as a manufacturing use case for inspecting products for defects or inconsistencies that human eyes might miss. That is useful, but importers should not confuse factory automation with shipment approval.
Quality control still needs requirements, sampling, and evidence. ISO 9001 frames quality management around controlled processes, customer requirements, documented information, and improvement. ISO 2859-1:2026 gives the sampling logic many buyers use when they cannot or should not inspect every unit.
The buyer question is practical: which defects can the automated system reliably detect, which defects must still be checked by inspection, and what evidence should the buyer require before releasing the order?
- Best use case: repeatable visual, presence, position, dimension, barcode, color, fill, or surface checks.
- Weakest use case: subjective workmanship, packaging correctness, mixed lots, supplier substitution, and destination-specific labels.
- Buyer risk: a factory may show an impressive machine while the shipment still fails packing, labeling, AQL, or release evidence.
- Best control model: combine automated line checks, AQL sampling, inspection photos, rejected-bin review, and corrective-action records.
How Does Automated Inspection Work in Manufacturing?
Automated inspection works by capturing product data with cameras, sensors, scanners, lighting, or measurement devices, comparing that data against programmed rules or trained models, classifying pass/fail results, and recording defects so the factory can sort, rework, reject, or improve the process.
A basic system may check whether a cap is present, a label is straight, a barcode is readable, a surface scratch crosses a threshold, or a part dimension falls outside tolerance. A more advanced system may use machine vision or AI to classify defect patterns, but it still needs training data, lighting control, calibration, and a clear definition of acceptable variation.
Automated inspection does not remove the need for impartial inspection logic. ISO/IEC 17020:2026 defines inspection as examining materials, products, processes, or services and determining conformity with requirements. The key phrase is "requirements"; automation only helps when the requirement is clear enough for the system to judge.
For importers, the strongest question is not whether the factory uses automation. It is whether the automated check is connected to the buyer's specification, defect classification, sampling plan, rejected-bin control, report evidence, and final release decision.
Automated Inspection vs Manual Inspection vs Hybrid Control
The best inspection model depends on defect visibility, repeatability, cost, and shipment risk.
| Control Model | Best For | Weak Spot | Buyer Evidence to Request |
|---|---|---|---|
| Automated inspection | High-volume repeatable visual or measurement checks | False rejects, blind spots, data drift | System criteria, defect logs, rejected-bin photos |
| Manual inspection | Workmanship judgment, packing, labels, mixed lots | Fatigue, subjectivity, limited coverage | AQL sample math, photos, defect counts |
| Lab testing | Chemical, safety, performance, regulated hazards | Slow, sample-specific | Test report tied to SKU and lot |
| Hybrid control | Orders with both line risk and shipment risk | Needs coordination | Automation log plus PSI/DPI report |
| Buyer release review | Final ship/hold/rework decision | Weak if evidence is scattered | One report file with release rule |
A buyer should ask the supplier to map each critical defect to one control method. If the defect is visible and repeated every unit, automation may be powerful. If the defect is occasional, contextual, or packaging-related, sampling and human review remain important.
The highest-risk mistake is to use automated inspection as a selling claim rather than a control file. A factory can automate one process while still shipping the wrong carton mark, wrong accessory, mixed artwork, missing manual, or unacceptable workmanship on unmonitored features.
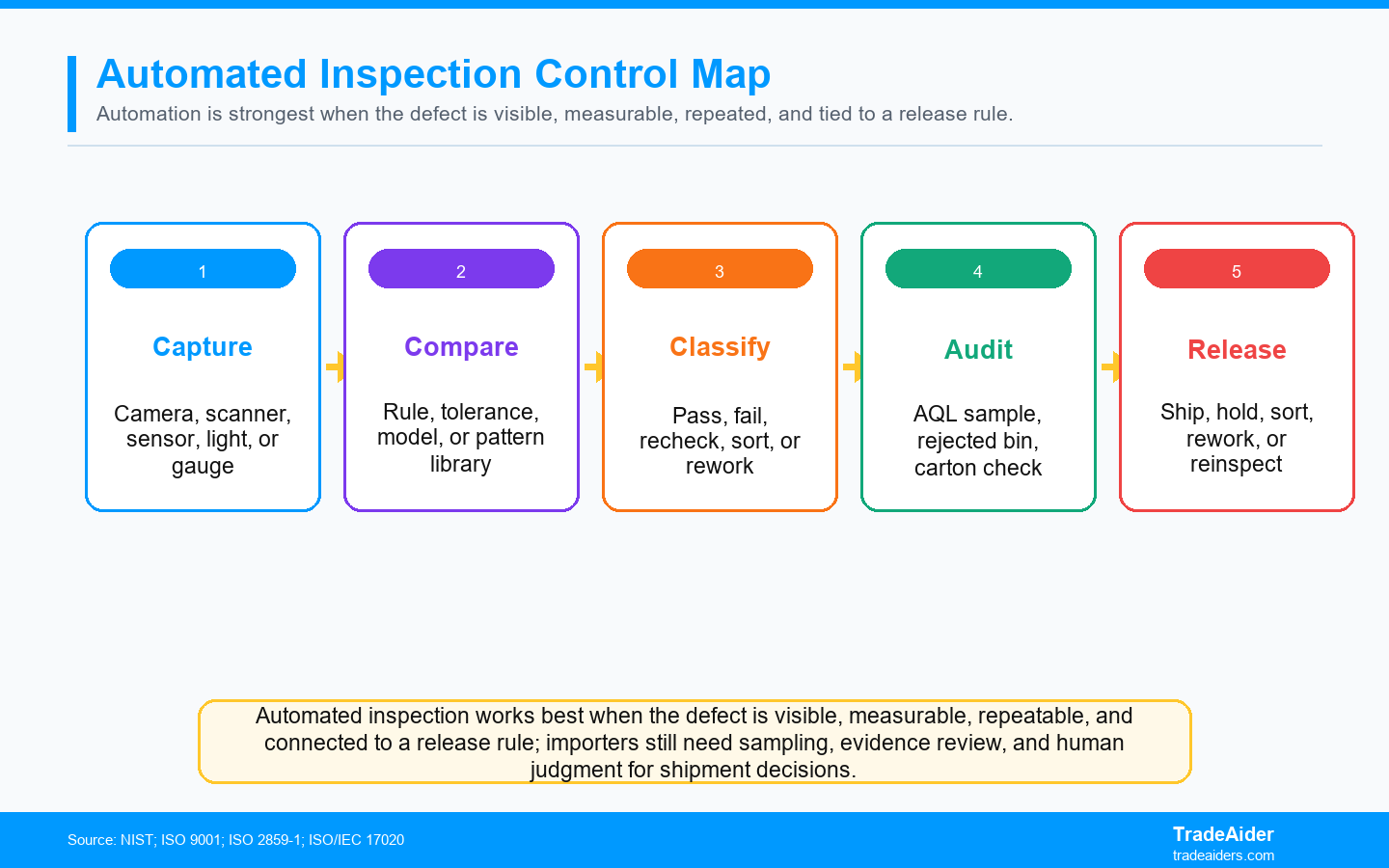
Automated inspection works best when the defect is visible, measurable, repeatable, and connected to a release rule; importers still need sampling, evidence review, and human judgment for shipment decisions.
What Automated Systems Can Actually Check
Automated inspection is strongest when the defect can be captured as an image, signal, measurement, or code.
Cameras and lighting control visible defects
Machine vision systems typically depend on controlled lighting, camera position, lens selection, image capture, and software rules. They can check presence or absence, label position, barcode readability, orientation, fill level, color difference, surface marks, component placement, and dimensional features when the product is stable enough for repeatable imaging.
The system's strength is consistency. It does not get tired, skip a repetitive feature, or change its standard between shifts. Its weakness is also consistency: if the rule is wrong, the lighting changes, the product variant changes, or the defect is outside the trained pattern, the system can confidently miss a real problem or flag acceptable variation.
AI helps classify patterns but needs disciplined data
Computer vision and image recognition can help factories classify defect patterns, but the system needs enough examples of good and bad units, clear categories, validation, and a feedback loop when humans confirm false rejects or missed defects.
For importers, ask what defect library the system was trained on and whether it includes the actual SKU, material, color, finish, packaging, and production variation in the current order. A model trained on black plastic parts may not perform the same way on glossy white parts or fabric surfaces.
Where Automated Inspection Fails for Importers
Automation can inspect what it is designed to see; it cannot automatically understand the buyer's commercial release risk.
Shipment context is often outside the camera frame
Automated systems usually monitor a station, not the whole buyer file. The system may verify a component is present while the carton label is wrong. It may detect a surface scratch while the instruction manual is missing. It may read a barcode while the barcode belongs to old artwork. These failures matter because importers release shipments, not isolated process steps.
That is why automated inspection should feed into, not replace, a shipment inspection plan. The buyer still needs a report that connects SKU, PO, lot size, packed quantity, carton marks, labels, function checks, defect count, and release rule.
False rejects and false accepts both cost money
A false reject creates unnecessary sorting, rework, scrap, or dispute. A false accept lets defects pass into finished goods. The buyer should ask how the factory handles suspect units: Are they separated? Rechecked? Logged? Reworked? Destroyed? Mixed back into production?
A useful supplier question is simple: show the rejected-bin process. If the factory cannot explain what happens after the machine flags a defect, the automation is not yet a reliable control system. It is only a detection point.
Original ROI Screen: Automation Saves Money Only When It Catches the Right Defect
Automated inspection should be justified by the defect it prevents, not by the technology label.
Imagine a 20,000-unit order where a label-position defect appears in 1.2% of units. If the automated station catches the defect before packing, the factory can sort about 240 affected units at source. If the same defect reaches the buyer's warehouse and each return or relabeling event costs $8 in handling, the exposure can quickly exceed the cost of a targeted line check.
Now reverse the situation. If a system produces a 1% false reject rate on a cosmetic variation the buyer accepts, it sends 200 good units into rework on the same 20,000-unit order. The buyer may pay for delay, extra inspection, or supplier dispute without improving customer experience.
The decision rule is to automate the defect that is measurable, frequent enough to matter, costly enough to justify control, and clearly tied to a release or rework action. Do not automate a vague fear.
How Importers Should Verify Supplier Automation Claims
A supplier's automated inspection claim should be checked with evidence, not accepted as a factory capability badge.
Ask for criteria, logs, and rejected-unit handling
The buyer should ask what the system checks, what tolerance it uses, what the pass/fail examples look like, how often it is calibrated, how results are stored, and how rejected units are handled. A short video of a machine is not enough.
If automation affects a critical quality requirement, the inspection report should include system screenshots or logs where available, photos of accepted and rejected examples, and a cross-check between machine output and sampled human inspection. This helps the buyer see whether the system is supporting the release decision.
Use sampling to audit the automated result
For importers, the practical use of AQL sampling is to audit finished goods even when the factory claims automated line inspection. Sampling is not redundant; it verifies whether the automation and production process produced shipment-ready goods.
The audit sample should include normal cartons, units from the beginning and end of production where possible, rejected-bin samples if available, and any product variant that could challenge the automated system. The goal is not to embarrass the factory; it is to find blind spots before the goods ship.
Where TradeAider Fits in Automated Inspection Claims
TradeAider helps importers verify whether automated inspection is actually controlling the buyer's shipment risk.
TradeAider can review automated-inspection claims during factory audit or production-stage visits by checking whether the system is installed, active, calibrated, documented, and connected to rejected-unit handling.
During During Production Inspection, TradeAider can check whether process drift is appearing while the order is still correctable. During Pre-Shipment Inspection, the team can audit finished-goods quality with AQL sampling, packaging checks, label checks, function checks, and photo evidence.
This hybrid role matters because automated inspection is often a factory-side control while the importer needs a buyer-side release file. TradeAider can help connect the two by documenting machine claims, inspected samples, defect counts, packed goods, and release recommendations in one report.
SPAR Scenario: The Vision System Passed the Product, but the Cartons Failed
The buyer learned that automated inspection could not see a packaging version error.
Situation: A US importer buys 18,000 electronic accessories from a factory that uses automated camera inspection for label placement and surface scratches.
Problem: The machine passes the product labels, but the supplier packs 2,400 units into cartons printed with an old model number.
Action: The buyer asks TradeAider to run PSI with AQL sampling, carton-mark verification, barcode scan, packaging version photos, and a review of the supplier's rejected-bin process.
Result: The buyer holds 2,400 affected units for repacking and accepts a one-day delay instead of releasing cartons that would fail warehouse receiving.
Buyer Checklist Before Trusting Automated Inspection
Use these questions before treating factory automation as release evidence.
- What exact defects does the system check?
- What tolerance or defect library is used?
- How are rejected units separated and rechecked?
- Does the system cover packaging, labels, and cartons?
- Can logs be tied to the current PO and lot?
- Will PSI or DPI audit the automated result?
The buyer does not need to reject automation. The buyer needs to place it in the right control layer. Automated inspection is valuable when it reduces a known defect risk and produces evidence the buyer can trust.
If a supplier says automated inspection makes third-party inspection unnecessary, send TradeAider the product spec, defect list, inspection scope, supplier claim, production status, and shipment date. The next step is to ask TradeAider to verify the automated inspection claim against the actual shipment.
Frequently Asked Questions
Is automated inspection better than manual inspection?
Automated inspection is better for repeatable visual or measurement checks, but manual inspection is still important for workmanship judgment, packaging, labels, mixed lots, and shipment release evidence.
Can automated inspection replace AQL sampling?
Usually no. AQL sampling can audit finished goods and confirm whether automated line checks produced a shipment-ready lot. The two controls answer different questions.
What defects can automated inspection detect?
Common examples include missing parts, wrong position, unreadable barcode, surface marks, color variation, fill level, dimensions, orientation, and some pattern defects when the system is trained or programmed correctly.
What should buyers ask suppliers about automated inspection?
Ask what the system checks, how it is calibrated, what false rejects look like, how rejected units are handled, and whether records can be tied to the current PO and lot.
How can TradeAider help with automated inspection?
TradeAider can review supplier claims, inspect the finished lot, check labels and packaging, audit rejected-unit handling, and provide photo evidence for the buyer's release decision.

Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
