- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
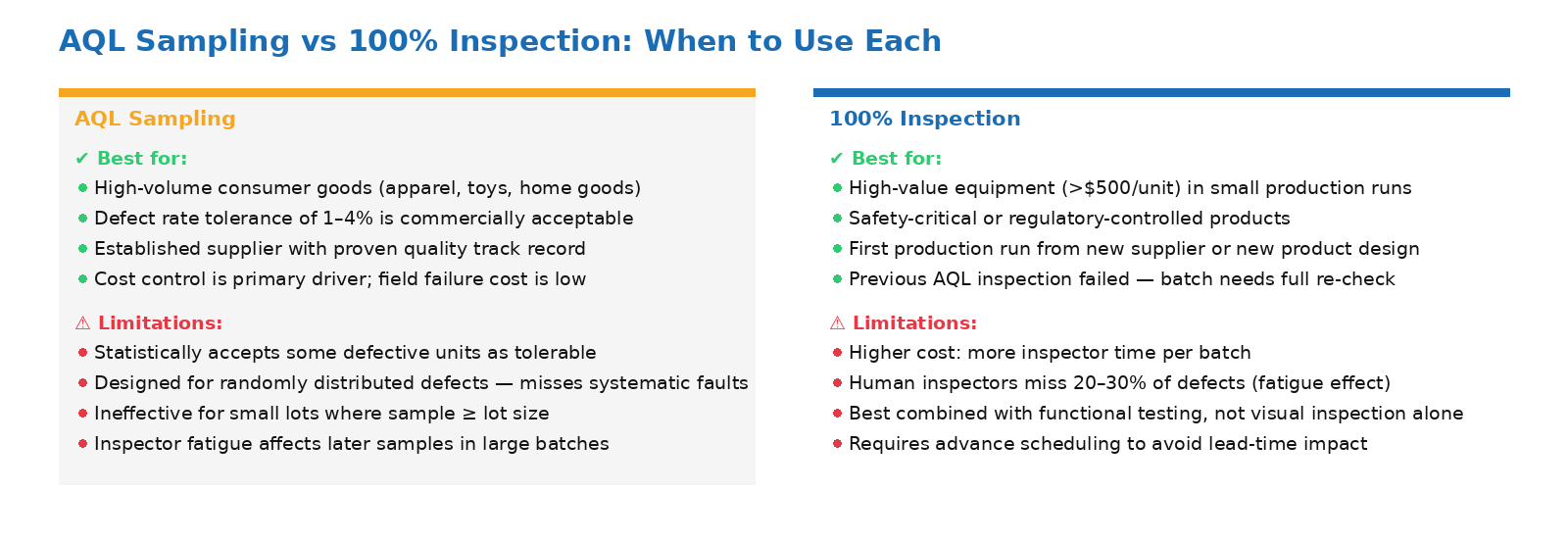
AQL sampling is one of the most reliable tools in quality control. For a shipment of 5,000 consumer goods — apparel, kitchen accessories, toys — pulling 200 units and inspecting them against your acceptance criteria gives you a statistically sound picture of the batch with a fraction of the cost of checking every piece. The mathematics behind ISO 2859-1 (and its American equivalent ANSI/ASQ Z1.4) are robust, and the framework has served importers well for decades.
But AQL sampling rests on an assumption that does not hold for every product category: that defects are distributed roughly randomly across a batch, and that finding a certain defect rate in your sample reliably predicts the defect rate in the full lot. For high-tech, high-value equipment — industrial machinery, precision instruments, complex electronics assemblies, semiconductor equipment, medical-adjacent devices — this assumption breaks down. The consequences of a defect that escapes sampling are not the same as finding a badly sewn shirt in a box of 500. They can mean failed installation, costly field service calls, customer contract penalties, safety incidents, or reputational damage that takes years to repair. This guide explains precisely when 100% inspection is not just preferable but operationally necessary, and how to structure it without making your supply chain unworkable.
Key Takeaways
- AQL sampling statistically accepts a known rate of defective units as tolerable — making it structurally unsuitable for any product category where even a single field failure carries disproportionate financial, safety, or reputational consequences.
- Research from Sandia National Laboratories found that human inspectors miss 20–30% of defects across multiple inspection task types — making 100% manual inspection alone insufficient for truly critical products without functional testing backing it up.
- The ANSI/ASQ Z1.4 standard itself recommends 100% inspection when your AQL sample size equals or exceeds the lot size — a threshold reached quickly with small, high-value production runs.
What AQL Sampling Actually Guarantees — and What It Doesn't
Understanding the Mathematics of Acceptable Defect Rates
AQL is not a guarantee of quality — it is a statement of acceptable risk. When you specify AQL 2.5 at General Inspection Level II for a batch of 1,000 units, you are drawing a sample of 80 units and accepting the batch if no more than 5 defective units are found. If 5 defects appear in 80 units, the statistical inference is that roughly 6.25% of the full batch may be defective — but the framework accepts this outcome as within tolerance for your product category.
For consumer goods where a tolerable defect rate of 1–4% is commercially acceptable, this works. For a shipment of 50 high-precision industrial laser systems worth $8,000 each, tolerating a 2.5% defect rate means accepting the statistical possibility of delivering one or more non-conforming units to customers. At that price point and with those downstream consequences — failed installation, service crew dispatched, relationship damage — the cost of the defect dwarfs the cost of inspecting all 50 units before shipment.
The ANSI/ASQ Z1.4 standard itself addresses small, high-value lots: it explicitly recommends moving to 100% inspection when the prescribed AQL sample size equals or exceeds the lot size. For high-tech equipment produced in runs of 20–100 units, this threshold is reached routinely. You are already inspecting most of the batch — checking the remaining units costs little additional time and eliminates the residual statistical risk entirely.
The Inspection Fatigue Problem in 100% Manual Inspection
It is important to acknowledge a genuine limitation of 100% inspection that is often overlooked in the argument for it: human inspectors get tired. Research published by Sandia National Laboratories found that human inspectors miss 20–30% of defects across multiple inspection task types, with error rates increasing as inspection sessions lengthen. An inspector checking 200 complex electronic assemblies across an eight-hour day will detect proportionally fewer defects in the final two hours than in the first two.
This means that 100% visual inspection alone is not a quality guarantee — it is a quality improvement over sampling, but its effectiveness depends on how it is structured. The practical solution for high-value equipment is a hybrid approach: 100% functional testing (every unit powered up and run through defined test sequences) combined with AQL-based visual and dimensional inspection for appearance defects. Functional failures are the high-stakes outcomes; they are caught by systematic testing rather than by visual inspection alone. Cosmetic defects in non-functional areas can be managed at a statistically appropriate sample level without risking the high-consequence outcomes that make 100% testing mandatory.
When 100% Inspection Is the Only Defensible Choice
Decision Framework: Matching Inspection Strategy to Product Risk Profile
| Product Risk Profile | Recommended Approach | Examples |
|---|---|---|
| Low value, low consequence of failure, high volume | AQL sampling, GII, AQL 2.5–4.0 | Apparel, household goods, promotional items |
| Moderate value, functional product, medium volume | AQL GIII or hybrid: 100% functional, AQL visual | Consumer electronics, power tools, sporting goods |
| High value (>$500/unit), complex functionality, small run | 100% functional testing + AQL visual/dimensional | Industrial sensors, specialty instruments, VR headsets |
| Safety-critical, regulatory-controlled, or first production run | 100% inspection — functional and visual — no exceptions | Medical devices, semiconductor equipment, aerospace parts |
| New supplier, first batch regardless of value | 100% inspection for first 1–3 runs; transition to AQL as track record builds | Any product category from an unproven supplier |
The table above is a decision tool, not a rigid prescription. The underlying principle is consistent: the appropriate inspection intensity is determined by multiplying failure probability by failure consequence. When the consequence column is high, even a low failure probability justifies intensive inspection. When the product is safety-adjacent, the calculation is not economic — it is categorical.
The Five Situations That Mandate 100% Inspection for High-Tech Equipment
1. Unit value exceeds inspection cost by a meaningful multiple. When each unit is worth $1,000 or more, and the full inspection cost per unit adds $10–30, the economic case for sampling disappears. The inspection cost is 1–3% of unit value. The cost of a field failure — return logistics, service call, replacement unit, customer relationship repair — may represent 50–200% of unit value. The math favors inspection every time.
2. The product has no field-serviceable repair path. Some equipment is sealed, calibrated at the factory, or integrated into a customer's facility in a way that makes post-delivery repair prohibitively expensive. When the only option upon discovering a defect in the field is full unit replacement, catching the defect before shipment is structurally mandatory.
3. Batch size is small relative to AQL sample requirements. A production run of 30 units inspected at GIII AQL 2.5 generates a sample size of 32 — exceeding the lot. ANSI/ASQ Z1.4 guidance is clear: inspect all 30. The statistical argument for sampling does not apply when sample size approaches or exceeds lot size.
4. First production run from a new supplier or new product design. Neither the supplier's capability nor the design's manufacturability has been proven in production. Defects on a first run may be systematic — affecting a significant proportion of the batch — rather than random. A sampling plan designed for random defect distribution will miss systematic defects if the defective rate is below the AQL accept threshold. Only 100% inspection catches a systematic failure mode that affects, say, 3% of units when your AQL accept level is 5%.
5. Previous sampling inspections failed. When a batch has been rejected under AQL sampling, and the supplier claims to have corrected and re-inspected, the appropriate response is 100% re-inspection — not another AQL sample from the same population. A second sample from a batch with known quality problems has a structured probability of missing the remaining defects if they are clustered in a portion of the batch the second sample does not reach.
How to Structure 100% Inspection Without Making It Prohibitive
The Hybrid Model: 100% Functional, AQL Visual
The most practical 100% inspection approach for high-tech equipment is to decouple functional testing from cosmetic inspection. Every unit is powered on and run through a defined functional test sequence — connectivity, output accuracy, sensor response, communication protocol compliance, UI function — because these are the failure modes with the highest consequence. Visual and dimensional inspection of cosmetic attributes (housing scratches, labeling alignment, cable dressing, packaging condition) is conducted on an AQL sample, because a cosmetic defect on one of 50 units does not carry the same downstream risk as a functional failure.
This hybrid approach concentrates inspector time and attention on the tests that matter most. It is also more defensible to your customer: you can state with confidence that every unit was functionally verified before shipment, which is the quality assurance commitment that high-tech buyers actually require.
TradeAider's pre-shipment inspection service supports fully customized checklists, allowing buyers to specify 100% functional testing for defined test items alongside AQL-based sampling for visual attributes — and to receive a real-time report during the inspection so that failures are flagged immediately rather than discovered in a summary 24 hours later.
AQL sampling and 100% inspection serve different risk profiles. High-value equipment almost always warrants the latter.
Supplier Self-Inspection Before Third-Party Verification
One frequently overlooked element of an effective 100% inspection strategy is requiring the supplier to conduct their own 100% inspection before the third-party inspector arrives. This is not redundant — it serves a distinct function. The supplier's inspection catches and corrects defects before they reach the third-party checkpoint, improving the overall batch quality and giving the third-party inspector a cleaner population to work from. It also creates accountability: if defects are found by the third-party inspector that the supplier's own QC should have caught, the discrepancy is documented and becomes a basis for corrective action.
Supplier self-inspection records — test results, defect logs, corrective action notes — should be requested as part of the inspection documentation package and reviewed by the third-party inspector before the pre-shipment inspection begins. Discrepancies between supplier records and actual batch condition are themselves a quality signal.
Using During-Production Inspection to Reduce Pre-Shipment Burden
100% pre-shipment inspection is most resource-intensive when it is the only quality gate. Buyers who establish quality verification earlier in the production process — through a during production inspection that catches assembly errors while the production line is still running — reduce the defect population that arrives at the pre-shipment inspection stage. The pre-shipment 100% check then functions as confirmation of an already-verified batch, rather than as the first and only quality filter on a production run of unknown quality.
This staged approach is particularly effective for equipment with complex multi-stage assembly — industrial electronics, precision mechanical assemblies, multi-component sensor systems — where defects introduced in early assembly stages compound through subsequent stages and become significantly more expensive to rectify at the finished goods level.
The Cost Calculation: Is 100% Inspection Worth It?
Inspection Cost vs. Failure Cost
Industry data consistently indicates that inspection costs represent approximately 0.1–0.5% of order value for most product categories. For a batch of 50 industrial units at $3,000 each — a $150,000 order — a 100% inspection adding one extra man-day at TradeAider's flat-rate pricing represents well under 0.5% of order value. The cost of a single field failure in that product category — return logistics, re-inspection, replacement unit, customer service time, potential penalty clause activation — routinely exceeds $3,000–$15,000 per incident.
The break-even point is simple: if the expected cost of one field failure exceeds the incremental cost of moving from AQL sampling to 100% inspection, 100% inspection is the economically rational choice. For high-tech equipment, this threshold is almost always crossed.
Frequently Asked Questions
At what unit price does 100% inspection become worthwhile?
There is no universal price threshold, but a practical rule of thumb used widely in quality management is: when the cost of a single field failure exceeds the cost of incrementally inspecting the full batch beyond a sample, 100% inspection is warranted. For most high-tech equipment above $500 per unit, this calculation resolves in favour of 100% functional testing. For equipment above $2,000 per unit in small production runs, it is almost always the defensible choice.
Does 100% inspection guarantee zero defects?
No. Human inspectors miss a proportion of defects — research indicates 20–30% across inspection task types — due to fatigue, visual similarity of defects to conforming product, and attention variance across long inspection sessions. Automated inspection systems achieve higher detection rates, but for most factory settings, 100% inspection is best understood as a significant risk reduction rather than an absolute guarantee. The combination of 100% functional testing (where a test either passes or fails objectively) and AQL visual inspection provides the strongest achievable quality gate for most high-tech equipment.
What is the difference between 100% inspection and AQL Level III?
AQL Level III uses the largest sample sizes in the standard sampling table — for a batch of 1,000 units, GIII prescribes a sample of 315. It provides higher confidence than GIII or GII but still accepts a statistical risk that defects exist in the uninspected 685 units. 100% inspection removes that residual risk entirely for the attributes tested, at the cost of proportionally more inspector time. For truly high-consequence products, GIII is a stronger sampling choice than GII, but it is not a substitute for 100% functional testing.
How does 100% inspection affect lead times from Chinese factories?
For small production runs of 20–100 units, a 100% functional inspection typically adds one man-day to the inspection timeline — often the same as or only marginally longer than a thorough AQL inspection of a complex product at GIII. For larger runs, additional inspector days are required. Planning the inspection into the production timeline — rather than scheduling it as an afterthought the day before the container is sealed — is the most effective way to avoid lead time impact. TradeAider's booking system allows inspection to be scheduled in advance with the factory's production completion date, minimising unplanned delays.
Conclusion
AQL sampling is a powerful and appropriate tool for the product categories it was designed for. For high-tech, high-value equipment, it transfers risk to the buyer in a way that is rarely justified by the savings in inspection cost. The structured acceptance of a known defect rate — which is what AQL represents — is commercially reasonable for consumer goods with low field failure consequences. It is not reasonable when each defective unit reaching a customer may cost more to remediate than the entire inspection budget for the batch.
The practical answer for most high-tech equipment buyers is a hybrid: 100% functional testing for every unit, AQL-based visual inspection for cosmetic attributes, a supplier self-inspection requirement before third-party verification, and a during-production inspection to catch systematic defects before they propagate through the full run. TradeAider's real-time inspection reporting means that if functional test failures appear during the inspection, your team is alerted immediately — not after the inspector has left the factory. Contact TradeAider to discuss the right inspection structure for your high-tech equipment procurement, or use the AQL Calculator to model the sample sizes that apply to your current shipment.
Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
