- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

A passing AQL count alone is not enough to authorize a shipment unless the lot and decision rules are clear. A sample result is meaningful only for the defined lot and the stated release scope. Acceptable Quality Limit (AQL) is useful when it helps a buyer make a lot-release decision, not when it is treated as a promise that every unit in an order is perfect. Before choosing a sample, the buyer should define the acceptance reference and the decision the inspection must support.
For a practical AQL quality-control process, start with four questions: What population is being presented as the lot? Which approved reference controls the inspection? What decision rule applies to the sample? What evidence would make a finding large enough to affect the release decision? These questions turn a familiar table into a useful operating method.
Key Takeaways
- AQL sampling supports a decision about a stated lot; it is not a product-wide zero-defect guarantee.
- A sampling plan needs both a selection method and explicit acceptance or rejection rules.
- Critical safety, legal, and functional concerns need escalation rules that do not disappear inside a general tally.
- Rework needs evidence tied to the affected scope before the release recommendation can change.
- A good final handoff names the covered population, the open limits, and the action required next.
AQL Begins With a Release Boundary, Not a Percentage
ISO 2859-1 defines AQL-indexed sampling procedures for lot-by-lot inspection by attributes. Within a defined lot, decision rules translate a sample result into a release scope; this is not a guarantee about every individual unit. The NIST guidance on lot acceptance sampling draws the same boundary between disposition and a full quality estimate.
Think of a lot as the population for which the buyer wants a present-tense decision. It may be the finished order, a stated production run, a defined carton range, or another traceable group agreed before inspection. The point is not to invent a convenient boundary after a defect appears. The point is to make the population visible before the inspector selects units.
The NIST/SEMATECH e-Handbook makes a useful distinction: lot acceptance sampling is primarily a way to decide whether a lot is acceptable, rather than a way to estimate the quality of every lot in full. In buyer language, a pass result can support a bounded disposition decision. It cannot honestly prove that no uninspected unit has a problem.
NIST positions lot acceptance sampling between no inspection and 100% inspection. The key insight is that a sample plan can make a shipment decision repeatable without turning it into a claim of unit-by-unit verification.
This is why the phrase “the AQL passed” is incomplete on its own. A buyer still needs to know the lot size used for planning, the units actually available, the production or packing state, the approved reference, the defect classification, and the decision that the report is intended to support. If any of those points drift, the result may be real but its release scope may be too broad.
AQL is a decision tool for a defined population. It becomes misleading when a sample result is stretched beyond the population and rules that produced it.
That boundary also protects the supplier. A clear lot definition prevents a local finding from being described as a whole-order failure without evidence. The same discipline prevents a buyer from accepting a changed or mixed population merely because a previous sample looked acceptable. Both sides gain a usable record when the release scope is stated before the count begins.
Build the Plan Before the Inspector Selects Units
A lot acceptance sampling plan combines a sampling scheme with decision rules. NIST defines an LASP in those terms, while its single-plan guidance shows why sample size and acceptance logic belong together. Its double-sampling explanation shows why an inconclusive first result can require a second draw.
When TradeAider is asked to coordinate an independent inspection, this alignment is what makes the visit useful to the buyer: the inspector receives a decision brief, not just a request to count visible defects.
Before inspection, the buyer should lock four connected elements. First, identify the lot and its traceability: order number, SKU or version, quantity, production dates where relevant, and packing status. Second, choose the sampling plan the parties will use. Third, define what will be checked and which approved sample, specification, drawing, artwork, or packing reference controls the finding. Fourth, state the decision path for acceptance, rejection, rework, deviation approval, or reinspection.
To set the plan, select the agreed general inspection levels I, II, and III option, then use the lot size and sampling table to obtain a sample-size code letter. The code letter identifies the sample size and its accept/reject numbers (Ac/Re) for the selected AQL value. For example, a buyer worksheet can record the sequence “lot, level, code letter, sample, Ac/Re” so another reviewer can reproduce the table lookup. The AQL value should be agreed before inspection, not chosen after the defect count is known.
Illustrative lookup: suppose the buyer’s approved table produces code letter L, a 200-unit sample, and Ac 10/Re 11 for major defects. A count of 10 remains within that plan’s acceptance number; a count of 11 reaches its rejection number. Those figures are not universal defaults. A different inspection level, AQL value, scheme, or switching state can produce a different row, so the report should record the exact lookup rather than write only “AQL passed.”
The fourth element is where many AQL discussions become fragile. A number in a table tells a team how a particular plan treats the observed count. It does not define a dent, a wrong instruction, an intermittent switch, a missing warning, or an unapproved color. Those decisions belong in the inspection brief. A written defect taxonomy should distinguish what can be counted, what requires a photo or record, and what triggers immediate escalation.
An approved reference needs version control as well as visual detail. When artwork has been revised, a carton has a new label, or a component supplier has changed, the inspector must know which version is the release reference. The plan should match the particular output being evaluated, not a generic product family.
A shared inspection standard can make the briefing more concrete by putting product checks, defect logic, evidence needs, and reporting expectations in one place. It should be reviewed before the visit, while the buyer can still resolve vague wording or missing reference material. A correction made to the brief at that stage is cheaper and clearer than an argument over a result after the goods are packed.
Use this compact planning check before sampling begins:
| Control | What It Establishes | What It Does Not Establish | Buyer Action |
|---|---|---|---|
| Lot definition | Which units the release decision covers | Whether each unit is defect-free | Confirm records and packing scope |
| Approved reference | How observed conditions are judged | Whether a later version is also approved | Lock version and acceptance language |
| Sampling and decision rule | How the sample result affects disposition | A substitute for product-specific requirements | Approve the plan before drawing units |
| Correction evidence | Whether a named issue received a defined response | That unrelated or changed units were also corrected | Match proof to the affected scope |
Keep Critical Signals Separate From the Count
Critical safety, legal, or functional signals need an explicit escalation rule. They should not be blurred into a general defect count simply because an AQL plan is also being used. ISO 28590 reinforces the need to select an inspection system for the particular requirement rather than assume one table is universal.
Severity is a decision design question, not a cosmetic label. A scratch on a non-visible surface, a missing accessory, an incorrect barcode, a failing safety feature, and a warning mismatch can all affect the buyer differently. The inspection brief should say which conditions are critical, which require a hold while facts are checked, which can be counted within the agreed plan, and which need the buyer’s written deviation decision. The relevant product, market, contract, and intended use determine the details.
That standard is an introduction to selecting an appropriate inspection system for particular requirements. Its framing is a helpful restraint: an AQL setting is not a substitute for deciding whether a condition is incompatible with the buyer’s product requirements or shipment obligations.
Set escalation rules before the result puts someone under schedule pressure. For example, an inspection team may be able to tally cosmetic issues under the agreed plan while pausing the release decision for an unapproved label or a product function that does not perform as specified. The pause is not a declaration that the entire lot has failed. It is a request to establish the affected scope, the correct requirement, and the evidence needed to decide responsibly.
Teams can use an AQL calculator to check sample and acceptance numbers after the lot and plan are agreed. The calculator is useful for consistency, but it should sit beside the brief rather than replace it. Keep the escalation logic in the same decision record, so the final report does not mix ordinary count results with issues that need a separate response.
Treat Rework as a New Evidence Question
A corrected finding is not automatically cleared. Before release, the buyer needs rework evidence that covers the affected scope and a verification method that addresses the original failure mode. The correction record should connect the defect, suspected cause, affected population, action, and new result.
Start with a simple distinction: fixing the observed unit is not the same as showing that the process, component, artwork, or packing step that created the issue is under control. If a loose fastener is found, the factory may tighten that unit. The release question remains: which units used the same assembly step, component lot, tool setting, or operator instruction, and what proof shows that those units were addressed?
Ask the supplier for a correction record that names the finding, the suspected cause, the affected population, the action taken, and the verification method. Then decide whether the original sample still supports the decision. A local repair with clear isolation may need a focused recheck. A repeated defect with weak traceability may require a wider hold, a broader reinspection, or a buyer decision on whether the evidence is sufficient.
Timing matters because traceability becomes harder as production moves. Buyers can explore an earlier production-stage inspection when a repeated problem is still connected to the line, component lots, and work-in-process population. It does not replace final release verification. It gives the buyer a better chance to correct a named issue before completed units, packaging, and shipment schedules make the scope harder to establish.
Keep the language in the report disciplined. State what was observed, where it was observed, what record identifies the affected scope, which corrective evidence was reviewed, and what remains unverified. Avoid phrases such as “fully resolved” unless the supporting population and verification actually justify them. This makes the report useful for a buyer deciding between release, conditional release, rework, or reinspection.
Worked Scenario: Missing Batch Records Expand an AQL Hold
Illustrative scenario: an AQL rejection can sometimes be contained to a traceable batch, but weak records can force the buyer to treat the entire presented lot as unresolved.
Why the Full Lot Stays on Hold
A US importer is preparing 5,000 silicone spatulas in 100 export cartons for a seasonal kitchenware shipment. The buyer has approved a single-sampling plan for major workmanship defects and needs a decision before the carrier cutoff.
The approved worksheet calls for a 200-unit sample with Ac 10/Re 11 for major defects. The defect definition treats a loose handle joint as major because the spatula cannot be used reliably until the joint is corrected.
Production is complete and 92 cartons are packed. The factory presents them as one lot, but its packing list does not connect carton numbers to molding date, assembly shift, or handle-component batch.
The sample contains 12 spatulas with loose handle joints across seven cartons. Because 12 reaches the plan’s rejection side, the presented lot does not receive an acceptance recommendation.
The factory suspects one assembly shift, but the finished cartons mix output from several dates and no record identifies which cartons came from that shift. The suspected cause therefore cannot be converted into a defensible carton boundary.
Opening additional cartons reveals the same loose-joint condition in two stack areas. That finding does not prove every unit is defective, but it weakens the claim that the problem belongs to one isolated batch.
The sample result applies to the 5,000-unit lot presented for inspection. Without reliable records, the buyer cannot narrow the rejected population to one shift or component batch merely because the factory proposes that explanation.
Hold the full presented lot. A split release is not supported because the factory cannot identify a clean carton group whose production history excludes the suspected cause.
The supplier performs a documented 100% sort, repairs or removes loose-joint units, and repacks the corrected goods with carton records that identify the reworked population. The new records do not reverse the original result; they create a new lot for verification.
A fresh random sample is drawn from the corrected lot under the buyer-approved plan. Release is reconsidered only after that independent reinspection and the correction record agree on the population reviewed.
This is an illustrative composite, not a client case or a universal defect threshold. The actual plan, defect classification, sorting method, and reinspection scope must be approved for the product and contract.
For importers that need independent support in this sort of handoff, the useful service outcome is a report that distinguishes observed facts, available records, decision scope, and remaining limits. Buyers can review how TradeAider presents inspection evidence. The buyer still owns the release decision.
Give the Buyer a Bounded Release Recommendation
A useful inspection handoff states what was sampled, what was found, what was corrected, and which population the recommendation covers, alongside any unresolved limits. This keeps the recommendation aligned with the lot-disposition purpose of acceptance sampling.
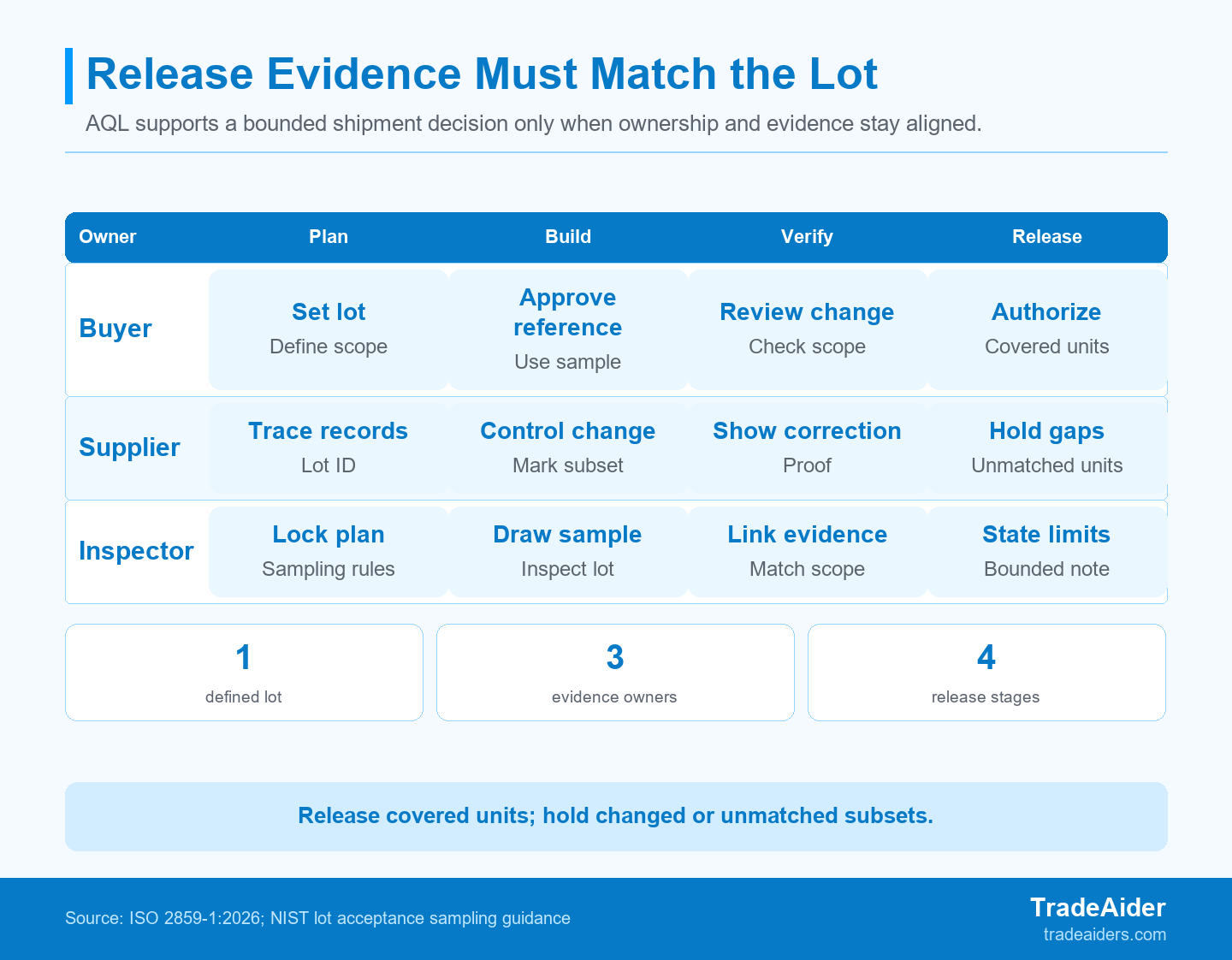
AQL evidence supports only the defined lot when each owner keeps scope and proof connected.
Before authorizing shipment, ask for a release note that a procurement or supply-chain colleague can read without reconstructing the inspection from email threads. It should identify the order and lot boundary, the inspection date and plan, the approved references used, the sample result, any critical or open condition, the corrective evidence reviewed, and the exact population covered by the recommendation. A release note that says only “passed” leaves too much room for a later misunderstanding.
At the pre-shipment stage, readiness matters as much as the sample logic. TradeAider defines a pre-shipment inspection as appropriate when production is 100% complete and at least 80% of the order is packed for export. That timing helps the inspection relate to the goods and packing population that the buyer is actually deciding to move. When the order is earlier than that, the report should say what is incomplete rather than presenting an early observation as final evidence.
Read the packing status with the same care as the sample result. A partially packed order can still be useful for a progress check, but it may not give the inspector access to the mixed carton positions, shipping marks, final accessories, or label versions that the shipment decision depends on. If a late addition remains outside the presented quantity, record that limitation clearly and plan the final confirmation around the population that will actually move. This avoids a familiar failure: a report describes finished goods while the export presentation has not caught up.
Buyers can review final-lot inspection timing when the scope is agreed in advance: the finished-lot boundary, the approved reference, the sampling plan, product and packaging checks, and the way exceptions will be reported. The value is not a generic stamp. It is a decision record that lets the buyer see whether the release statement matches the goods presented.
Use one final rule before booking: release only the population supported by current evidence. Hold, split, or reinspect a population when a change, correction, or missing record means that the existing result no longer describes it. That rule is conservative without being theatrical. It gives the buyer a practical way to keep shipment decisions proportional to the evidence available.
When a buyer accepts a documented deviation, the release note should say who approved it, which units it covers, what commercial or technical limit applies, and whether any follow-up is still required. Do not let an email approval become a vague instruction to ship everything. A narrow deviation may apply to a named carton group, a known cosmetic condition, or a corrected packaging element. It does not automatically cover another SKU, another production date, or a later changed version. Keeping that distinction in the release note protects the buyer, gives the supplier a clear instruction, and lets logistics teams see whether the shipment can move as one lot or needs a split before the next dispatch instruction is formally issued.
Need a second set of eyes on the lot boundary, inspection brief, or corrective-evidence plan? Contact TradeAider about your inspection scope before the inspection is booked, so the reporting question is clear before the shipment window narrows.
Frequently Asked Questions
Does an AQL pass mean every unit in the inspected lot is acceptable?
No, an AQL pass supports a decision about one defined inspected lot rather than proof that every individual unit is acceptable. It can support a release decision when the lot boundary, approved reference, sample plan, and observed result all match. It should not be used as a zero-defect certificate or extended to units that were added or changed outside the inspected population.
Who should approve defect definitions before inspection?
The buyer and supplier should align in writing on the acceptance reference before inspection, with the inspection scope documenting it. The brief should make clear which conditions are ordinary countable defects, which require a photo or traceability record, and which trigger a hold or buyer review. An inspector can apply an agreed definition consistently; the inspection visit is a poor time to invent one.
When should a corrected lot receive a reinspection?
Reinspect before shipment release when the correction changes the evidence needed to support the affected lot or process scope. A focused recheck may be enough when the supplier can isolate the population and show a defined correction. A wider reinspection may be more appropriate when a repeated issue, mixed stock, or weak records prevent the buyer from knowing which units remain exposed.
Can a pre-shipment inspection program use AQL?
Yes, provided the plan, lot definition, acceptance criteria, and release purpose are documented for that shipment-stage inspection. The result is most useful when the order is finished and sufficiently packed to reflect the shipment population. Sampling logic should work alongside product, packaging, documentation, and exception checks rather than replace them.

Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
