- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
Solar inverters are the highest-risk components in a PV system. A Sandia National Laboratories analysis of utility-scale PV systems found that inverters account for the majority of system downtime, yet they are also the component most likely to ship from Chinese manufacturers with quality issues that only surface in the field. Three specific test types — conversion efficiency verification, burn-in testing, and anti-islanding protection testing — address the failure modes that end-of-line visual inspection and basic function checks consistently miss. For buyers importing solar inverters from China, understanding what these tests verify, how they are conducted, and what they prove about a shipment is the foundation of a technically credible pre-shipment inspection.
Key Takeaways
- Conversion efficiency testing per IEC 61683 verifies that an inverter's DC-to-AC conversion matches its datasheet specification across multiple load points — not just at peak output where manufacturers typically measure.
- Burn-in testing runs inverters at operating load and temperature for several hours to surface infant mortality failures — component defects that would otherwise appear as field failures within the first weeks of installation.
- Anti-islanding protection testing per IEC 62116 confirms that the inverter disconnects from the grid within 2 seconds when grid power is lost — a mandatory safety function that prevents energized lines from endangering utility workers.
Why Solar Inverters Require Specialized Pre-Shipment Testing
The Bathtub Curve and Infant Mortality
Electronic reliability follows a well-documented pattern called the bathtub curve: failure rates are highest immediately after a product enters service (infant mortality), drop to a low stable rate during the useful life phase, then rise again as components wear out. For solar inverters, the infant mortality period is particularly important because it means that a population of inverters that all appeared functional during factory testing can still contain a subset that will fail within the first days or weeks of field operation.
Infant mortality failures in inverters are typically caused by latent defects that were present at the time of manufacture but not severe enough to cause an immediate failure during brief factory functional testing. These include marginal solder joints that fail when subjected to repeated thermal cycling, capacitors near the edge of their rated voltage tolerance, and gate driver circuits with slightly degraded performance characteristics. The purpose of burn-in testing is to stress these latent defects to the point of failure before the inverter ships — so the buyer receives units that have already passed through the highest-risk phase of the bathtub curve.
The Gap Between Certification and Production Quality
A certified inverter — one that carries IEC 62109-1/2 safety approval, IEC 61683 efficiency certification, and IEC 62116 anti-islanding certification — has proven that its design meets the standard. What certification does not prove is that every unit rolling off the production line matches the certified design. Component substitutions, supplier changes, assembly variation, and quality control lapses at the factory can all produce production units that fail to replicate the performance of the certified prototype. Third-party pre-shipment inspection that includes performance testing is the mechanism that bridges this gap between design certification and production conformance.
Conversion Efficiency Testing
What IEC 61683 Measures
IEC 61683 is the international standard for measuring the efficiency of photovoltaic power conditioning equipment. It defines a methodology for measuring DC-to-AC power conversion efficiency at multiple operating points — typically at 10%, 25%, 50%, 75%, and 100% of rated output power — under stable, controlled conditions. The standard is the basis for the efficiency specifications published in inverter datasheets and for the weighted efficiency values (such as the California Energy Commission's CEC weighted efficiency) used in PV system energy yield modeling.
Pre-shipment efficiency testing per IEC 61683 matters for a specific reason: an inverter's efficiency at partial loads is often more important to real-world energy yield than its peak efficiency at 100% load. A PV system operating in a climate with variable irradiance will spend a significant fraction of its operating time at 25–50% of rated inverter input. An inverter with degraded partial-load efficiency — caused by a failing capacitor, a gate driver issue, or a suboptimal MPPT algorithm implementation — can deliver substantially less energy over its lifetime than its peak-efficiency specification suggests.
How Efficiency Testing Is Conducted
For pre-shipment inspection, efficiency testing is conducted with a calibrated DC power source simulating PV array output connected to the inverter's DC input. The AC output is connected to a calibrated AC power meter and a reference load. The inspector measures input DC power and output AC power at each test point, calculates conversion efficiency, and compares the results against the manufacturer's datasheet specification and the IEC 61683 acceptance criteria.
Key parameters measured include: conversion efficiency at each load point, MPPT (Maximum Power Point Tracking) efficiency per EN 50530 where applicable, AC output voltage and frequency stability, total harmonic distortion (THD) at rated output, and power factor at rated load. An inverter that passes efficiency testing at all load points provides buyers with documented evidence that the specific units in their shipment — not just the certified prototype — meet the performance specification.
Efficiency Testing: What to Watch For
The most common efficiency-related finding in pre-shipment inspection of Chinese inverters is partial-load efficiency that falls below specification — typically discovered at the 25% and 50% load test points, which manufacturers are less likely to verify rigorously in their own factory testing. A shortfall of even 1–2% in conversion efficiency compounded over the rated service life of the inverter represents a measurable reduction in energy yield relative to what the buyer modeled and paid for.
Burn-In Testing: Eliminating Infant Mortality Before Shipment
What Burn-In Testing Does
A burn-in test runs each inverter at operating load and temperature for a sustained period — typically 4 to 8 hours — to stress latent component defects until they either stabilize or fail. The test is conducted in an environment simulation chamber at the inverter's rated operating temperature, with the unit connected to a power source and load. An inverter that survives the burn-in period without triggering a fault, output deviation, or thermal shutdown has cleared the highest-risk portion of the infant mortality phase.
Burn-in testing reveals three specific categories of defects that brief functional testing does not detect. First, marginal solder joints that fail when subjected to repeated thermal expansion and contraction cycles — a bond that looks adequate at room temperature may crack after repeated temperature excursions to 60–70°C. Second, capacitors operating near the edge of their rated voltage or temperature tolerance, which show early signs of degradation under sustained operating stress before failing completely. Third, gate driver circuits in the switching topology that exhibit marginally higher-than-specified switching losses, causing localized heating that accelerates toward failure under sustained load.
What Buyers Should Specify for Burn-In Testing
When commissioning a pre-shipment inspection that includes burn-in testing, buyers should specify the duration, the ambient temperature conditions, the load level (typically 100% of rated output), and the parameters to be monitored during the test. Minimum monitoring requirements include: output power and voltage stability throughout the test period, internal temperature at key monitoring points (if accessible), fault codes generated during the test, and efficiency at the beginning and end of the burn-in period to detect performance degradation during stress.
An inverter that generates fault codes during burn-in, shows output instability, or exhibits efficiency degradation between the start and end of the test is flagged for rejection regardless of whether it recovers after cooling. A recoverable fault is a fault — the defect has been demonstrated to exist, and the unit should not ship.
Anti-Islanding Protection Testing
Why Anti-Islanding Is a Safety-Critical Function
Islanding occurs when a grid-connected inverter continues to supply power to a section of the grid after that section has been disconnected from the main utility supply. The safety risk is direct: utility workers approaching what they believe to be a de-energized section of line encounter live conductors energized by the islanded inverter. Beyond the safety risk, islanding can cause voltage and frequency excursions that damage equipment connected to the isolated segment, and can cause phase synchronization problems when the grid reconnects.
The scenario is not theoretical. A warehouse with a 30 kW rooftop solar system consuming approximately the same power it is generating is a textbook islanding risk: when grid power is lost, no immediate voltage or frequency anomaly signals the disconnection to the inverter, because the local load is absorbing the inverter's output at the nominal operating point. Without active anti-islanding protection, the inverter continues operating indefinitely, unaware that the grid is gone.
IEC 62116: The Standard Test Procedure
IEC 62116 ("Test procedure of islanding prevention measures for utility-interconnected photovoltaic inverters") is the international standard that defines how anti-islanding protection must be verified. The test creates a worst-case islanding scenario: a carefully matched resistive-inductive-capacitive (RLC) load connected to the inverter's AC output is tuned to consume exactly the power the inverter is producing, at the nominal grid voltage and frequency. Under these conditions — perfect power balance between generation and load — passive anti-islanding detection methods that rely on frequency or voltage drift are least effective, because no drift occurs until the active anti-islanding mechanism deliberately perturbs the output.
With this worst-case load condition in place, the grid connection is opened. The inverter must detect the loss of grid connection and disconnect its output within 2 seconds. The test is repeated across multiple load conditions and output levels per the standard's test matrix to verify consistent performance. An inverter that disconnects within 2 seconds under all test conditions passes. An inverter that continues supplying power beyond 2 seconds — or that fails to detect the grid disconnection — fails the anti-islanding test and is not fit for grid-connected installation.
Regional Standards Alignment
IEC 62116 is the globally applicable standard, but regional markets have equivalent requirements. In the United States, UL 1741 (adapted from IEEE 1547) is the certification standard for anti-islanding. In Europe, EN 50549 and VDE-AR-N 4105 incorporate anti-islanding requirements. For buyers importing inverters into regulated markets, the relevant regional certification should be verified — but IEC 62116 compliance is the baseline third-party verification appropriate for pre-shipment inspection regardless of the destination market.
Inverter Pre-Shipment Inspection Test Summary
| Test | Standard | What It Verifies | Key Pass Criterion | Failure Mode Caught |
|---|---|---|---|---|
| Conversion Efficiency | IEC 61683 | DC-to-AC efficiency at 10/25/50/75/100% rated load | Efficiency ≥ datasheet at each load point | Degraded switching components, capacitor losses |
| MPPT Efficiency | EN 50530 | Accuracy of maximum power point tracking under varying irradiance | MPPT efficiency ≥ specified dynamic value | Algorithm defects, firmware issues |
| Burn-In Test | Manufacturer / buyer spec | Sustained operation at rated load and temperature (4–8 hrs) | Zero faults, stable output, no efficiency degradation | Marginal solder joints, failing capacitors, gate driver defects |
| Anti-Islanding | IEC 62116 | Disconnection from grid within specified time under matched RLC load condition | Disconnect ≤ 2 seconds across all test conditions | Disabled protection, firmware degradation, design nonconformance |
| IP Rating Verification | IEC 60529 | Ingress protection against dust and water jets (IP65 for outdoor units) | No ingress at rated IP level | Improper gasket installation, missing seals, housing defects |
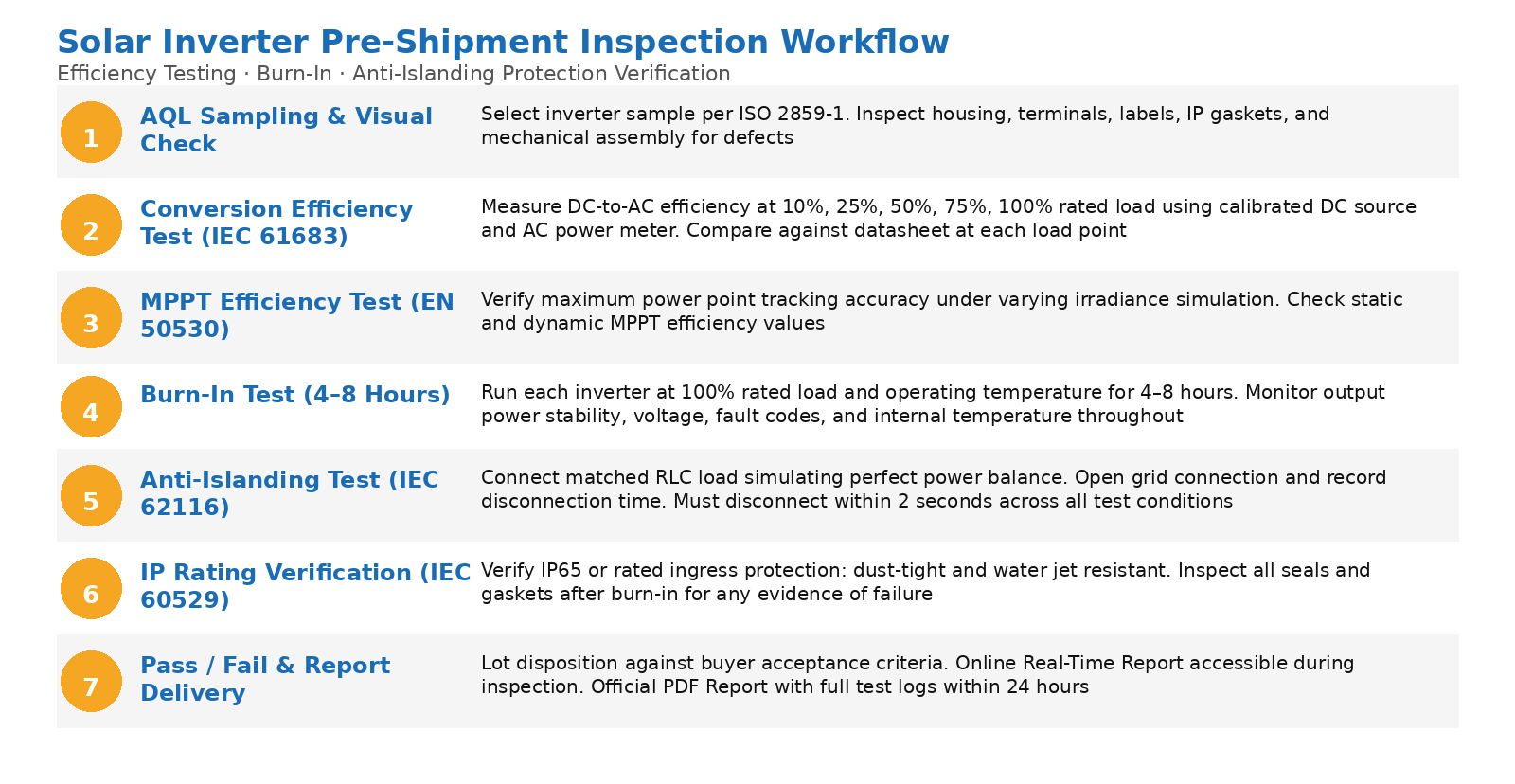
Solar inverter pre-shipment inspection workflow: from AQL sampling and visual check through efficiency testing, burn-in, and anti-islanding protection verification.
Planning a Solar Inverter Pre-Shipment Inspection
Sampling Strategy for Inverter Testing
Unlike PV modules, where large batch sizes make AQL sampling straightforward, inverter shipments are often smaller — 20 to 200 units per order. For small shipment quantities, buyers face a tradeoff between statistical confidence and inspection cost. For orders of 50 or fewer inverters, 100% burn-in testing with AQL-sampled efficiency and anti-islanding testing is a practical approach. For larger quantities, AQL sampling per ISO 2859-1 at Inspection Level II and AQL 2.5 provides the statistical basis for lot acceptance, with all burn-in failures counted as major defects against the acceptance number.
The burn-in test is particularly well-suited to higher sampling rates because its primary purpose is to screen individual units — each additional unit tested adds incremental protection, unlike a batch-sampling test where the goal is statistical inference about the entire lot. Buyers importing inverters for utility-scale projects should consider 100% burn-in as a minimum requirement, with efficiency and anti-islanding verification conducted on a representative sample.
What the Inspection Report Should Document
A well-structured solar inverter pre-shipment inspection report should document, for each unit or sample tested: visual inspection findings with photographs, efficiency measurements at each IEC 61683 test point with comparison against datasheet, burn-in test start and end timestamps, monitored parameters during burn-in (output power, voltage, fault log), anti-islanding test results with disconnection time measurement for each test condition, IP rating test result, and overall pass/fail disposition against the buyer's acceptance criteria.
This level of documentation serves a second purpose beyond lot acceptance: it creates a baseline record of each unit's performance at the time of shipment. If an inverter develops a fault in the field, the pre-shipment test record can help determine whether the failure was pre-existing or developed post-shipment — relevant to warranty claims and to understanding whether the issue is isolated or systematic across a production batch.
TradeAider's pre-shipment inspection service provides an Online Real-Time Report accessible during inspection, allowing buyers to monitor test results from anywhere — no waiting for a final report to know whether a burn-in test is generating faults or whether anti-islanding disconnection times are within spec. The Official PDF Report is delivered within 24 hours with complete test documentation.
Frequently Asked Questions
Is anti-islanding testing required for inverters that already carry IEC 62116 certification?
Yes — and the distinction matters. IEC 62116 type certification is performed on a prototype or small sample of units submitted to a certification laboratory. It proves the design is capable of compliant anti-islanding performance. Pre-shipment anti-islanding testing on production units verifies that the specific inverters in a given shipment — which may have been assembled months or years after certification with potentially different component batches — still perform the certified function correctly. Cases where production inverters have shipped with firmware versions that disabled or modified the anti-islanding algorithm relative to the certified configuration have been documented in the industry. Pre-shipment testing on production units is the only way to catch this category of quality failure.
How long should a burn-in test run for inverters sourced from Chinese manufacturers?
Industry practice for pre-shipment burn-in testing ranges from 4 to 8 hours at rated operating load and temperature. Shorter tests reduce inspection time and cost but provide less stress to latent defects. A 4-hour burn-in at operating temperature is a reasonable baseline that surfaces most infant mortality defects while remaining practical for a pre-shipment inspection timeline. For buyers with a history of early-field failures from a specific supplier, extending to 8 hours at elevated temperature (if the manufacturer's facility permits) provides additional screening confidence. The burn-in duration and temperature conditions should be specified in the purchase agreement and inspection brief, not decided on-site.
What does conversion efficiency testing add beyond the manufacturer's datasheet?
The manufacturer's datasheet efficiency figures are typically measured on a certified prototype unit, often at a specific test laboratory optimized for that measurement. Pre-shipment efficiency testing adds two things: verification that the production units in a specific shipment actually replicate the certified design's performance, and efficiency measurement at multiple partial-load points (25%, 50%) that many manufacturers do not routinely verify in their own production quality control. A shortfall of 1.5% in efficiency at the 50% load point might seem minor, but compounded across thousands of operating hours at partial load in a variable-irradiance environment, it represents a measurable reduction in the project's lifetime energy yield versus what the buyer modeled at the time of purchase. For buyers using the Inspection Charge Calculator to estimate inspection costs, efficiency and anti-islanding testing can typically be scoped as additional test modules alongside a standard pre-shipment visual and function inspection.
Can all three tests — efficiency, burn-in, and anti-islanding — be conducted in a single pre-shipment inspection visit?
Yes, in most cases, if the manufacturer's facility has the necessary testing equipment or if the inspector brings portable test equipment for efficiency and anti-islanding testing. The typical sequencing for a combined inspection is: visual and physical inspection first, followed by efficiency testing (which requires a stable, calibrated setup), then burn-in testing (which runs in parallel while other inspection activities continue), and finally anti-islanding testing on the units that passed efficiency and burn-in screening. For buyers placing large orders or working with a new supplier for the first time, a factory audit prior to placing the order can verify whether the manufacturer's own testing equipment and procedures are adequate before the production run begins.
Solar inverters are the most failure-prone component in a PV system, and the failures that matter most — infant mortality, efficiency shortfalls, and disabled anti-islanding protection — are invisible to basic visual inspection. TradeAider's pre-shipment inspection service can be scoped to include conversion efficiency testing, burn-in verification, and anti-islanding protection checks for inverter shipments, with real-time reporting accessible during the inspection and an official report within 24 hours. Use the Inspection Charge Calculator to estimate costs, or contact TradeAider to design an inverter inspection scope tailored to your shipment volume and risk profile.
Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
