- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

A makeup brush that sheds bristles onto a customer's face isn't just a quality problem—it's a one-star review waiting to happen, a potential return avalanche, and a reputational risk that compounds with every unit that leaves the factory. Yet shedding remains the single most common complaint in makeup brush imports from China, and it's almost always preventable if the right tests are applied at the factory before shipment. This guide walks through exactly how a professional China inspection service evaluates makeup brushes for shedding, handle integrity, and compliance with international safety requirements—and what you need to specify in your inspection plan to catch problems before they reach your customers.
Key Takeaways
- Bristle shedding almost always traces back to ferrule assembly errors—specifically the wrong amount of adhesive or inadequate crimp force during production.
- A proper on-site inspection for makeup brushes includes both a dry pull test and a wet wash simulation to catch shedding that only appears after a brush is first cleaned.
- EU importers must verify that brush handle coatings and ferrule materials comply with the EU Nickel Directive and Cosmetics Regulation 1223/2009 before goods ship.
Why Shedding Is the #1 Complaint in Makeup Brush Imports
Bristle shedding in makeup brushes is a structural problem, not a materials problem. The bristles themselves—whether natural goat hair, synthetic PBT fiber, or Taklon—rarely fail on their own. The failure point is almost always at the ferrule: the small metal collar that clamps or bonds the bristle knot to the handle. When the ferrule fails to grip, bristles pull free during normal use or the first wash, and no amount of high-quality fiber can compensate.
Ferrule Crimping vs Gluing: The Structural Difference
Premium makeup brushes use double-crimp ferrules, where a machine applies controlled mechanical pressure to deform the ferrule metal around the bristle knot, creating a physical grip that holds without adhesive. Tensile, bend, and friction tests are the standard quality checks applied to validate this connection, verifying that the bristles can withstand repeated use without pulling free. Lower-cost brushes rely primarily on adhesive to bond the bristle bundle inside the ferrule—a method that works when glue is applied in exactly the right quantity, but fails at scale when factory workers apply too little (bristles fall out) or too much (glue seeps into the bristle base and makes the brush stiff and difficult to blend).
During a Pre-Shipment Inspection (PSI), the inspector examines a random AQL sample of brushes and checks the ferrule area for three visible indicators of assembly quality: visible glue residue on the outside of the ferrule (suggests overflow that will harden and interfere with bristle movement), gaps between the ferrule and the bristle base (suggests under-application of adhesive), and wobble when the ferrule is grasped and rotated lightly (suggests inadequate crimp depth or adhesive cure).
How Glue Quantity Errors Cause Shedding at Scale
Chinese brush factories typically use either water-based or epoxy adhesives to bond bristle knots inside ferrules. Both work reliably when dispensed in the correct quantity, which is usually controlled by pneumatic glue guns calibrated to a specific output per application. The problem in bulk production is calibration drift: as the glue gun is used over multiple shifts, output pressure can decline, resulting in systematically under-glued brushes across an entire production run—not just a few defective units. A factory that passed its initial golden sample validation can fail on an identical brush from the bulk run six weeks later purely because of equipment drift. This is one of the main reasons why During-Production Inspection (DPI) is valuable for brush orders: catching glue equipment calibration issues at 20–30% production completion is far less expensive than discovering them at pre-shipment.
The Bristle Shedding Test: What Inspectors Actually Do
A professional inspection for bristle shedding uses two complementary tests: an on-site mechanical pull test and a simulated wash cycle. Neither test is destructive for the individual brush being tested, and together they catch the two main failure scenarios—shedding from initial mechanical stress, and shedding that only appears after the brush is first wet-cleaned by the consumer.
The On-Site Pull Test Protocol
The standard on-site pull test is straightforward: the inspector holds the brush handle in one hand and uses the other to firmly grip the outer bristle bundle near the ferrule, applying a consistent pull force perpendicular to the handle. A structured 7-minute test protocol covers shedding, softness, application, and shape retention as the key performance factors. For a pass/fail pull test, the generally accepted threshold is that no bristles should shed during a controlled pull at a force representative of normal consumer handling—roughly 2–3N for eye brushes and 4–5N for larger powder or foundation brushes. Any shedding during the dry pull test is classified as a major defect. For formal lab validation, load-cell tensile testers with custom brush fixtures apply precisely measured pull forces and generate quantifiable results for technical documentation and regulatory files.
Wash Cycle Shedding Simulation
Many brushes that pass the dry pull test shed heavily after the first wash, because water softens the adhesive cure and allows the bristle knot to shift inside the ferrule. Inspectors test for this by submerging the bristle head of a sample brush in room-temperature water for 60–90 seconds, then repeating the pull test. Brushes that shed during the wet pull test are classified as a major defect even if they passed dry, because the consumer's first washing experience will produce visible shedding. The inspector also checks whether the ferrule shows any signs of rust or surface degradation after brief water exposure—a sign of inadequate ferrule coating that will accelerate visible corrosion during the product's use life. Hot water is deliberately avoided in this test because, as industry guidance consistently notes, hot water can melt the adhesive bonding the bristles regardless of quality level, so it does not produce a fair pass/fail signal.
Handle Quality Tests During China Inspection
The handle is the second most common source of buyer complaints after shedding. Handle defects include paint peeling or chipping during use, finish inconsistency across units (a batch of rose gold handles where some are noticeably more pink or more metallic than others), and structural issues like cracking in wooden handles when exposed to cleaning products. A well-structured inspection checklist addresses all three categories.
Surface Finish and Adhesion Checks
For painted or coated handles, the inspector performs a tape adhesion test: a strip of standard adhesive tape is pressed firmly against the handle surface for 60 seconds, then peeled away at a 90-degree angle. Any paint or finish that transfers to the tape is a major defect—it indicates that the lacquer adhesion to the substrate (wood, plastic, or aluminum) is insufficient and will peel during normal consumer use and cleaning. The inspector also performs a scratch test by pressing a fingernail at a defined angle against the handle surface and evaluating whether the coating marks or deforms. For handles with metallic electroplating or hot-stamped logos, a separate logo adhesion test—usually tape pull over the logo area—confirms that the printed branding will survive repeated handling. Cross-hatch adhesion tests and tape pull tests are standard methods for verifying coating bond strength on ferrule and handle surfaces.
Drop Test and Structural Integrity
Wooden handles are particularly susceptible to cracking when dropped, because the joint between the handle and the ferrule concentrates impact stress. Inspectors verify structural integrity by rolling the handle across a flat surface to confirm it is straight (warped or bowed handles from improper drying or wood grain are common), and by checking the ferrule-to-handle joint for any visible gap or play. For an Amazon FBA seller, where products are shipped through fulfillment networks and may experience multiple drops before reaching the consumer, handle straightness and joint integrity are high-priority checks that directly affect listing ratings. A standard drop test drops a sample brush from 90cm onto a hard surface in three orientations (ferrule-first, handle-end-first, and side), checking for cracks, splitting, or ferrule detachment after each drop.
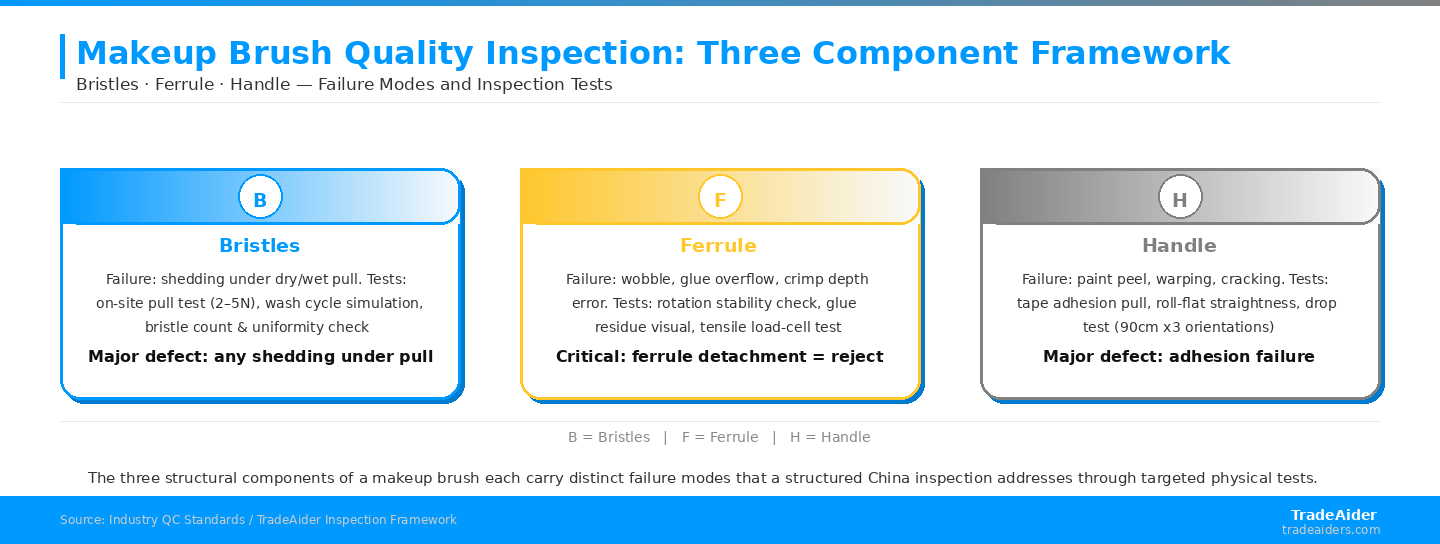
The three structural components of a makeup brush—bristles, ferrule, and handle—each carry distinct failure modes that a structured China inspection addresses through targeted physical tests.
Compliance Notes for EU and US Markets
Makeup brushes sold in the EU and US are subject to chemical safety requirements that go beyond the physical quality tests described above. The table below summarizes the key regulatory touchpoints that importers should verify before clearing shipment from China:
| Requirement | Market | Key Detail |
|---|---|---|
| EU Cosmetics Regulation 1223/2009 | EU | Cosmetic tools in prolonged skin contact fall under scope; requires Responsible Person and CPNP notification |
| EU Nickel Directive (REACH Annex XVII) | EU | Ferrule and handle metallic surfaces in prolonged contact must release ≤0.5 µg/cm²/week of nickel |
| ISO 22716 GMP compliance | EU / Global | Factory must demonstrate Good Manufacturing Practices for cosmetic tool production |
| Proposition 65 (California) | US (CA) | Lead in handle paints and coatings must be tested; warning label required if above threshold |
| Cruelty-free certification (if claimed) | US / EU / AU | Natural bristle sourcing documentation required if "cruelty-free" or "vegan" is claimed on packaging |
| Heavy metals in handle coatings | EU / US | Lead, arsenic, cadmium, mercury prohibited as deliberate ingredients; trace amounts must be minimized |
These compliance points are separate from the physical inspection and require lab test reports from a certified testing laboratory. A full EU cosmetics testing scope for brushes includes microbiological, chemical, and physical property assessments. For US importers, California Proposition 65 chemical testing is the primary compliance risk, particularly for painted wooden handles manufactured with industrial pigments. The EU Nickel Directive limits nickel release to 0.5 µg/cm²/week for accessories in prolonged skin contact—a requirement that affects plated ferrules and any metallic handle components. Importers should request lab test certificates from their factory or arrange independent testing before the first shipment to a new market.
Practical Example: A Beauty Brand's Brush Inspection Scenario
Consider a Shopify beauty brand sourcing a 12-piece makeup brush set—including powder, foundation, contour, blending, and eye detail brushes—from a Shenzhen manufacturer. Their order quantity is 3,000 sets, all with wooden handles in a matte rose gold finish, aluminum ferrules, and a mix of natural goat hair and synthetic fiber bristles. This order has several distinct risk points: natural hair bristles require careful knot preparation and glue dosing calibration that differs from synthetic fiber; the matte lacquer finish on wood handles is prone to adhesion failure if the wood moisture content was not controlled before painting; and the mix of natural and synthetic bristles within a single set means the glue bonding parameters must be adjusted per brush type.
A structured inspection plan for this order would include a DPI at 25% production to verify glue gun calibration across both brush types, a golden sample confirmation for the rose gold handle finish color consistency, and a PSI covering: on-site pull test on a sample drawn from each brush type in the set, wet wash simulation for a subset of the ferrule-most-critical brushes (the eye detail and contour brushes with the smallest ferrule diameter), tape adhesion test on the matte lacquer finish, and a visual check for glue residue and ferrule-to-handle joint quality. The lab test package should include nickel migration testing from the aluminum ferrules and lead content testing from the handle paint—both required before this product can be listed on EU marketplaces. TradeAider's inspection team can validate the factory's glue calibration setup and golden sample approval before mass production commits to materials. For a complete overview of how PSI fits into the broader quality workflow, TradeAider's inspection standard documentation covers defect classification and AQL thresholds for cosmetic accessories. Use TradeAider's AQL calculator to confirm your sample size.
FAQ
How much bristle shedding is acceptable in a makeup brush shipment?
Zero bristles should shed during a controlled on-site pull test at the force levels representing normal consumer use. Shedding under mechanical pull or wet simulation is always classified as a major defect because it directly causes the product to fail at its core function. If your AQL for major defects is set at 2.5, even a small amount of shedding in the inspection sample can trigger rejection of the full shipment lot. The only acceptable "shedding" is the release of one or two loose bristles that were not fully integrated into the knot during assembly—these are visible on the surface of a new brush and are considered a minor cosmetic defect if they come out on first handling, provided no further shedding occurs. Specify this distinction clearly in your inspection checklist so the inspector classifies correctly.
Is a crimped ferrule always better than a glued one for preventing shedding?
Crimping is mechanically more reliable than gluing when done correctly, because the hold does not depend on adhesive cure conditions. However, a well-glued brush with the correct adhesive quantity and cure time can achieve equivalent performance to a lightly crimped one—and most mid-market brushes use a combination of both. The critical variable is production consistency: glue-only ferrules are more susceptible to batch-to-batch variation in adhesive quantity, while crimp-only ferrules can fail if the crimp machine pressure is incorrectly calibrated. Your inspection checklist should specify the ferrule type used on your approved golden sample and require that the inspector verifies the factory is using the same assembly method on bulk production, not substituting methods to save cost.
What should I do if my makeup brush shipment fails the shedding inspection?
A failed shedding inspection gives you several practical options before the shipment leaves China. If only a subset of brush types in your order failed—common when shedding is tied to a specific ferrule size or bristle type—you can request a partial acceptance and rework of the failed subset, with a re-inspection after rework to verify. If the shedding issue is systemic across all brush types, it usually indicates a glue equipment calibration problem or a batch of incorrectly specified adhesive, and a full production hold followed by re-gluing and re-crimping is the appropriate corrective action. Never accept a failed shedding shipment on the basis that "a few shedding brushes are normal"—the failure rate visible in a standard AQL sample likely understates the prevalence in the full production lot. 2025 EU Safety Gate alerts for cosmetics highlight that physical defects in cosmetic tools are increasingly triggering market withdrawal actions, making pre-shipment correction far less costly than post-market remediation.

Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
