- معلومات عنا

- خدماتنا
- صناعتك
- الموارد
- الأخبار والمدونة
Chrome plating gives products a mirror-like finish that signals premium quality — until blistering, pitting, or dull patches turn that first impression into a customer complaint. For importers sourcing chrome-plated bathroom fixtures, automotive trim, or hardware from China, catching visual defects before shipment is far cheaper than dealing with returns and negative reviews after delivery.
This guide walks through the six most common visual defects found during chrome plating inspection, explains how to classify them using AQL standards, and provides a practical framework for setting up effective quality checks at your supplier's factory.
Key Takeaways
- Blistering, pitting, dull deposits, burn marks, cracking, and poor adhesion are the six primary visual defects inspectors look for in chrome-plated products
- AQL classification separates chrome plating defects into critical, major, and minor categories — each with different acceptance thresholds
- Reflective surfaces make visual inspection harder than most surface finishes, requiring specific lighting conditions and trained inspectors
- Pre-shipment inspection at the factory catches defects before products leave China, avoiding costly returns and rework
- Standards such as ASTM B177 and ISO 6158 define acceptable quality levels for hard chrome plating across industries
Why Chrome Plating Inspection Is Critical for Importers
The Reflective Surface Challenge
Chrome plating creates a highly reflective surface — that is exactly what makes it desirable for consumer products. But that same reflectivity makes visual inspection unusually difficult. Under standard factory lighting, defects can appear to vanish into reflections or create misleading optical effects. Research published in the journal Coatings found that automated defect detection on chrome surfaces required specialized imaging because conventional visual methods missed up to 15% of surface anomalies on highly reflective parts.
An experienced inspector knows how to angle the part, adjust lighting intensity and direction, and use tactile checks to complement what the eyes can see. This is why sending a generic inspector to check chrome-plated goods often produces unreliable results — you need someone trained specifically in plating defect identification.
Real-World Cost of Missed Defects
Consider a Shopify brand importing 5,000 chrome-plated bathroom faucet handles from a Chinese manufacturer. If a blistering defect affects 8% of the batch and goes undetected before shipment, that is 400 defective units landing at a US warehouse. The costs stack up fast:
- Freight for 400 unusable units — already spent and unrecoverable
- Customer returns at $15–25 each in shipping and handling
- Negative reviews that suppress organic search rankings
- Potential chargebacks from dissatisfied customers
A single pre-shipment inspection at $199 per man-day would have caught those defects at the factory, triggering a rework request before the goods left China. The return on that inspection investment is immediate and measurable.
6 Common Visual Defects in Chrome Plating
Understanding defect types helps you communicate clearly with your inspection team and set accurate tolerance levels in your quality specifications. Here are the six defects most frequently identified during chrome plating quality inspections.
1. Blistering and Peeling
Blistering occurs when gas — typically hydrogen or nitrogen — becomes trapped beneath the chrome layer and expands, causing the plating to bubble up or peel away from the substrate. A study published in the Korean Journal of Chemical Engineering identified hydrogen gas as the primary cause of blistering in copper-electroplated components, noting that dissolved hydrogen from the plating bath migrates into surface pores and expands when the part is heated.
Blistering usually points to inadequate surface preparation or contaminated plating baths. On an AQL inspection checklist, blistering visible to the naked eye at arm's length (approximately 45 cm) is typically classified as a major defect because it directly affects the product's appearance and perceived quality.
2. Pitting and Pinholes
Pitting appears as small holes or depressions on the plated surface, ranging from barely visible dots to pronounced craters. Research from West Virginia University identified that air and hydrogen bubbles adhering to the part surface during plating are a primary cause of pitting — as the plating builds up around these bubbles, the result is a void in the coating.
Pitting can also originate from the substrate itself. Grinding marks, microscopic fissures, residual polishing compounds, or organic contamination left on the surface before plating all create nucleation points for pits. Reworked parts tend to show more pitting than first-run pieces because repeated handling increases surface contamination risk.
In AQL terms, pitting is classified based on density and visibility. A few isolated pits barely visible under normal lighting may be minor defects. Clusters of pits or pinholes visible at arm's length are major defects.
3. Dull or Hazy Deposits
Chrome plating should produce a bright, mirror-like finish. Dull or cloudy patches break that consistency and immediately signal a quality issue to the end customer. According to the American Plating Company's technical reference, dull deposits can result from chemical imbalance in the plating bath, incorrect bath temperature, improper current density, or contamination by organic compounds.
For importers, the important distinction is between localized haziness (a process control issue at the factory) and widespread dullness (which may indicate the plating bath itself is out of specification and the entire batch is affected). Localized hazy spots are typically minor defects if they fall within acceptable tolerance zones; widespread dullness across the batch is a major defect that warrants batch rejection.
4. Burn Marks and Roughness
Burn marks appear as dark, roughened patches on the chrome surface, typically caused by excessive current density during electroplating. When current concentrates at edges, corners, or protruding features of the part, the chrome deposit builds up too quickly, creating a rough, burnt appearance instead of a smooth finish.
Rough or grainy finishes can also originate from the base metal itself. Poor-quality substrate material with surface inclusions, improper machining marks, or inadequate polishing before plating will reproduce those imperfections through the chrome layer. A case study published in the International Journal of Research in Engineering and Science on hard chrome plating defect analysis found that substrate surface condition was the leading factor in finish quality.
Burn marks visible at normal viewing distance are major defects. They indicate a process control failure at the plating facility that likely affects more units than just the ones showing visible marks.
5. Cracking and Hydrogen Embrittlement
Cracking in chrome plating is one of the most serious defects because it compromises both appearance and structural integrity. The Association for Materials Protection and Performance (AMPP) explains that hydrogen embrittlement — where atomic hydrogen absorbed during the plating process weakens the metal's crystal lattice — is a leading cause of post-plating cracking, particularly in high-strength steel components.
The danger of hydrogen embrittlement is that cracks may not appear immediately. They can develop days or weeks after plating when the part is subjected to stress in use. This makes the defect especially costly for importers because it can pass initial inspection but fail in the customer's hands.
On the AQL scale, visible cracking is a critical defect when the part has a structural or safety function. Even cosmetic cracking is classified as a major defect.
6. Poor Adhesion and Delamination
Poor adhesion means the chrome layer has not bonded properly to the substrate and can separate — either as peeling edges, flaking spots, or complete delamination. This defect almost always traces back to surface preparation failures: residual oils, oxides, die-release agents, or contamination that should have been removed during pretreatment.
Research published in Applied Sciences documented that silicon-based lubricants used during metal forming are particularly resistant to standard cleaning processes and frequently remain on parts as invisible contamination layers that prevent proper chrome adhesion. This is especially relevant for Chinese manufacturers who may use different lubricant formulations than what Western importers expect.
Adhesion testing during inspection uses cross-hatch or tape pull-off methods. Any confirmed adhesion failure is a critical defect — the plating will continue to deteriorate after delivery regardless of how it looks at the moment of inspection.
AQL Classification for Chrome Plating Defects
Classifying defects correctly is the foundation of any AQL-based inspection. Use the table below as a starting point when defining your inspection protocol for chrome-plated products.
| Defect Type | Typical AQL Class | Inspection Criteria |
|---|---|---|
| Blistering / Peeling | Major | Visible at 45 cm distance |
| Pitting (isolated) | Minor | Fewer than 3 pits, barely visible |
| Pitting (clustered) | Major | Clusters visible at 45 cm |
| Dull / Hazy Deposits (localized) | Minor | Small area, outside primary view |
| Dull / Hazy Deposits (widespread) | Major | Affects majority of surface area |
| Burn Marks / Roughness | Major | Any visible at normal distance |
| Cracking (structural part) | Critical | Any crack detected |
| Cracking (cosmetic only) | Major | Visible at 45 cm distance |
| Poor Adhesion / Delamination | Critical | Confirmed by cross-hatch test |
When setting up your inspection, use the AQL calculator to determine sample sizes and acceptance numbers based on your order quantity and the severity levels above. A common starting point for chrome-plated consumer products is AQL 1.0 for critical defects, AQL 2.5 for major defects, and AQL 4.0 for minor defects.
How to Set Up an Effective Chrome Plating Inspection in China
Pre-Inspection Preparation
Before the inspector arrives at the factory, you need to establish clear inspection criteria. This means defining exactly what constitutes each defect type for your specific product. A blister on a bathroom faucet handle might be acceptable if smaller than 1 mm in a non-visible area, but the same defect on an automotive exterior trim piece could be grounds for immediate rejection.
Review the inspection standard guidelines and create a product-specific checklist that includes:
- Reference photos of acceptable vs. defective chrome finish for each defect type
- Maximum allowable defect counts per unit for minor defects
- Zero-tolerance rules for critical defects (cracking, delamination)
- Specific viewing distance and lighting conditions for the inspection
- Adhesion test requirements (cross-hatch or tape pull-off method)
On-Site Visual Inspection Methods
A thorough chrome plating inspection combines visual and physical testing. The inspector should:
- Examine each sample under controlled lighting — a minimum of 500 lux at the inspection surface, with the light source positioned at a 45-degree angle to minimize reflection interference
- Rotate the part slowly to catch defects that are only visible from specific angles
- Run a gloved finger across the surface to detect roughness, pitting, or edge buildup that might not be clearly visible
- Perform cross-hatch adhesion tests on a designated sample — scribing a grid pattern through the plating and applying adhesive tape to check for flaking
- Measure plating thickness at multiple points using a coating thickness gauge to confirm the chrome layer meets specification
Real-time inspection reporting is essential. When your inspector sends live updates and photos from the factory floor, you can make accept-or-reject decisions immediately rather than waiting days for a static PDF report. This is particularly valuable when the factory can rework defective units while the production line is still running.
Documentation and Reporting
Every inspection should produce a detailed report that includes:
- Defect count by type and severity, mapped against your AQL thresholds
- High-resolution photos of each defect category found
- Measurements of plating thickness at specified test points
- Adhesion test results with photo evidence
- Overall batch disposition recommendation: accept, reject, or conditional accept with rework
This documentation protects you in disputes with the supplier and creates a quality history you can track across production runs. If you are running a pre-shipment inspection, the report becomes the basis for your payment release decision.
Key Standards for Chrome Plating Quality
Several international standards define quality requirements for chrome plating. Referencing these in your purchase orders and inspection protocols gives both you and your supplier a shared, objective quality benchmark.
| Standard | Scope | Key Requirements |
|---|---|---|
| ASTM B177 | Hard chrome plating on steel | Thickness, adhesion, porosity testing |
| ISO 6158 | Electroplated coatings on ferrous materials | Minimum thickness, appearance, adhesion |
| ASTM B487 | Cross-section thickness measurement | Microscopic measurement of coating layers |
| ASTM B571 | Adhesion testing methods | Cross-hatch, bend, and tape tests |
| QQ-C-320B | Federal standard for chrome plating | Class 1 (decorative) and Class 2 (hard) types |
When writing your inspection protocol, reference the specific standard and class that applies to your product. For example, decorative chrome on bathroom fixtures would reference QQ-C-320B Class 1, while functional chrome on hydraulic cylinder rods would reference Class 2 with ASTM B177 thickness requirements.
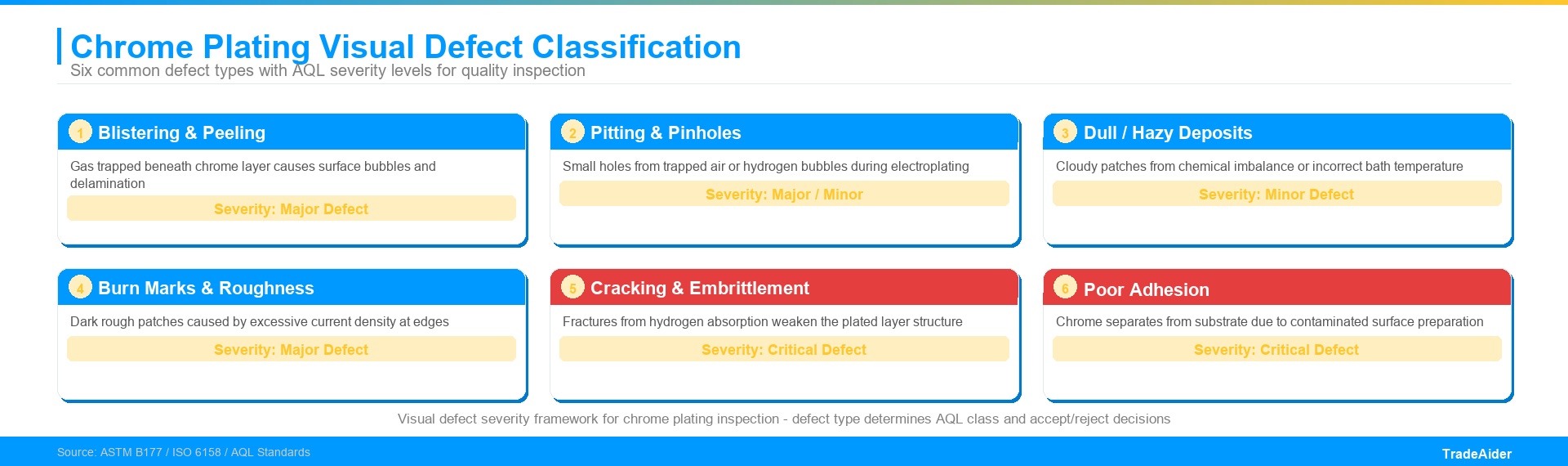
Visual defect severity framework for chrome plating inspection — defect type determines AQL class and accept/reject decisions
Common Questions
What is the most common defect in chrome plating?
Blistering is the most frequently reported visual defect in chrome plating, typically caused by inadequate surface preparation or contaminated plating baths. Pitting ranks second, often resulting from trapped hydrogen bubbles during the electroplating process. Both defects are readily detectable during a properly conducted visual inspection.
How do you inspect chrome plating quality?
Chrome plating inspection combines visual examination under controlled lighting (minimum 500 lux, 45-degree angle) with physical tests including cross-hatch adhesion testing and coating thickness measurement using a magnetic or eddy current gauge. The inspector examines each sample at a standardized viewing distance of approximately 45 cm, rotating the part to check all angles where reflective surfaces might hide defects.
What AQL level should I use for chrome-plated parts?
For chrome-plated consumer products, a common starting point is AQL 1.0 for critical defects (cracking, delamination), AQL 2.5 for major defects (visible blistering, burn marks), and AQL 4.0 for minor defects (isolated pitting, localized haze). Adjust these based on your product's price point and your tolerance for visible imperfections — automotive exterior parts may require tighter levels than internal hardware components.
Can chrome plating defects be reworked?
Some defects can be reworked by stripping the chrome layer and re-plating the part, but this is expensive and introduces additional risk. Reworked parts often show higher rates of pitting and adhesion problems on the second pass. For high-value consumer products, it is generally more cost-effective to reject defective units and have the manufacturer address the root cause rather than rework individual pieces.
Protecting Your Chrome-Plated Shipments
Visual defects in chrome plating are not random — they follow patterns tied to process control at the plating facility. Blistering points to cleaning failures. Pitting indicates bath contamination. Burn marks reveal current density problems. When your inspector identifies these defects, you are not just catching bad parts — you are diagnosing what needs to change at the factory.
TradeAider provides on-site pre-shipment inspection in China at $199 per man-day, with real-time reporting so you can see inspection results and defect photos as they happen. Whether you are importing chrome-plated bathroom fixtures, automotive trim, or industrial hardware, having trained inspectors at the factory before your goods ship is the most cost-effective quality control investment you can make.
Schedule your inspection to protect your next shipment of chrome-plated products.

مقالات ذات صلة



نمِ عملك مع خدمة TradeAider
انقر على الزر أدناه للدخول مباشرة إلى نظام خدمة TradeAider. الخطوات البسيطة من الحجز والدفع إلى تلقي التقارير سهلة التشغيل.
