- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

A first-time China importer quality mistake is any missing control point that lets supplier selection, specifications, production, inspection, payment, or loading move ahead without enough evidence. Most expensive first-order problems are not caused by one dramatic failure; they are caused by several small unchecked assumptions.
First-time importers often focus on price, sample appearance, and shipping date. Those are important, but they do not control quality by themselves. A low unit price does not prove supplier capability. A good sample does not prove mass production. A friendly supplier message does not prove the packed lot matches the order. A shipping deadline does not make defects disappear.
The first order is the most fragile order because both sides are still learning. The buyer is learning how the supplier communicates, how closely the factory follows instructions, whether packaging files are controlled, and whether production can repeat the sample. The supplier is learning how strict the buyer is. If the buyer leaves inspection rules vague, the supplier may assume the buyer will accept factory-standard quality.
The safest first-order habit is to build a simple control sequence: verify the supplier, define the product, approve the sample, inspect production at the right stage, hold release until evidence is reviewed, and verify correction before shipment when findings fail. TradeAider supports that sequence through factory audit, Pre-Production Inspection, During Production Inspection, Pre-Shipment Inspection, reinspection, and container loading evidence.
The Direct Answer
The biggest first-time importer mistake is treating sourcing as a purchase order task instead of an evidence-controlled quality process.
The U.S. International Trade Administration's due diligence guidance encourages companies to evaluate foreign partners carefully before committing. For importers, that means supplier verification is not administrative decoration. It is the first quality-control decision. A supplier that cannot control materials, process, packaging, or documentation can turn a good-looking quote into a bad shipment.
TradeAider's Pre-Shipment Inspection is designed to check finished goods before final payment and shipment release, when 100% of the order is completed and at least 80% is packed. That is the final release gate. But first-time importers should not wait until PSI to create the quality plan. Specifications, sample control, AQL rules, packaging files, and supplier readiness should be prepared earlier.
The following ten mistakes are ranked by how often they damage first orders and how directly they can be prevented with practical inspection discipline.
Top 10 First-Time Importer Mistakes
| Rank | Mistake | Control That Prevents It |
|---|---|---|
| 1 | Choosing a supplier before verifying capability | Factory audit, business-license check, production-capacity review |
| 2 | Sending a vague product spec | Written specification, approved sample, packaging files, defect tolerances |
| 3 | Treating a golden sample as production control | Sample control file and production checklist |
| 4 | Skipping supplier audit on the first order | Factory audit before deposit or before scaling volume |
| 5 | Paying final balance before inspection | PSI before final payment and shipment release |
| 6 | Booking PSI too late | Inspection window before loading pressure and before final packing closes |
| 7 | Using no AQL or defect classification | Critical, major, minor limits agreed before inspection |
| 8 | Forgetting labels, cartons, and manuals | Packaging and marking checklist for destination market |
| 9 | Accepting supplier rework without reinspection | Corrective action plus verified reinspection |
| 10 | Loading under schedule pressure | Release gate before container loading and optional loading supervision |
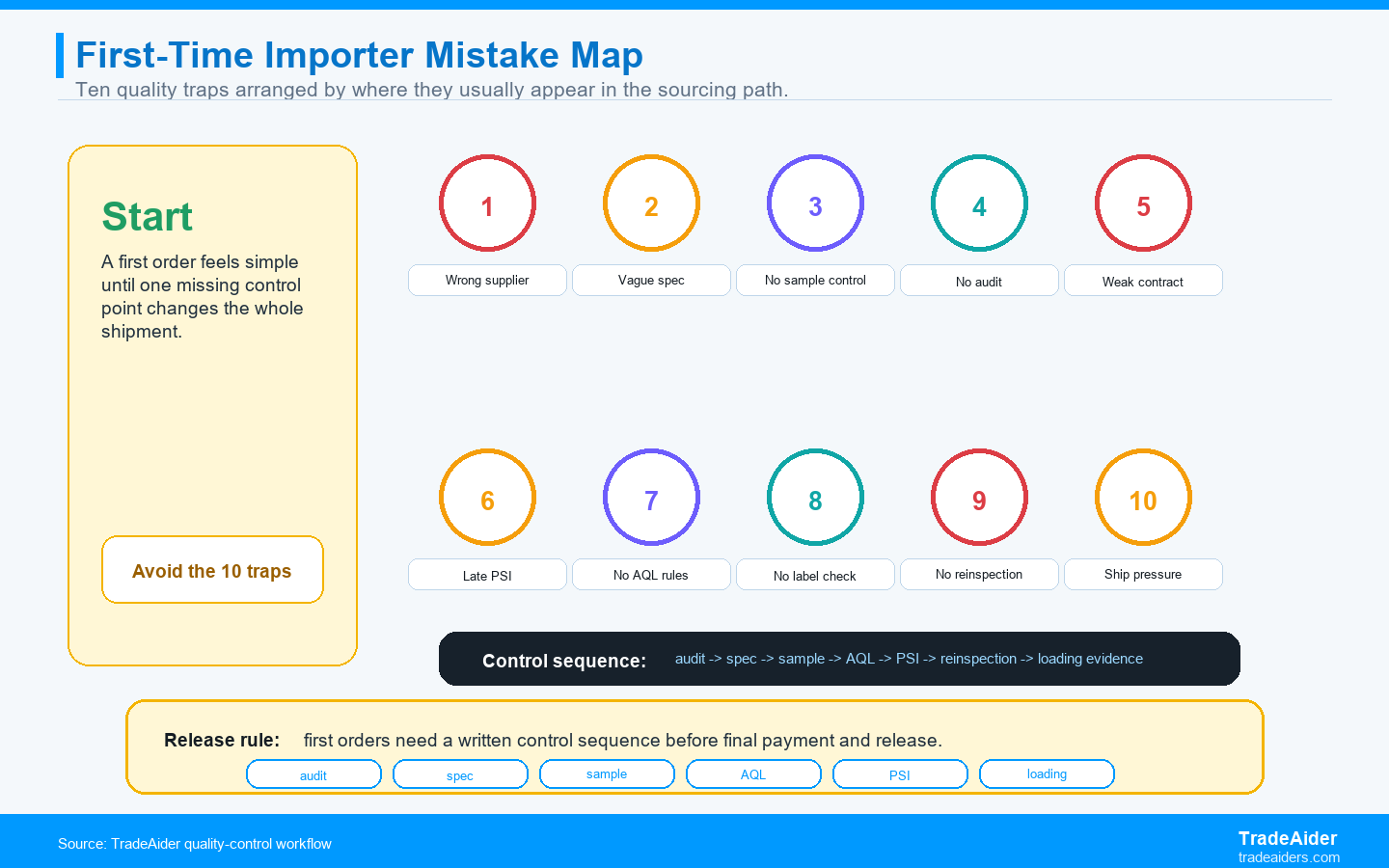
The safest first-order path is a sequence of evidence gates, not a rush from sample approval to shipment.
How These Mistakes Usually Combine
First-order failures usually come from linked gaps, not isolated mistakes.
A buyer may start with a vague specification, then approve a sample without converting it into measurable production criteria. Because the spec is weak, the supplier uses its own factory standard. Because the buyer does not define AQL or defect severity, the inspection result becomes hard to interpret. Because the PSI is booked late, the buyer has no time for rework. By the time the goods are ready to load, the buyer feels trapped between shipping a risky lot and missing the launch window.
This chain is why first-time importers should set controls before production starts. The supplier should know what the buyer will inspect, which defects are unacceptable, when final payment depends on evidence, and what happens if the shipment fails. A clear sequence does not make the buyer difficult. It makes the order easier for the supplier to execute correctly.
The goal is not maximum inspection at every point. The goal is to place the right inspection where the next commercial decision happens. Audit protects supplier selection. PPI protects setup. DPI protects process drift. PSI protects release. Reinspection protects correction. Loading supervision protects the handoff into transit.
#1 Choosing A Supplier Before Verifying Capability
Many first-time importers choose the supplier with the best quote, fastest reply, or nicest sample photos. That is understandable, but it is not supplier qualification. A factory may be a trading company, may subcontract production, may lack test equipment, or may be strong in one product but weak in another.
A factory audit or structured supplier review checks business legitimacy, production capability, quality system, equipment, incoming-material control, and final inspection habits. It does not guarantee perfect production, but it lowers the chance that the buyer places a first order with a supplier that cannot actually control the SKU.
#2 Sending A Vague Product Specification
A vague product spec forces the factory to guess. Words like premium, strong, smooth, retail quality, or same as sample are not enough. The supplier needs dimensions, tolerances, materials, colors, finish rules, packaging files, label placement, barcode data, carton marks, function steps, and defect examples.
The inspection checklist should be written before production, not invented after defects appear. If the buyer wants the inspector to check a special accessory, warning label, assembly step, or measurement tolerance, that requirement must be visible in the spec.
#3 Treating A Golden Sample As Production Control
A golden sample is useful, but it is not a production system. Samples are often made carefully, sometimes with better materials or more attention than mass production receives. The sample must be converted into measurable requirements that can be checked on the production floor and in the packed lot.
Keep a sample-control file with photos, measurements, materials, packaging, approved deviations, and unacceptable defects. Send the same file to the supplier and inspector so everyone judges production against the same reference.
#4 Skipping Supplier Audit On The First Order
New buyers sometimes think an audit is only for large corporate programs. In reality, a small first order can still expose the buyer to late shipment, poor production control, hidden subcontracting, or weak material handling. The audit question is simple: can this supplier make and control this order?
Use audit before deposit when the supplier is new, the SKU is complex, the order is high value, the destination market is strict, or the buyer cannot tolerate a failed first shipment. For low-risk repeat orders, inspection intensity can be adjusted later.
#5 Paying Final Balance Before Inspection
Final payment changes leverage. Once the supplier has the balance and the shipment is moving, correction becomes a negotiation instead of a release condition. The buyer may still complain, but the supplier has less commercial pressure to sort, rework, replace, or relabel.
Make PSI a release gate before final balance. The report does not need to create conflict. It gives both sides a factual basis for approval, correction, reinspection, or shipment hold.
#6 Booking PSI Too Late
Late PSI is one of the most common first-order mistakes. The buyer waits until the supplier says the goods are ready, the forwarder is pushing the loading date, and the final payment invoice is already open. If the report fails, there may be no time to fix the problem.
Book the inspection window early enough to leave correction time. For most orders, reserve the PSI several days before the planned inspection date and keep at least one practical buffer before loading.
#7 Using No AQL Or Defect Classification
If the buyer does not define critical, major, and minor defects, every finding becomes a debate. The supplier may call a defect normal. The buyer may call everything unacceptable. The inspector may lack a clear standard for pass or fail.
Use AQL sampling and written defect classification. Critical defects usually relate to safety, legal, or severe usability risk. Major defects affect function, saleability, durability, or customer satisfaction. Minor defects are smaller deviations that still matter if they exceed the agreed limit.
#8 Forgetting Labels, Cartons, And Manuals
First-time importers often focus on the product body and forget packaging. But marketplaces, retailers, customs reviewers, and customers often encounter the label, barcode, carton mark, manual, warning, or insert before they judge the product itself.
Send final packaging artwork, barcodes, manuals, warnings, carton marks, and label placement requirements before inspection. The PSI checklist should verify the packed shipment, not only the loose product.
#9 Accepting Supplier Rework Without Reinspection
A supplier photo can show that one defect was corrected. It does not prove the whole affected lot was corrected. When the first PSI fails, the buyer needs a correction plan and sometimes a reinspection before release.
Use reinspection when the failed issue affects shipment acceptance. Reinspection should focus on the failed findings plus any secondary risks created by rework, such as repacking damage, mixed labels, or missing accessories.
#10 Loading Under Schedule Pressure
A vessel cut-off can pressure buyers into accepting weak evidence. Schedule pressure is real, but it should not replace the release decision. A missed vessel may be cheaper than importing a defective, mislabeled, or poorly packed lot.
Use a final release gate before loading. If product quality has passed and transit evidence matters, add container loading supervision to document container condition, loading quantity, carton condition, loading sequence, and seal number.
SPAR Scenario: The First Order That Needed Three Controls
The buyer did not have one problem; the buyer had a missing control sequence.
Situation: A U.S. marketplace seller places a first order for 3,000 storage baskets from a new Zhejiang supplier. The sample looks good, and the quote is lower than the buyer expected.
Problem: The buyer sends only sample photos and a short purchase order. There is no packaging checklist, no barcode file control, no AQL standard, and no PSI booking until the forwarder asks for loading confirmation.
Action: TradeAider reviews the order and recommends a late but still useful PSI. The inspection finds carton-mark errors, mixed barcode versions, and a higher-than-expected cosmetic defect rate. The buyer holds final payment, requests sorting and relabeling, and books reinspection.
Result: The shipment is delayed, but the buyer avoids an arrival-side relabeling project. For the reorder, the buyer adds a written spec, approved packaging file, AQL limits, and a PSI window before final balance.
Action Card: First-Time Importer Quality Plan
The first order should teach the buyer how the supplier behaves before volume scales.
- Verify the supplier before deposit when the order is meaningful.
- Turn the approved sample into a written product and packaging specification.
- Define critical, major, and minor defects before inspection.
- Book PSI before final balance and before loading pressure begins.
- Use reinspection when failed findings require verified correction.
- Add loading supervision when container evidence matters.
If this is your first China order, send TradeAider the supplier details, product photos, sample status, PO, packaging files, order quantity, production timeline, and payment terms. The next step is to ask TradeAider to build a first-order inspection plan before final payment.
Frequently Asked Questions
What is the biggest mistake first-time China importers make?
The biggest mistake is releasing production, payment, or shipment without enough evidence that the supplier, product specification, packed lot, and inspection standard are under control.
Do first-time importers need a factory audit?
A factory audit is strongly recommended when the supplier is new, the order is high value, the product is complex, or the buyer needs evidence of supplier capability before deposit or scaling.
Can a good sample replace pre-shipment inspection?
No. A good sample proves what one unit can look like; PSI checks whether the finished shipment matches the approved requirements before release.
When should first-time importers book PSI?
Book PSI before final payment and shipment release, with enough time left for rework or reinspection if the result fails.
Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
