- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
Product recall cost is the downstream cost of finding a safety, labeling, compliance, or defect problem after products have already entered distribution; testing cost is the upfront cost of checking a defined risk before release. The financial comparison is not between one lab invoice and one refund. It is between a controlled prevention decision and an uncontrolled correction event.
The cleanest way for importers to compare the two is to list what a recall would force the business to do: notify customers, stop sales, remove inventory, refund or replace units, answer support tickets, repair listings, reconcile batches, and prove corrective action. Product testing and inspection sit earlier in the chain. They cost money before revenue is collected, but they preserve buyer leverage while the supplier still has materials, staff, cartons, labels, and production records available.
This article uses risk-adjusted decision logic, not a fake universal benchmark. The right answer changes by product category, hazard severity, sales channel, lot size, and claim sensitivity. The practical rule is simple: if the failure mode would be expensive or reputationally damaging after distribution, the importer should move evidence collection before shipment.
- Testing cost: lab, sample, technical file, inspection, and delay cost before release.
- Recall cost: notification, returns, replacement, removal, support, lost sales, and corrective action after release.
- Risk-adjusted decision: spend prevention money when a plausible failure would exceed the prevention budget.
- Shipment release: use testing and inspection evidence before goods move beyond factory control.
The Direct Answer
Testing is financially justified when the cost of preventing or catching a plausible defect is lower than the cost of correcting that defect after products enter distribution.
TradeAider fits this comparison at the prevention stage: the buyer is not asking for a generic cost opinion, but for a testing and inspection scope that catches the failure mode before affected-unit math becomes a recall discussion.
A recall is not just a refund event. The CPSC recall guidance describes recall activity as a coordinated process that can include notice, corrective action, and consumer-facing response. FDA recall listings show the same operational reality for food, cosmetics, drugs, supplements, and other FDA-regulated categories: each recall needs product identification, reason, company information, and follow-through. Once units are in warehouses, homes, retail shelves, or fulfillment centers, the seller is no longer solving a factory problem. The seller is managing a market problem.
Testing cost behaves differently. It is usually visible before shipment: lab fees, sample cost, courier cost, engineering time, inspection man-days, and perhaps a short delay. It can still be frustrating, especially before a launch window, but the cost is bounded. Recall cost is open-ended because the importer may not know how many consumers have the product, which marketplaces will pause listings, how many replacement units are needed, and whether the same issue affects more than one batch.
That difference makes the comparison risk-adjusted. A low-risk accessory with no safety claim may not need the same evidence plan as a children's item, battery device, food-contact product, supplement, cosmetic, or connected electronics SKU. The buyer should ask: what is the credible failure mode, how many units could be affected, what would the response cost per unit, and can testing or inspection catch the issue before shipment?
Recall Cost And Testing Cost Compared
Recall cost is a scale problem; testing cost is a gate problem.
The comparison below separates cost type from control point. This matters because importers often ask whether testing is "worth it" after looking only at a lab quotation. The better question is which cost would grow if the product shipped with the wrong material, label, claim, component, warning, or function.
| Cost Area | Recall Side | Testing / Inspection Side | Release Rule |
|---|---|---|---|
| Safety or compliance defect | Public notice, stop sale, corrective action, and return handling | Lab test, document review, and product-specific verification | Test before shipment if the failure could trigger a stop-sale event |
| Label or warning error | Relabeling after import, returns, marketplace edits, customer confusion | Artwork check, carton check, barcode scan, warning comparison | Hold if packed goods do not match approved label file |
| Batch traceability | Difficult scope isolation if batch code, lot mark, or SKU data is missing | Lot coding, carton mark, PO, model, and production-date check | Do not release untraceable consumer products |
| Platform and retailer impact | Listing pause, account review, buyer complaints, inventory hold | Pre-launch testing, PSI, sample match, and compliance file match | Escalate any defect tied to a listing promise or safety claim |
| Cash timing | Unplanned spend after inventory, ads, and sales operations are active | Planned spend before shipment release | Compare prevention budget against affected-unit exposure |
The table points to a concrete decision: prevention is most valuable when it catches a problem that would become public, expensive, or hard to isolate after distribution. The importer does not need to test everything equally. The importer needs to test the risks that would be costly if discovered too late.
Recall cost grows after distribution, while testing and inspection cost is controlled before shipment release.
A Simple Risk-Adjusted Cost Calculation
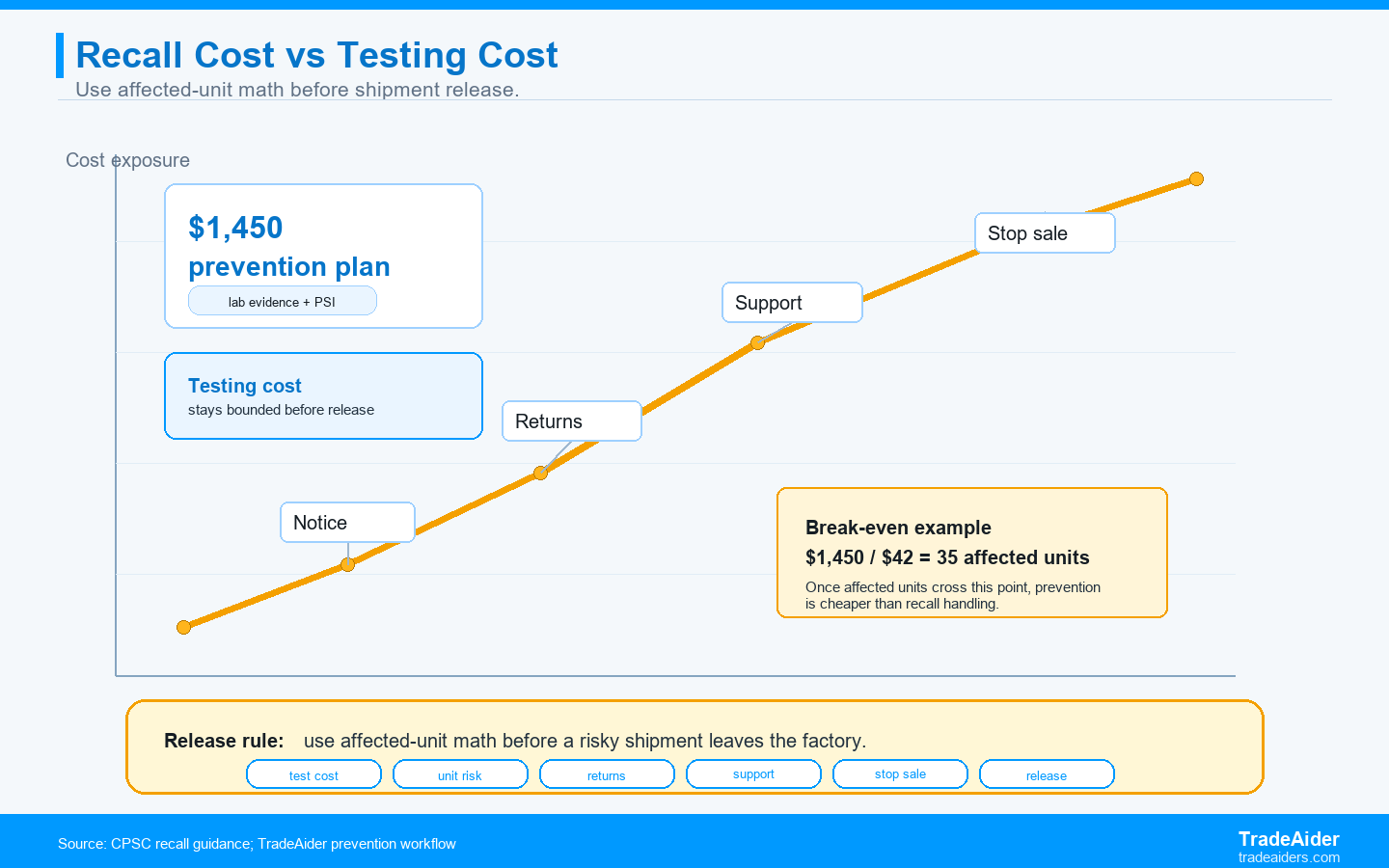
The break-even point is the number of affected units that would make prevention cheaper than correction.
Use a scenario estimate instead of a universal recall-cost statistic. Suppose an importer is preparing a 3,000-unit shipment of a countertop appliance. A lab test, document review, and focused PSI together cost $1,450. If a defect later forces return handling, replacement, customer support, disposal, and listing recovery at an estimated $42 per affected unit, the prevention plan breaks even at 35 affected units: $1,450 divided by $42, rounded up.
The important number is not 35 by itself. It is 35 out of 3,000, which equals about 1.2% of the shipment. If the plausible failure mode could affect more than 1.2% of units, prevention is already financially rational before adding brand damage, review impact, retailer friction, or management time. For a product with a safety issue, warning issue, restricted material issue, or child-use claim, the true risk threshold may be even lower because the cost is not only operational.
For a low-risk decorative product, the same calculation might produce a different answer. If the realistic correction cost is $8 per affected unit and prevention costs $1,450, the break-even point becomes 182 affected units. That might still be sensible for a large order, but it is no longer an automatic decision. Risk-adjusted comparison protects the buyer from two opposite errors: testing every small issue as if it were a recall threat, and skipping evidence for a product whose failure would be painful after launch.
Where TradeAider Fits In The Prevention Side
TradeAider fits the prevention side when the buyer needs to connect lab evidence, finished-lot inspection, and shipment release into one decision.
TradeAider product testing support helps the importer organize category-specific evidence before the shipment becomes a marketplace problem. Testing answers questions such as whether the material, component, label, claim, or safety requirement needs formal verification. It does not replace legal advice, certification bodies, or regulator decisions, but it helps the buyer avoid treating supplier assurances as final evidence.
TradeAider's Pre-Shipment Inspection then checks the finished goods against the approved sample, label, barcode, warning, packaging, and release criteria. A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export. That timing matters for recall prevention because the goods are close enough to final shipment to represent the order, yet still close enough to the factory for sorting, rework, relabeling, or hold decisions.
For some products, During Production Inspection is the better early warning gate. If the risk is material mix-up, component substitution, stitching strength, coating thickness, batch-code error, or packing drift, DPI can catch the pattern before most units are packed. The business fit is not "inspection instead of testing." The fit is testing for compliance questions, DPI for process drift, and PSI for final shipment release.
How To Decide Whether Testing Is Worth It
The buyer should test when the failure consequence is high, the defect is not visible in ordinary inspection, or the claim depends on evidence.
Testing is most justified when visual inspection cannot answer the risk. A lab can check material composition, restricted substances, flammability, migration, mechanical safety, electrical safety, battery behavior, or claim support depending on the category. An inspector can compare labels and samples, scan barcodes, test basic function, measure dimensions, and observe workmanship. The two controls answer different questions, so the decision should be based on failure mode, not habit.
The CPSC Testing & Certification page is a useful reminder that some categories require formal evidence, including third-party testing for many children's products and certificates for products covered by applicable consumer product safety rules. The EU product safety framework also pushes businesses toward traceability, recall readiness, and responsible economic operator obligations. For importers, that means evidence should be built before products are sold, not reconstructed after a complaint.
A practical decision tree is: test first when the product has safety standards, child-use positioning, food contact, skin contact, battery or electrical function, chemical claims, performance claims, or regulatory labeling. Inspect first when the main risk is workmanship, packaging, missing accessory, wrong barcode, or cosmetic consistency. Use both when the product has a compliance risk and a shipment-quality risk, because a valid test report will not prove that the mass-produced lot matches the tested sample.
SPAR Scenario: The Cheap Test That Avoided A Larger Recall Decision
The strongest prevention decision is the one that looks expensive until the affected-unit math is written down.
Situation: A US importer orders 3,000 plug-in kitchen warmers from a Zhejiang factory. The listing promises heat resistance, food-contact-safe surfaces, and a detachable power cord. The buyer has a launch date tied to seasonal demand.
Problem: The supplier proposes skipping a material check because the previous model passed. The buyer notices that the coating supplier changed and the warning label artwork was revised after the first sample. If the coating or label is wrong, the issue would affect most of the lot, not a handful of units.
Action: The buyer pays for targeted testing support and adds a PSI release rule for coating evidence, warning label match, barcode scan, power-cord version, and carton marks. Inspection finds that 11% of packed units use the old warning insert and two cartons mix old and new cord versions.
Result: The factory delays shipment 6 days to sort inserts and isolate cord versions. The importer absorbs schedule pressure, but avoids shipping a mixed-evidence lot where a later complaint would have forced batch tracing across all 3,000 units. The decision is credible because it had a cost: the buyer gave up speed to preserve traceability.
Action Card: Recall Cost vs Testing Cost
A good prevention plan names the defect, the evidence, the affected-unit threshold, and the release decision before shipment.
- List the specific failure modes that could cause stop sale, recall, relabeling, replacement, or marketplace review.
- Estimate correction cost per affected unit, including refund, return handling, support, removal, replacement, disposal, and listing recovery.
- Compare prevention cost against the number of affected units needed to break even.
- Use product testing for invisible or regulatory risks, and inspection for finished-lot matching.
- Hold shipment if the physical lot does not match the approved evidence file, label, warning, barcode, or sample.
If the prevention budget is being debated, send TradeAider the SKU type, destination market, lot size, retail price, likely failure mode, available test reports, and current packing status. The next step is to ask TradeAider to scope the testing and inspection gate before shipment release, then compare that prevention cost against the affected-unit break-even point.
Frequently Asked Questions
Is product testing always cheaper than a recall?
No. Testing is justified when the plausible failure consequence and affected-unit exposure exceed the prevention cost. A low-risk decorative item and a battery-powered children's product should not use the same testing budget.
Can inspection replace product testing?
No. Inspection checks the physical lot against approved requirements, while testing checks technical or compliance evidence. A valid control plan often uses both.
What is the first calculation importers should make?
Start with prevention cost divided by estimated correction cost per affected unit. That gives the affected-unit break-even point for the testing and inspection plan.
When should the final inspection happen?
A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export, which makes it a practical final release gate.
What should importers do if recall risk is unclear?
Ask for a product-specific evidence plan before shipment. For support connecting testing needs and inspection release rules, contact TradeAider.
Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
