- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
A factory grade can be a useful supplier-risk signal, but it does not guarantee shipment quality. A-grade factories may still ship defective goods if the specific product, line, material, or lot is poorly controlled; C-grade factories may sometimes pass a simple order if the buyer adds strong controls. Use factory ratings to set the control plan, then verify the actual shipment with process checks and PSI evidence.
Importers like ratings because they simplify complexity. A-grade sounds safe. C-grade sounds risky. The truth is more interesting. A factory grade usually summarizes audit findings about systems, facilities, records, capacity, management, and sometimes social or quality controls. It does not directly inspect every future shipment.
A grade can predict the probability of problems, but it cannot replace product-specific control. A factory with strong systems can still make a mistake when a new material, subcontractor, production line, rush schedule, or unfamiliar product is involved. A weaker factory can sometimes produce an acceptable simple product if the order is stable and inspection controls are tight.
- Factory grade: a supplier risk signal based on audit evidence.
- Shipment quality: the actual condition of one production lot.
- Main mistake: treating a high grade as permission to skip inspection.
- Best practice: use grade to decide control intensity, then verify the lot.
The Direct Answer
Factory ratings help predict supplier risk, but they are not reliable enough to replace product-specific inspection and release evidence.
Official due diligence guidance from the International Trade Administration supports the broader principle that buyers should evaluate foreign partners carefully rather than relying on surface impressions. Source: ITA due diligence guidance.
ISO 19011:2026 reinforces the importance of audit discipline, including evidence-based auditing and auditor competence. A factory grade is only as useful as the audit process behind it. Source: ISO 19011:2026.
The buyer should ask two separate questions. First, what does the factory grade tell me about supplier system risk? Second, what evidence tells me this shipment is acceptable? The first question belongs to audits and supplier qualification. The second belongs to DPI, PSI, testing, and release review.
What Factory Grades Can And Cannot Predict
A grade is a risk indicator, not a shipment guarantee.
| Rating Signal | What It Can Predict | What It Cannot Guarantee | Buyer Response |
|---|---|---|---|
| A-grade system | Better records, controls, capacity, and management discipline | No defects in this shipment | Use normal controls; do not skip PSI blindly |
| B-grade system | Some controls exist but gaps need monitoring | Stable quality under rush or change | Add focused DPI/PSI and CAPA follow-up |
| C-grade system | Higher risk of weak records, process gaps, or inconsistent control | Automatic failure of every order | Use small PO, strict inspection, or reconsider supplier |
| Recent audit finding | Specific weakness to watch | That the weakness was corrected | Verify CAPA and update checklist |
| Good past shipment | Supplier can produce acceptable lots | Future unchanged quality | Watch changes in material, line, labor, or schedule |
This table is why supplier management should combine audit evidence with order evidence. A rating tells the buyer where to look harder. It does not eliminate the need to look.
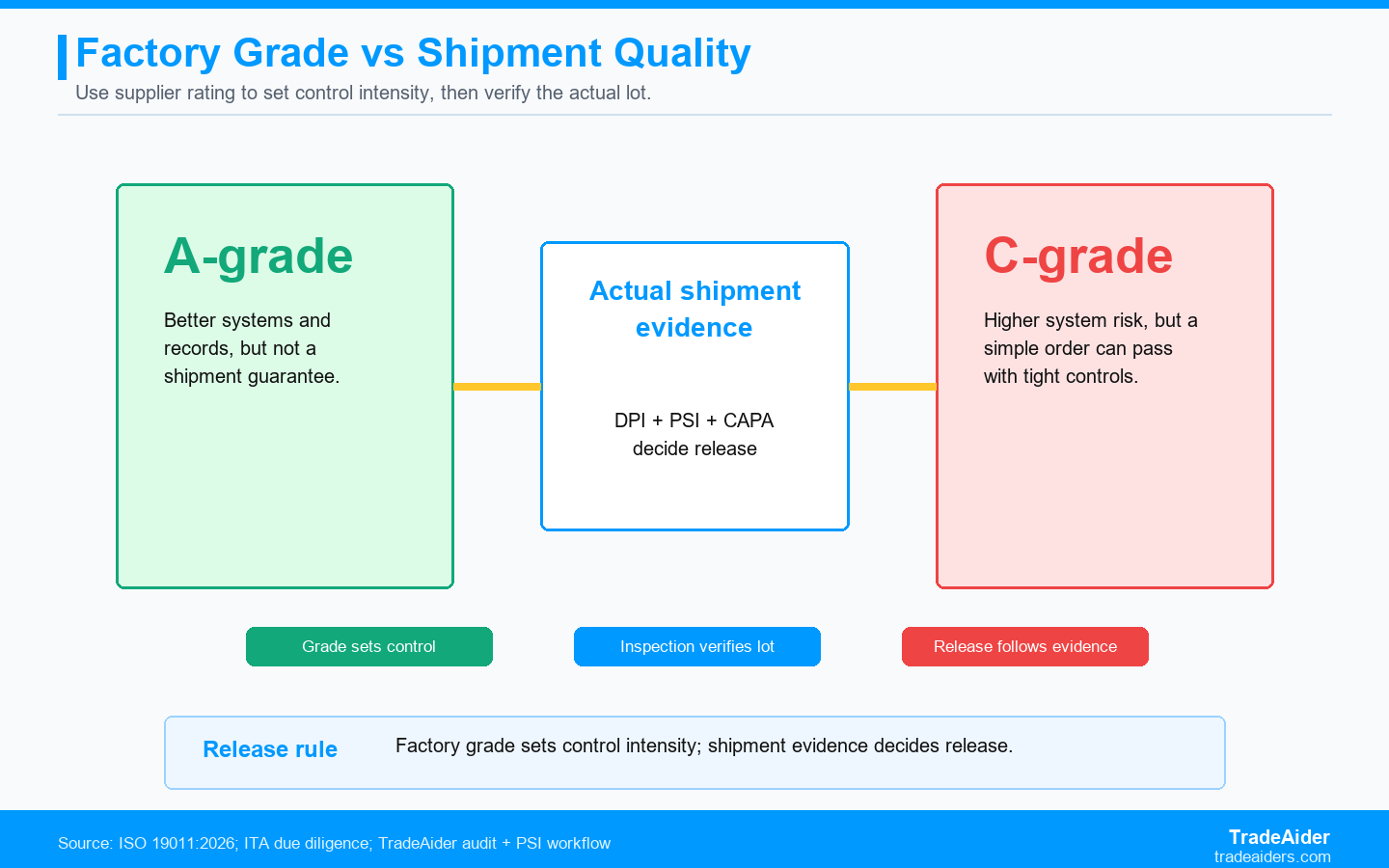
Factory grade sets control intensity; shipment evidence decides release.
Why A-Grade Factories Still Fail Shipments
Strong systems reduce risk, but production reality still changes.
A-grade factories can fail when the product is new, the buyer changes packaging, raw materials arrive late, a subcontracted process is used, a line is rushed, or quality checks are bypassed under schedule pressure. A strong audit grade does not mean every worker, fixture, label, component, and carton in a future lot will be correct.
A-grade suppliers can also fail because the buyer's requirements were unclear. If the approved sample, tolerance, label file, barcode rule, warning text, or packaging artwork is incomplete, even a strong factory may produce the wrong version. Supplier quality depends on buyer input quality as well as factory capability.
This is why high-grade suppliers still need PSI for meaningful shipments. The inspection is not an insult to the supplier. It is the release evidence that confirms this lot matches the buyer's requirement.
Why C-Grade Factories Sometimes Pass Orders
A weaker factory can pass a simple, controlled order, but the buyer should not confuse one pass with system strength.
A C-grade factory may produce acceptable goods when the product is simple, the volume is small, the buyer provides clear specs, and inspection controls are strong. The order may pass because the risk was contained, not because the factory's underlying system became strong.
The buyer should be careful with scaling. A C-grade supplier that passes 500 units may fail at 20,000 units if capacity, records, training, or process control are weak. A grade is especially useful when deciding whether to scale volume, extend payment exposure, or introduce more complex products.
If the buyer must use a lower-grade factory, the control plan should be strict: smaller PO, clear files, DPI during production, PSI before shipment, possible reinspection, and written CAPA after defects. The buyer should buy evidence, not hope.
How To Use Ratings In A Control Plan
Factory grade should change inspection intensity, not replace inspection.
| Factory Rating | Suggested Control Plan | When To Escalate | Release Evidence |
|---|---|---|---|
| A-grade | Normal PSI plus product-specific checks | New product, changed material, launch risk, past defect | PSI report and sample match |
| B-grade | PSI plus targeted DPI for known weak points | Repeat defect, rush order, complex SKU mix | DPI notes, CAPA, PSI |
| C-grade | Small order, DPI, strict PSI, possible reinspection | Major audit gaps or failed correction | Audit CAPA plus lot evidence |
| Unknown grade | Factory audit before scale, then PSI | Large deposit or compliance-sensitive order | Audit report plus first-lot PSI |
The control plan should also respond to change. A-grade plus unchanged repeat order may need a lighter plan. A-grade plus new product may need DPI. C-grade plus simple low-risk order may be manageable. C-grade plus complex compliance-sensitive product may not be worth the exposure.
Rating Quality Depends On The Audit Behind It
A supplier rating is only as reliable as the audit scope, evidence, and scoring method that produced it.
Not every A-grade or C-grade means the same thing. One rating may be based on facility cleanliness and document presence. Another may include process control, product risk, CAPA history, calibration, incoming material control, and final QC discipline. The buyer should ask what the grade actually measured before using it to make sourcing decisions.
Grades can also become stale. A factory audited twelve months ago may have changed management, workers, equipment, subcontractors, product mix, or quality pressure. A supplier rating should be treated as a dated snapshot unless there is ongoing evidence from audits, DPI, PSI, and CAPA follow-up.
| Rating Weakness | Why It Matters | Buyer Check | Control Response |
|---|---|---|---|
| Old audit date | Factory conditions may have changed | Ask when and why the grade was issued | Refresh audit or add DPI |
| Generic scoring | May not reflect product-specific risk | Review checklist and evidence | Add product process checks |
| No CAPA status | Findings may remain uncorrected | Ask for proof of closure | Follow-up audit or targeted inspection |
| No shipment evidence | System grade does not verify lot quality | Review latest PSI results | Keep release inspection |
The buyer should also compare rating with real order outcomes. If a high-rated factory repeatedly fails PSI, the audit scope may be missing the actual risk. If a lower-rated factory passes only under heavy inspection, the rating may be correct but the control cost should be included in supplier selection.
Where TradeAider Fits In Factory Rating Decisions
TradeAider fits by connecting audit grade, CAPA, production checks, and shipment release evidence.
TradeAider's factory audit service can help buyers understand supplier system risk before deciding whether to approve, conditionally approve, or reject a factory.
For active orders, TradeAider can add During Production Inspection when rating or audit findings suggest process risk, and Pre-Shipment Inspection before the finished lot is released.
The business fit is layered control. TradeAider helps buyers avoid two opposite mistakes: trusting an A-grade factory too much, or dismissing every lower-grade factory without asking whether the order risk can be controlled.
SPAR Scenario: A-Grade Factory, Failed Lot
The grade was useful, but the shipment still needed verification.
Situation: A buyer approves an A-grade factory after a strong audit. The first order is a new private-label kitchen organizer with custom packaging and three color variants.
Problem: The factory's system is strong, but the new packaging artwork is updated late. During PSI, TradeAider finds one color using the old insert and several cartons with mixed retail boxes.
Action: The buyer does not abandon the supplier, but holds release, requires sorting and insert replacement, and adds a packaging-change control to the next order.
Result: The A-grade rating remains useful for supplier confidence, but the PSI prevents a real shipment error. The buyer learns to use rating and lot evidence together.
Action Card: Use Factory Grades Wisely
Let the grade set the control plan; let inspection evidence decide release.
- Use factory grade as a supplier-risk signal, not a shipment guarantee.
- Ask what audit evidence produced the grade and whether findings were corrected.
- Increase control when product, material, packaging, line, or order volume changes.
- Use DPI and PSI to verify the specific order, especially for lower-grade or unknown suppliers.
- Do not scale a C-grade supplier based on one passing small order without system improvement evidence.
The buyer should also track grade accuracy over time. If A-grade suppliers repeatedly fail PSI, the audit scoring may be too generous or the buyer's product-specific risks may be outside the audit scope. If C-grade suppliers pass only when heavy inspection is added, the buyer should count that control cost in sourcing decisions.
Grades should also be reviewed after major changes. New management, new equipment, new subcontractors, new materials, or a rushed peak-season order can change the risk profile. A past A-grade should not be treated as permanent permission to reduce controls when the operating reality has changed.
For lower-grade suppliers, the buyer should calculate the cost of control. If the supplier requires extra DPI, reinspection, sorting, and management time to produce acceptable goods, the apparent unit-price advantage may disappear. Rating decisions should include quality-control cost, not only factory quotation.
The strongest use of a factory rating is comparative. Use the grade to compare suppliers, then use actual inspection results to compare shipments. When those two views disagree, investigate the gap before scaling orders.
This keeps the rating useful without letting it become a shortcut around evidence.
Evidence should win every time.
Ratings should serve judgment, not replace it.
A buyer that records both factory grade and shipment outcome will learn which suppliers deserve more trust and which only look strong on paper.
If you are unsure whether a factory grade predicts your shipment risk, send TradeAider the audit report, product type, order size, defect history, and shipment timeline. The next step is to ask TradeAider to turn the factory rating into a practical DPI and PSI control plan.
Frequently Asked Questions
Does A-grade mean I can skip inspection?
No. A-grade reduces supplier-system risk but does not prove a specific shipment is correct. Meaningful shipments still need release evidence.
Is a C-grade factory always unusable?
Not always. A simple low-risk order may be controllable, but scaling or complex products require caution, CAPA, and stronger inspection.
What should I do after a poor factory grade?
Review findings, ask for CAPA, reduce exposure, add DPI/PSI, or choose another supplier depending on severity and business need.
Can TradeAider help connect audit and inspection?
Yes. TradeAider can use audit findings to design DPI, PSI, reinspection, and supplier follow-up controls for the actual order.

Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
