- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog
Industrial products quality inspection should verify the actual mechanical or equipment lot against drawings, dimensions, function, guarding, fasteners, labels, documentation, finish, accessories, packaging, and AQL defect rules before shipment. For industrial importers, the risk is not only a cosmetic defect; a wrong dimension, missing guard, weak weld, loose fastener, incorrect voltage label, or damaged crate can make the product unsafe, unusable, or expensive to install.
Industrial products cover a broad range: small machinery, workshop equipment, metal frames, pumps, hoists, valves, motors, fixtures, carts, stands, enclosures, brackets, mechanical assemblies, and equipment accessories. These products usually have more installation and use risk than ordinary consumer goods. They may have moving parts, load points, electrical interfaces, sharp edges, welded joints, rotating elements, guards, fasteners, warning labels, and heavy packaging.
A useful inspection plan starts with product files. The buyer should provide drawings, approved sample photos, bill of materials, critical dimensions, functional requirements, labeling, manual, packing method, crate drawings, destination requirements, and known defect history. Without those files, the inspector can only make a surface-level judgment, which is not enough for mechanical and equipment shipments.
- Mechanical fit: dimensions, tolerances, hole positions, thread, alignment, mating parts, fasteners, and assembly.
- Function and safety clues: movement, load points, guards, pinch points, sharp edges, switches, labels, and manual match.
- Finish and durability: weld, coating, rust, burrs, cracks, deformation, corrosion clues, and transit protection.
- Decision rule: combine AQL with buyer-defined critical checks for dimensions, guards, labels, fasteners, and crate protection.
The Direct Answer
Mechanical and equipment importers should use AQL for sampled defect judgment, then add special inspection checks for dimensions, function, guarding, fasteners, labels, documentation, accessories, and packaging because many industrial failures are not simple visual defects.
ISO 2859-1:2026 is the current ISO standard for AQL-indexed sampling procedures for lot-by-lot inspection by attributes. Source: ISO 2859-1:2026.
ISO/IEC 17020:2026 specifies requirements for the competence, impartiality, and consistent operation of inspection bodies. Source: ISO/IEC 17020:2026.
OSHA explains that machine guarding hazards are addressed in standards for general industry and other sectors, and 29 CFR 1910.212 includes general machine guarding requirements. Sources: OSHA machine guarding overview and 29 CFR 1910.212.
Inspection does not replace engineering certification, machine safety conformity assessment, or electrical safety testing when those are required. It verifies the shipment: whether the produced lot matches the buyer file, whether visible and functional checks pass, and whether packaging protects the equipment during transit.
Industrial Inspection Matrix
The Industrial Inspection Matrix separates mechanical fit, function, safety clues, and shipment protection.
| Inspection Area | What To Check | Common Failure | Release Risk |
|---|---|---|---|
| Dimensions and fit | Length, width, hole spacing, thread, mating parts, tolerances, gauges | Wrong hole position, misfit, bad thread | Installation delay and rework |
| Structure and finish | Welds, cracks, burrs, rust, coating, deformation, sharp edges | Weak weld, peeling coating, burr hazard | Safety complaint and customer rejection |
| Function and movement | Opening, closing, rotation, travel, locking, load path, fasteners | Binding, loose part, poor movement | Equipment failure or field repair |
| Guards and labels | Guard presence, warning label, rating label, manual, serial mark | Missing guard or wrong label | Compliance and use-risk issue |
| Packaging and crate | Blocking, bracing, pallet, moisture protection, accessory bag, crate mark | Transit damage or missing parts | Damage claim and installation failure |
The comparison shows why industrial inspection must be built around use. A metal assembly can look acceptable and still fail because holes do not align. A machine accessory can be painted well and still fail because a guard or fastener is missing. A heavy product can pass factory function but arrive damaged if the crate does not support the load.
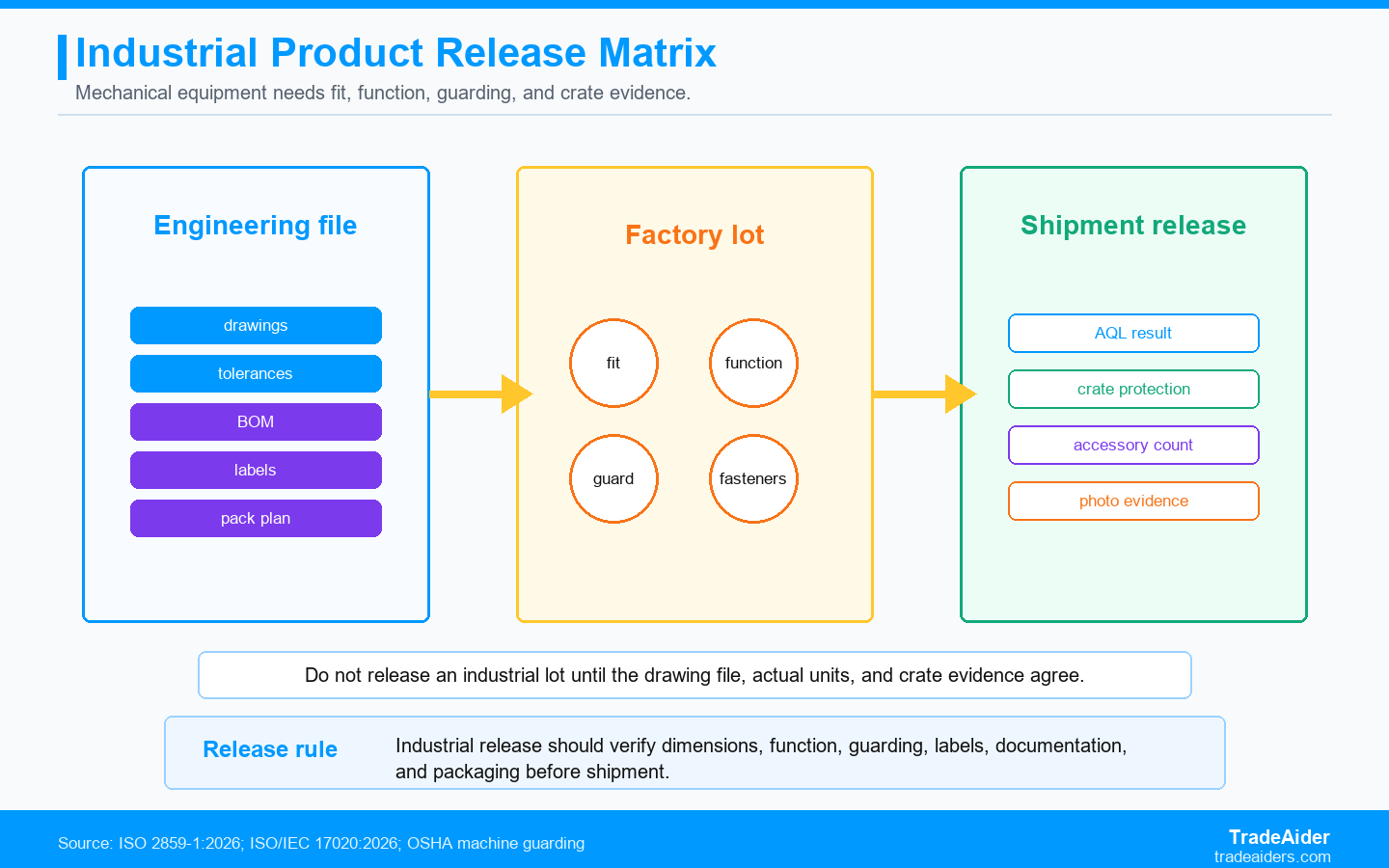
Industrial release should verify dimensions, function, guarding, labels, documentation, and packaging before shipment.
Dimensions, Fit, And Assembly
Industrial defects often appear when the buyer tries to install or mate parts.
Dimensional checks should be defined before inspection. The buyer should identify critical dimensions, tolerance points, reference drawings, gauges, mating parts, and any dimensions that affect installation. The inspector should not guess which dimension matters most. A bracket, frame, enclosure, or machined part can be visually clean but unusable if one hole, thread, or surface is wrong.
Assembly checks should include fasteners, washers, pins, clips, bearings, handles, locks, hinges, and accessories. Missing one bolt or spacer can stop installation. For multi-part kits, the inspector should open sampled packs and compare the contents with the bill of materials, not only inspect the outside of the crate.
For repeat industrial orders, buyers should track recurring dimensional drift. If a supplier repeatedly misses hole spacing, weld alignment, or thread quality, the next inspection should focus on those points. The checklist should learn from installation feedback and field service reports.
Function, Guarding, And Safety Clues
On-site inspection can catch visible safety clues, but it is not a full machine safety assessment.
Function checks should reflect the equipment's intended use. The inspector may check movement, locking, rotation, travel, handle operation, switch response, pump operation, valve movement, hoist mechanism, or simple powered function where safe and practical. The test method should be approved by the buyer because industrial products can be heavy, powered, or hazardous if operated incorrectly.
Guarding and safety clues should be visible in the inspection file. If the product has guards, covers, shields, emergency stops, warnings, rating labels, or manuals, the inspector should verify their presence and match them against the buyer file. OSHA machine-guarding references are useful risk reminders, but export inspection should not be presented as legal workplace compliance approval.
Sharp edges, burrs, pinch points, exposed moving parts, unstable bases, missing feet, weak handles, and poor welds should be treated seriously. The buyer should define which findings are critical or major. A small cosmetic scratch may be minor, while a missing guard, loose fastener, or sharp edge near a handling area may block release.
Packaging For Heavy And Mechanical Goods
Industrial packaging is part of product quality because transit damage is common and costly.
The packaging plan should include pallet, crate, blocking, bracing, moisture protection, rust prevention, accessory bags, spare parts, manual placement, carton or crate marks, lifting marks, and inner protection. Heavy products can shift during transit and damage themselves. Metal parts can rub, scratch, or corrode if not separated and protected.
The inspector should photograph open crates or packaging samples when possible. Photos should show how the product is fixed, how accessories are separated, whether vulnerable surfaces are protected, and whether crate marks match the shipping file. A closed-crate photo alone is not enough for high-value equipment.
For products shipped with installation kits or spare parts, part count matters. A missing seal, bolt, wrench, cable, or bracket can delay commissioning. Buyers should decide whether accessory presence needs broader checks than the normal AQL sample, especially for expensive or project-critical equipment.
Inspection Evidence Importers Should Require
The inspection report should be useful for release, supplier correction, and future installation feedback.
For industrial products, evidence quality matters almost as much as defect counting. A report that says "dimension failed" is weak if it does not show the drawing reference, measurement point, tool used where practical, sample identity, carton identity, and photo of the affected area. The buyer needs enough evidence to decide whether the supplier can sort, rework, replace, or release under concession.
Photo evidence should follow the inspection logic. For dimensions, show the measurement point and reference. For fasteners, show the complete assembly and the missing or loose item. For guarding, show both the expected guard and the actual product. For crates, show how the product is blocked, braced, wrapped, and marked. This makes the inspection report more useful to engineering, purchasing, logistics, and after-sales teams.
Importers should also request a concise defect summary by severity. Critical issues may include missing guards, unsafe sharp edges, wrong voltage label, failed lock, failed load point, or a dimension that prevents installation. Major issues may include poor welds, wrong accessories, paint defects in important locations, or weak packaging. Minor issues may include small cosmetic marks that do not affect function, safety, or installation.
The release decision should not be emotional. If the failed point affects installation or safety, the buyer should require correction and reinspection. If the issue is cosmetic and within buyer tolerance, the buyer can release with records. If the supplier proposes concession, the importer should document who approved it and why. Industrial orders often involve project deadlines, but rushing a bad lot usually shifts the cost to installation teams.
Where TradeAider Fits In Industrial Product Inspection
TradeAider fits by turning drawings, functions, and packaging risks into inspectable release evidence.
TradeAider can use Pre-Shipment Inspection to check industrial products against AQL sampling, drawings, dimensions, function, fasteners, labels, documentation, accessories, packaging, and crate marks before shipment.
For production-stage risk, During Production Inspection can check welding, machining, finishing, assembly, labels, and packing before the lot is finished. If supplier process control is uncertain, factory audit service can review quality systems and records.
The business fit is field-risk reduction. TradeAider helps importers avoid receiving equipment that looks finished but does not match drawings, cannot be installed, lacks required accessories, or arrives damaged due to weak packaging.
SPAR Scenario: The Equipment Fit Problem Was Caught Before Crating
The product looked complete, but the installation interface was wrong.
Situation: An importer orders mechanical frames and accessories from a China supplier for installation into a larger equipment system.
Problem: PSI finds acceptable paint and packaging preparation, but critical mounting holes on sampled units are shifted outside tolerance and several accessory bags are missing a spacer.
Action: TradeAider documents dimensions, carton identities, and missing parts. The supplier sorts affected frames, reworks the mounting interface, completes accessory bags, and submits corrected units for reinspection.
Result: The buyer avoids receiving equipment that would have delayed installation and required local rework.
Action Card: Industrial Inspection Checklist
Write the checklist from installation, function, and shipment risk.
- Send drawings, tolerances, approved sample photos, bill of materials, label artwork, manual, packaging file, and known defect history.
- Define critical dimensions, gauges, sample distribution, defect classes, and AQL values before inspection.
- Check welds, coating, burrs, sharp edges, rust, deformation, fasteners, movement, locking, and assembly.
- Verify guards, labels, rating plates, manuals, serial marks, warning labels, and accessory kits against the buyer file.
- Open sampled crates or packs and inspect blocking, bracing, moisture protection, part separation, and crate marks.
- Hold release if critical dimensions, guards, accessories, labels, or packaging protection do not match the file.
Industrial buyers should also keep an issue log by supplier and product type. If a supplier fails on welds, add weld close-ups. If field teams complain about installation, add critical fit points. If damage occurs in transit, inspect crate design more deeply. The best inspection plan changes with real failure history.
If you are sourcing mechanical or equipment products from China, send TradeAider the drawings, approved sample, function requirements, accessories list, packaging plan, and release deadline. The next step is to ask TradeAider to build an industrial product inspection checklist before shipment.
Frequently Asked Questions
Is AQL enough for industrial products?
AQL is useful for sampled defect judgment, but industrial products also need special checks for dimensions, fit, guarding, function, labels, accessories, and packaging.
Can inspection replace machine safety certification?
No. Inspection verifies the shipment. Engineering certification, machine safety assessment, or electrical testing may still be required depending on product and market.
What is the most common industrial inspection mistake?
The common mistake is checking surface finish while ignoring installation dimensions, fasteners, guards, accessories, and crate protection.
Should crates be opened during inspection?
For higher-risk equipment, yes. The buyer should define whether sampled crates must be opened to verify protection, accessories, labels, and part separation.
Articles Connexes


Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
