- Über uns

- Unsere Dienstleistungen
- Ihre Branche
- Ressourcen
- Nachrichten & Blog

A During-Production Inspection, or DPI, checks goods while production is still underway so the buyer can detect process problems before the final lot is packed. DPI is worth adding to PSI when defects would be expensive to discover at the end, when the supplier is new, when production is complex, or when previous PSI reports showed repeatable process drift.
Pre-Shipment Inspection is the final release gate, but it happens late. By PSI timing, most goods are already finished and packed. If the report fails, the buyer may still correct the lot, but correction can be slower, more expensive, and more politically difficult because the supplier expected shipment. DPI creates an earlier checkpoint.
A DPI does not replace PSI. It answers a different question. PSI asks whether the finished shipment should be released. DPI asks whether production is moving in the right direction before the buyer reaches that final decision. The best control plan uses DPI when early process evidence matters and PSI when final release evidence matters.
- DPI timing: production is underway and enough units exist to reveal process quality.
- DPI purpose: catch drift, wrong materials, workmanship issues, or packing setup before completion.
- PSI purpose: verify finished goods before shipment release.
- Best use: add DPI when final failure would be costly or predictable from earlier signals.
The Direct Answer
Add DPI when you need time to correct production before the final PSI, not when you only need a finished-lot release decision.
TradeAider's During Production Inspection service fits the middle of the production process, when the buyer wants evidence of workmanship, materials, quantity progress, packaging setup, and early defect patterns before the full lot is finished.
The final shipment still needs Pre-Shipment Inspection when the buyer must decide whether to release completed goods. TradeAider defines PSI timing around 100% of order quantity completed and at least 80% packed for export, which is later than the DPI window.
The easiest way to decide is to ask whether an early visit can change the outcome. If the answer is yes because the factory can correct materials, tools, assembly, packaging, or instructions before mass completion, DPI may be worth adding. If nothing meaningful can change until the lot is finished, PSI may be enough.
DPI vs PSI Compared
DPI protects production direction; PSI protects shipment release.
| Control Point | During Production Inspection (DPI) | Pre-Shipment Inspection (PSI) | Buyer Decision |
|---|---|---|---|
| Timing | During manufacturing, before all goods are complete | After completion and mostly packed | Early correction vs final release |
| Main question | Is production on track? | Should this shipment leave? | Process control vs release gate |
| Best evidence | Materials, workmanship trend, line setup, early packing, progress | Quantity, AQL result, finished goods, labels, cartons | Root cause vs lot acceptance |
| Supplier leverage | High because correction can happen before mass completion | Still useful, but later | Prevent defects vs contain defects |
| When to use | New supplier, complex product, repeat failures, tight launch risk | Most meaningful finished shipments | Add DPI when final failure is too late |
This comparison is why DPI should not be treated as a luxury add-on. In the right order, it may prevent a failed PSI or reduce the amount of rework needed at the end. In the wrong order, it may add cost without changing the buyer's decision. The buyer should use risk, not habit, to decide.
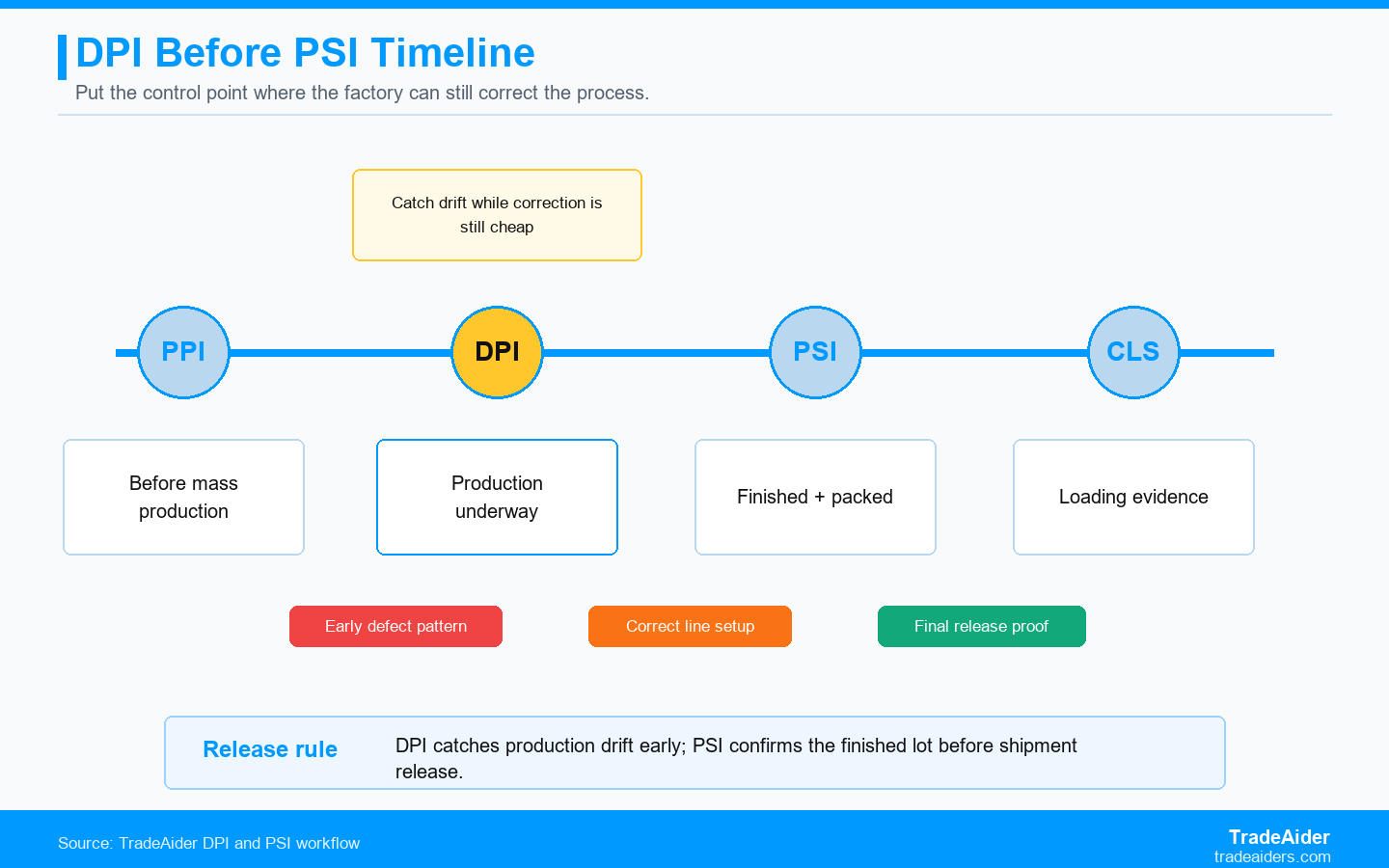
DPI catches production drift early; PSI confirms the finished lot before shipment release.
When DPI Is Worth Adding
DPI is worth adding when early evidence can prevent a late failure.
The first trigger is a new supplier. A factory may look capable during quotation but still misunderstand the buyer's tolerance, label rules, component standard, or assembly sequence. A DPI gives the buyer a mid-production reality check before the whole order is finished the wrong way.
The second trigger is product complexity. Electronics, assembled goods, kits, textiles with measurements, furniture, packaging-heavy products, and products with many accessories all create process risk. A final inspection can catch defects, but a DPI can identify whether the defect pattern is forming while the factory can still adjust.
The third trigger is repeated PSI failure. If every final inspection finds loose screws, color drift, missing inserts, weak glue, or wrong barcode placement, the problem is not the final inspection. The problem is the process that creates the defect. DPI moves the control point closer to the root cause.
The fourth trigger is tight launch timing. If the buyer cannot afford a failed PSI close to shipment, an earlier DPI may be cheaper than emergency sorting, missed vessel space, or delayed marketplace launch. The earlier the defect is found, the more options the buyer has.
When DPI May Not Be Necessary
DPI is not always the right spend; some orders only need final release evidence.
A repeat order from a stable supplier with a simple product, unchanged packaging, low defect history, and low correction cost may not need DPI. In that case, a well-scoped PSI may be enough to support shipment release. The buyer should not add inspections just because more control sounds safer.
DPI may also be weak if too little production has started. If the factory has only made a few trial units, the visit may look more like a sample review than a production inspection. The buyer should choose a timing point where enough units exist to reveal real process behavior.
Finally, DPI is not a substitute for lab testing or compliance documentation. It can observe materials, workmanship, and process conditions, but it does not replace required certification, chemical tests, electrical safety tests, or market-specific compliance evidence.
How To Time A DPI Visit
DPI timing should be late enough to show real production and early enough to change the process.
A DPI that happens too early may only confirm that the factory has started. The inspector may see pilot units, first packed samples, or incomplete line setup, but not enough finished work to judge process stability. That can still be useful if the buyer's concern is material arrival or first-article setup, but it is not a full during-production quality signal.
A DPI that happens too late begins to look like a weaker PSI. If most goods are already packed, the factory may have limited ability to correct the root cause without unpacking, sorting, or reworking large quantities. The visit can still document risk, but it has lost some of the early-control advantage.
For many orders, the best DPI window is when a meaningful portion of production is completed and the factory is still actively producing the remaining quantity. At that point, the inspector can check finished units, work-in-process goods, line controls, packing setup, and whether early defects are repeating. The buyer should ask the supplier for production percentage, daily output, and packing status before scheduling.
| DPI Timing | What The Inspector Can Learn | Main Limitation | Best Use |
|---|---|---|---|
| Very early | Material arrival, first pieces, setup condition | May not show stable mass production | High-risk material or first-article concern |
| Mid-production | Workmanship trend, process drift, packing setup, defect pattern | Not all SKUs may be complete | Most useful DPI window |
| Late production | Nearly finished lot and remaining process issues | Correction is harder | Emergency risk check before PSI |
| After packing | Finished goods evidence | This is closer to PSI than DPI | Use PSI instead when release is the real question |
The timing rule should be written into the booking conversation. Instead of asking for DPI on a date only, ask for DPI when production has reached the target percentage and enough SKUs are available to represent the order. That makes the visit more meaningful.
Where TradeAider Fits In DPI Planning
TradeAider fits by helping the buyer decide whether the risk belongs earlier than PSI.
TradeAider can support DPI when the buyer wants to verify production progress, identify defect patterns, confirm that the factory is following approved samples and specifications, and give corrective feedback before the full lot is packed. The relevant service is During Production Inspection.
If the buyer is still assessing supplier capability before placing or scaling orders, a factory audit may be more relevant. If the buyer only needs final shipment release evidence, PSI may be the better starting point. For loading evidence after acceptance, Container Loading Supervision answers a different final-logistics question.
The business fit is sequencing. TradeAider helps the buyer put the control point where the risk can still be changed: audit before supplier selection, DPI during production, PSI before shipment, and loading supervision when accepted goods enter the container.
SPAR Scenario: DPI Prevented A Failed PSI
The buyer caught the defect pattern while the factory still had time to fix the line.
Situation: A US importer orders 9,000 adjustable laptop stands from a new supplier. The product has hinges, rubber pads, printed instructions, and retail packaging.
Problem: The buyer's previous supplier had repeated loose-hinge defects at PSI. The new supplier says it has improved tooling, but the buyer cannot risk finding the same issue after all goods are packed.
Action: The buyer books TradeAider DPI when production is underway. The inspector finds early hinge torque variation and missing rubber-pad checks on the packing line. The supplier adjusts the fixture and adds a line-side check before mass packing continues.
Result: The final PSI still happens, but it no longer carries the whole burden of discovering the issue. DPI turns a likely final failure into an early correction.
Action Card: Decide Whether To Add DPI
Add DPI when the earlier visit changes what the factory can still correct.
- Add DPI for new suppliers, complex products, repeat PSI failures, tight launch deadlines, or high rework cost.
- Do not add DPI automatically for stable repeat orders with simple products and low defect history.
- Schedule DPI when enough production exists to show real process behavior.
- Send the approved sample, spec, known defect history, and process risks before the visit.
- Still use PSI for final shipment release when the finished lot matters.
After a DPI, the buyer should update the final PSI checklist. If DPI finds a weak label station, PSI should verify labels carefully. If DPI finds loose assembly, PSI should include that function check. The two inspections work best when the first one informs the second.
The supplier should also receive a short corrective-action note after DPI. It should name the defect, the likely process cause, the required correction, the responsible factory contact, and the evidence expected at PSI. Without that note, DPI findings can become interesting observations instead of production control and repeatable supplier discipline.
That note should be saved with the final PSI report so the buyer can see whether early correction actually survived into finished goods.
If you are unsure whether DPI is worth adding, send TradeAider the product type, supplier history, production schedule, previous defects, launch deadline, and final payment plan. The next step is to ask TradeAider whether DPI should be added before PSI for this order.
Frequently Asked Questions
Does DPI replace PSI?
No. DPI checks production while it is underway. PSI checks the finished lot before shipment release. Many high-risk orders use both.
When should DPI happen?
DPI should happen when enough production is completed to show real process quality, but early enough that the factory can still correct problems before the full lot is packed.
Is DPI useful for repeat orders?
Yes, when repeat orders show repeated defects, packaging changes, component changes, or supplier process drift. Stable low-risk repeat orders may only need PSI.
Can DPI check compliance?
DPI can check visible compliance-related details such as labels, warnings, and approved components, but it does not replace lab testing or certification evidence.
Verwandte Artikel



Erweitern Sie Ihr Unternehmen mit TradeAider Service
Klicken Sie auf die Schaltfläche unten, um direkt in das TradeAider Service System zu gelangen. Die einfachen Schritte von der Buchung und Zahlung bis zum Erhalt der Berichte sind leicht zu bedienen.
