- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

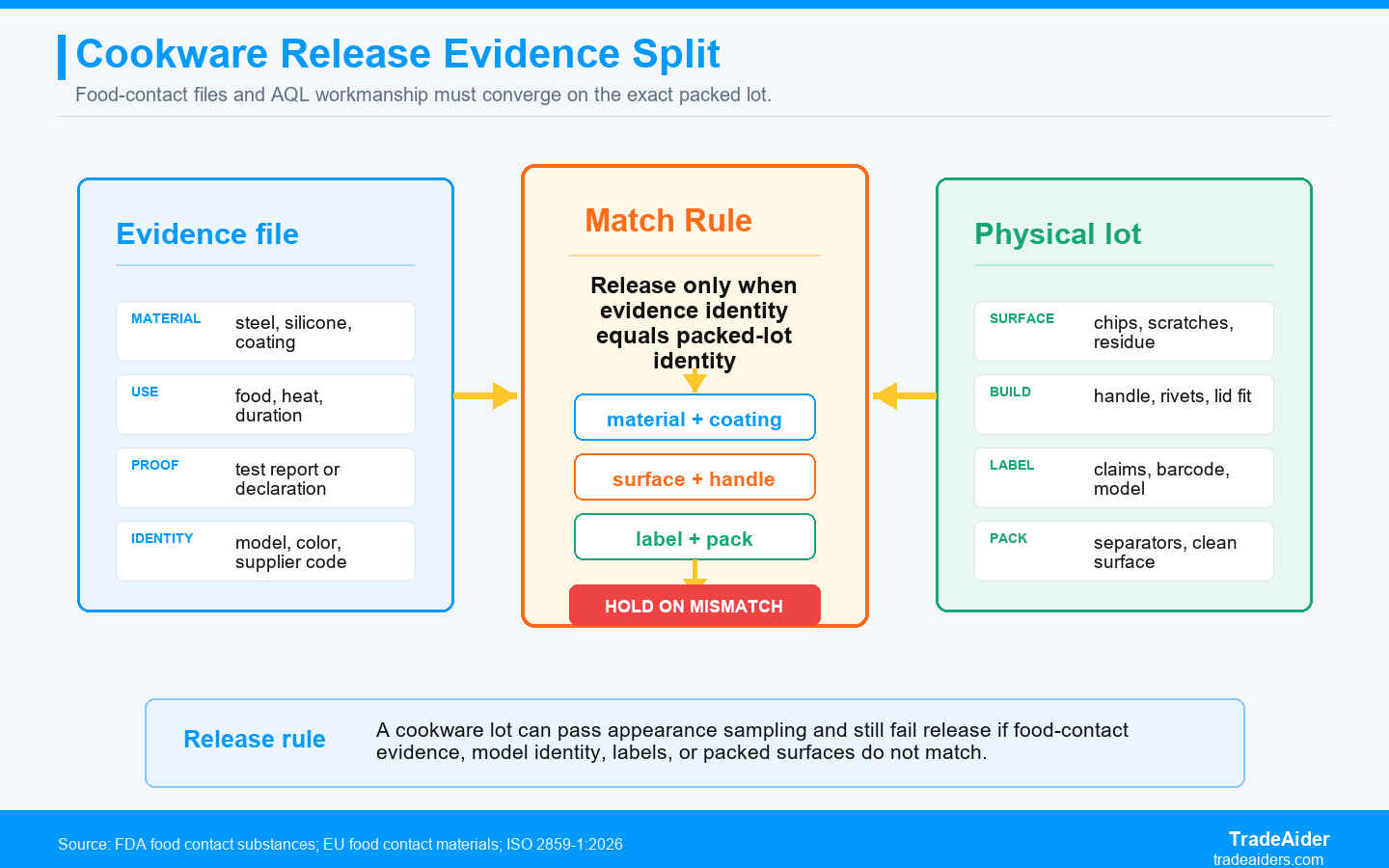
Cookware inspection should not ask one checklist to prove two different things: food-contact evidence belongs to the compliance file, while AQL and workmanship checks prove whether the packed lot matches that file.
Kitchen and cookware products create a split quality problem. The visible lot can pass appearance inspection while the material, coating, adhesive, colorant, or silicone component lacks the right food-contact evidence. The opposite can also happen: the lab file is acceptable, but the shipment has loose handles, chipped coating, sharp burrs, dented pans, wrong labels, or contaminated packaging.
The buyer should therefore separate evidence control from shipment inspection. FDA food-contact guidance and EU food-contact material rules describe regulatory paths for substances and materials; pre-shipment inspection verifies the physical lot, labels, packaging, and workmanship against the buyer file. ISO 2859-1:2026 can guide sampling, but the release rule must still reflect food-contact risk.
Key Takeaways
- Food-contact safety is file-based: inspection verifies the lot against supplier evidence, declarations, test reports, and intended-use limits.
- AQL is shipment-based: it controls visible defects such as coating damage, loose handles, dents, burrs, wrong labels, and poor retail packaging.
- Surface condition matters: chips, scratches, odors, residues, and unprotected food-contact surfaces should be escalated by use risk.
- Release requires alignment: do not ship until material evidence, construction, labels, and packed goods point to the same SKU and destination market.
Separate Food-Contact Evidence From Visual Inspection
A clean pan is not automatically a compliant pan; the release decision needs both evidence file alignment and physical lot inspection.
FDA guidance on food-contact materials explains that the regulatory status of a material depends on the status of the substances that make up the article and their intended conditions of use. In practice, the buyer needs traceable material and coating evidence before the inspector can judge whether the packed lot still matches the approved version.
Cookware release should align food-contact evidence, physical construction, coating, handles, labels, AQL defects, and packaging.
Material identity should be checked against intended use
Cookware evidence is not generic. Stainless steel, aluminum, nonstick coating, enamel, silicone, plastic handles, adhesives, colorants, paper inserts, and packaging contact surfaces can have different intended-use limits. The inspection brief should identify food type, temperature, duration, coating, and destination-market file before shipment.
On-site inspectors do not re-run migration testing at the factory. They check whether the physical lot still points to the approved material file: model, color, coating type, supplier code, label, packaging, and any visible change that may require buyer review.
The buyer should also tell the inspection team which evidence type matters most for the order: a supplier declaration, a migration test report, a declaration of compliance, a material certificate, or an internal approved-material list. Without that hierarchy, the report may collect documents but still fail to answer the release question. The useful result is a clean match between document identity, physical SKU, label claim, and packed carton.
Declarations and test reports should match the exact SKU
A supplier may provide a test report for a similar pan, a different coating color, or a material family. That is not enough for release if the buyer cannot connect the report to the shipped SKU. The inspection report should capture product markings, carton identity, color, coating appearance, and label evidence so the buyer can compare the lot to the file.
The EU food-contact materials framework also makes traceability and declarations important in the supply chain. For importers, the practical inspection question is whether the packed goods still match the evidence the buyer intends to rely on.
The strongest release rule is a match rule
A workable cookware rule is: do not release if the material evidence, label, product color, coating, handle construction, and packaging identity do not match the approved file. This rule is stricter than a normal cosmetic pass, but it is easier to execute than asking inspectors to interpret chemistry on site.
It also protects the buyer from a common failure mode: a factory changes coating supplier, handle resin, carton artwork, or food-contact surface protection after approval. The lot may look familiar, but the evidence chain is no longer clean.
Use AQL for Workmanship, Fit, and Retail Readiness
AQL should control the defects the inspector can see and count, while critical evidence gaps remain separate release holds.
Coating and food-contact surfaces need careful visible checks
Coating chips, scratches, pinholes, uneven color, blistering, exposed base metal, residues, odor, dust, and surface contamination clues should be classified by location and use. A small mark on the outside of a pan may be minor, while a chip on the cooking surface can become major or critical depending on the buyer's specification.
The inspector should photograph defects close enough for the buyer to judge whether they affect a food-contact surface. A vague note such as 'scratch found' is not enough when the risk depends on whether the scratch is on the cooking surface, handle, bottom, or retail box.
Handles, rivets, lids, and edges should follow use risk
Cookware failures often appear in construction, not only surface finish. Loose handles, weak rivets, sharp burrs, poor lid fit, unstable base, bad welds, rough rim, leaking bottle cap, or misfit silicone part can turn a visually acceptable unit into a customer complaint.
AQL can sample these defects, but the defect class should reflect use. A loose handle on a hot pan is more serious than a small color variation on an outer surface. The inspection scope should name which construction findings are critical or major before sampling begins.
For sets, the inspector should also check whether each component creates risk for the others. A lid that scratches the coating, a loose screw bag that rubs against the cooking surface, or a divider that collapses during carton handling can create defects after the unit has already passed visual inspection. That is why construction, set packing, and food-contact surface protection belong in one release decision.
Packaging must protect clean surfaces and sets
Kitchen products often ship with nested pieces, inserts, lids, utensils, manuals, labels, and retail boxes. Packaging should prevent metal-to-metal abrasion, protect coated surfaces, separate accessories, avoid dust or odor transfer, and keep set components together. If retail packaging damages the food-contact surface, the pack itself becomes a quality defect.
The inspector should open selected retail packs and master cartons, photograph protection layers, verify set count, and confirm barcode or SKU identity. This evidence helps the buyer separate factory workmanship defects from transit or packing failures.
Build a Release Decision That Does Not Overclaim Inspection
The inspection report should say what was verified at the factory and what remains controlled by testing, declarations, or regulatory review.
A good cookware article and a good cookware inspection report both need a boundary. Factory inspection can verify the shipment; it should not pretend to replace lab migration testing or legal review.
Do not turn visual inspection into a fake lab result
The inspector can check material markings, surface condition, odor clues, labels, packaging, and supplier-provided documents. The inspector cannot prove migration limits from a photograph. If the buyer needs food-contact testing, the testing plan should be arranged separately and tied to the exact SKU, material, color, and use conditions.
This boundary makes the report more trustworthy. It prevents the supplier from treating a visual pass as chemical approval and prevents the buyer from releasing a changed lot without verifying whether the file still applies.
A scenario estimate shows why coating mismatch should stop shipment
Illustrative calculation: assume a 2,400-unit cookware order is packed in 200 cartons. If only 8 percent of units have a cooking-surface coating issue and each affected unit creates one marketplace return plus repacking or replacement cost, the buyer may face 192 customer-visible failures. A normal minor-defect mindset is not enough when the defect touches the food-contact surface.
This is not a measured return forecast. It is a release-risk model. It shows why cooking-surface defects and evidence mismatch should be handled as release gates, while cosmetic carton scuffs can follow ordinary AQL rules.
Cookware Inspection Release Checklist
The checklist below separates what the buyer controls through compliance evidence from what the inspector verifies in the physical lot.
| Release Layer | What To Verify | Release Rule |
|---|---|---|
| Food-contact file | Material, coating, intended use, supplier evidence, test report, declaration | Hold if evidence cannot be tied to the exact SKU |
| Surface condition | Cooking surface, coating, enamel, silicone, odor, residue, contamination clues | Escalate defects on food-contact surfaces |
| Construction | Handle, rivet, weld, lid fit, base stability, edge, fastener | Classify by use risk, not only visual size |
| AQL workmanship | Dents, scratches, stains, color variation, carton damage, label defects | Accept, reject, or rework by agreed AQL class |
| Set and label identity | Barcode, model, set count, manual, warning, destination language | Do not release mixed SKU or wrong label lots |
| Packaging | Nested protection, inserts, dust control, accessory separation, carton marks | Repack if packaging can damage clean surfaces |
Where TradeAider Fits In Kitchen and Cookware Inspection
TradeAider can support cookware buyers with pre-shipment inspection that checks coating condition, surface finish, handles, rivets, lids, labels, set completeness, packaging, and AQL workmanship before export. Buyers should provide approved samples, material or coating file references, label artwork, destination market, defect classes, and packing requirements.
If a supplier is still changing coating, packaging, or construction during production, during-production inspection can catch drift before the full lot is packed. For new cookware factories, factory audit support can help buyers understand whether process control and material traceability are credible enough for repeat orders.
SPAR Scenario: The Coating File and Shipment Did Not Match
Situation: A buyer ordered nonstick frying pans with an approved black coating, printed sleeve, and nested retail packaging.
Problem: The lot looked clean, but inspection photos showed a slightly different coating sheen and supplier packing records pointed to a different coating batch than the buyer's approved file.
Action: The buyer held release, requested supplier evidence for the coating batch, and asked the inspector to photograph carton groups, labels, and cooking surfaces before any shipment decision.
Result: Only the cartons with matched coating evidence were released, and the buyer added coating batch identity to the next inspection scope.
Cookware Inspection Checklist
- Tie material and coating evidence to the exact SKU.
- Inspect food-contact surfaces separately from outer cosmetic surfaces.
- Classify loose handles, sharp edges, and coating chips by use risk.
- Open retail packs to verify protection, labels, and set count.
- Do not treat visual inspection as a substitute for required testing.
Who Is TradeAider?
TradeAider is a quality control service provider for importers, brands, and e-commerce sellers sourcing from China and other Asian supply markets. Its services include pre-shipment inspection, during-production inspection, pre-production inspection, factory audit, container loading supervision, product testing coordination, and real-time inspection reporting.
For buyers who need a practical release decision rather than a generic pass/fail file, TradeAider can help turn product specifications, approved samples, defect classes, packing requirements, and destination-market evidence into a focused inspection scope. Buyers can start with a TradeAider inspection request when the lot is packed or when production risk needs earlier visibility.
Frequently Asked Questions
Can cookware inspection prove food-contact compliance?
No. Factory inspection can verify that the physical lot matches the buyer's material file, labels, coating, packaging, and visible condition. It does not replace food-contact testing, declarations, or regulatory review for the intended market and use conditions.
What cookware defects should be critical?
Critical or major findings often include coating damage on food-contact surfaces, wrong material identity, loose handles, sharp burrs, wrong labels, missing warnings, contaminated packing, or any change that breaks the link between the lot and the approved food-contact evidence.
Should AQL be used for kitchen products?
Yes, AQL is useful for sampled workmanship defects such as dents, scratches, color variation, bad labels, carton damage, and poor packaging. The buyer should still keep food-contact evidence gaps and serious construction failures as separate release holds.
What should buyers send before cookware PSI?
Send approved samples, material or coating references, food-contact evidence, label artwork, intended use, temperature or food-contact assumptions, defect classes, packing method, set list, and destination-market requirements. These files let the inspector verify the lot instead of guessing.

Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
