- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog

The four types of quality control importers should understand are process control, control charts, acceptance sampling, and product inspection. They are not four interchangeable names for inspection. Process control keeps production stable, control charts reveal process signals, acceptance sampling judges whether a lot is acceptable, and product inspection verifies the finished shipment before release.
A supplier may say it has quality control, but that can mean several different things. One factory may focus on line discipline, another on statistical monitoring, another on sample acceptance, and another on final inspection. Importers need to know which type answers which buyer question.
ISO 9001 treats quality as a managed system of requirements, resources, operations, performance evaluation, and improvement. That system view is useful because the four QC types cover different moments inside the same quality chain.
NIST describes statistical process control as comparing current process behavior against expected performance and control limits. That is different from checking finished goods; it helps the buyer see drift before it becomes a shipment problem.
For lot acceptance, ISO 2859-1:2026 supports AQL-indexed sampling plans. That makes acceptance sampling a structured decision tool, not a casual sample check.
- Process control prevents: it keeps materials, machines, methods, operators, and environment stable.
- Control charts monitor: they distinguish normal variation from signals that need action.
- Acceptance sampling judges: it helps decide whether a defined lot can be accepted based on a sample.
- Product inspection releases: it verifies product, labels, packing, quantity, and defect evidence before shipment.
What Are the 4 Types of Quality Control?
The 4 types of quality control are process control, control charts, acceptance sampling, and product inspection. Importers should use process control to prevent repeated defects, control charts to monitor variation, acceptance sampling to judge finished lots, and product inspection to verify shipment evidence before release.
The order matters. If a supplier only inspects finished goods, the buyer may find a defect after all units are packed. If the supplier only talks about process control, the buyer may still lack carton, label, packing, and AQL evidence for the finished shipment. Good quality control connects all four.
NIST control-chart guidance explains that control charts routinely monitor quality characteristics. For importers, the practical value is early signal detection: if weight, torque, dimension, temperature, or defect count moves unusually, the supplier should investigate before final inspection.
ASQ quality terminology separates quality control from broader assurance ideas. The importer does not need textbook labels as much as a clear rule: which type of control gives evidence before the defect reaches the buyer?
4 Types of Quality Control Compared
Use each type for the buyer question it actually answers.
| QC Type | Best Buyer Question | Best Stage | If You Skip It |
|---|---|---|---|
| Process control | Is production being made under stable conditions? | Before and during production | The same defect can repeat across the lot |
| Control charts | Is the process drifting from normal behavior? | During stable measurable production | Small signals become late-stage failures |
| Acceptance sampling | Is this defined lot acceptable? | Finished goods before release | Sampling becomes arbitrary or disputed |
| Product inspection | Does the shipment match the buyer file? | Before shipment or loading | Packing, labels, quantity, and visible defects may escape |
The table shows why buyers should not ask suppliers only whether they have QC. A yes answer may hide a gap. The supplier may monitor machines but not sample finished goods. It may inspect products but not control process drift. It may sample randomly but not classify defects by buyer risk.
A practical importer rule is to use the earliest QC type that can still change the outcome. Use process control or During Production Inspection when defects can spread. Use acceptance sampling and product inspection when the lot is complete enough for release evidence.
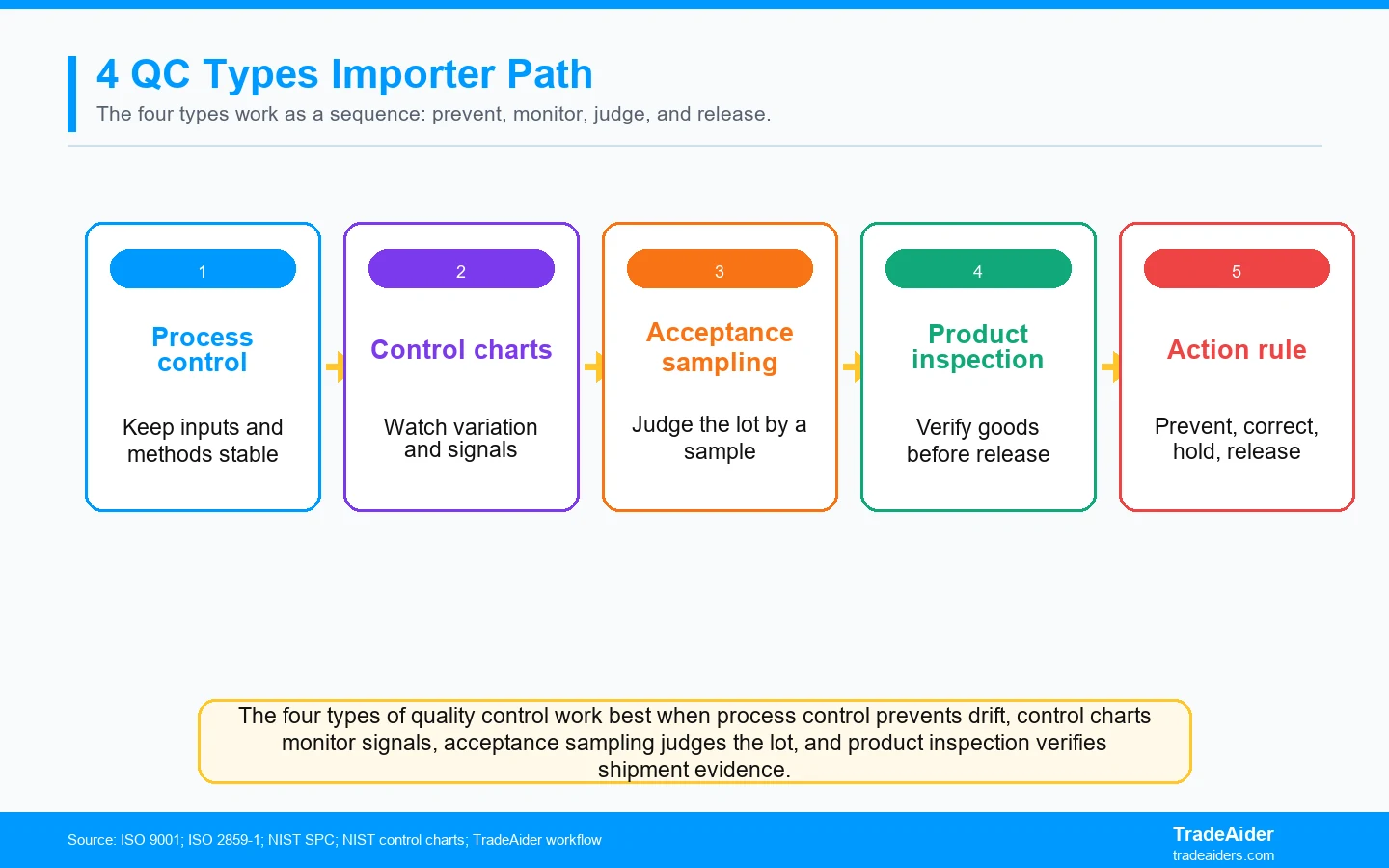
The four types of quality control work best when process control prevents drift, control charts monitor signals, acceptance sampling judges the lot, and product inspection verifies shipment evidence.
The Four Types Work Best as a Control Sequence
The four types become more valuable when they are connected instead of treated as separate definitions.
Process control keeps the supplier from repeating the same mistake
Process control is the preventive layer. It asks whether inputs, machines, tools, operators, work methods, materials, environment, and setup are stable enough to produce conforming goods. It is especially important when a defect can repeat quickly across many units.
For importers, process control evidence may include material approval, machine setup records, first-piece approval, operator instructions, fixture checks, line calibration, and supplier corrective action. The buyer does not need to manage the factory line, but the buyer should know whether the supplier is controlling the variables that create the product.
Control charts show when normal variation becomes a signal
Control charts are useful when the supplier measures a quality characteristic over time. That might be dimension, weight, thickness, fill level, torque, temperature, or defect count by shift. The chart helps separate normal variation from unusual movement that needs action.
Importers do not need a chart for every order. They need chart logic when measurable drift can create a hidden lot problem. If the supplier claims process stability, the buyer can ask which critical-to-quality measures are monitored and what action is taken when the process moves outside limits.
Acceptance Sampling Turns Finished Goods Into a Lot Decision
Acceptance sampling helps buyers decide whether a finished lot is acceptable without checking every unit.
AQL needs defect classes and a real lot
Acceptance sampling works only when the lot is defined. The buyer and inspector should know total quantity, cartons, SKUs, colors, sizes, production dates, and sampling level. They should also know what counts as critical, major, or minor before findings appear.
TradeAider buyers can use the AQL calculator for sample planning, but acceptance sampling still needs buyer judgment. A missing warning label, failed function, wrong barcode, and small hidden cosmetic mark should not carry the same severity.
Sampling does not replace process control
A lot can pass acceptance sampling while the supplier still has an unstable process that may affect the next order. A lot can fail acceptance sampling even when the root cause is concentrated in one production date or carton group. The sample result should trigger investigation, not just a pass/fail argument.
The buyer should ask whether failed AQL leads to sorting, rework, reinspection, process correction, testing, or supplier escalation. Without that action rule, acceptance sampling becomes a number instead of a control type.
Product Inspection Protects Shipment Release
Product inspection is the finished-goods control type most importers recognize, but it should not be asked to do every QC job.
Product inspection verifies the buyer file
Product inspection compares sampled goods against the buyer's purchase order, approved sample, specification, workmanship standard, dimensions, function checks, labels, accessories, packaging, carton marks, and quantity. It turns product and shipment evidence into a release decision.
This type is strongest when the goods are complete and accessible. For TradeAider PSI, the order should be 100% completed and at least 80% packed for export. That packaging threshold matters because the buyer needs evidence from the shipment as it will leave the factory.
Inspection should feed the other three types
A product inspection report is not only a final verdict. Defect photos, counts, concentration patterns, and supplier explanations should feed future process control, chart monitoring, and acceptance-sampling rules.
For example, if finished-goods inspection finds repeated scratches in one carton range, the next order may need process control around handling and packing. If measurement defects cluster by production date, the supplier may need chart logic or fixture checks during production.
How Importers Should Combine the Four Types
The right mix depends on supplier maturity, product risk, order value, and defect mechanism.
Use more upstream control for new or unstable suppliers
A new supplier, new material, new mold, new color, new packaging, or product with tight tolerances usually needs more than final product inspection. Process control and During Production Inspection can reveal whether the supplier is producing stable output before the buyer loses correction leverage.
A stable repeat order may rely more on PSI and acceptance sampling, especially if previous defect history is clean. Even then, the buyer should review whether the current order changed material, accessories, packaging, labeling, or sales-channel requirements.
Use testing when the defect is hidden
The four QC types do not remove the need for testing. Chemical, electrical, flammability, durability, material composition, and detailed performance claims may need appropriate test methods or documents.
TradeAider can coordinate product testing services when a visual inspection or AQL sample cannot prove the claim. That boundary prevents buyers from overtrusting a finished-goods inspection report.
Scenario Estimate: Skipping Process Control Can Make PSI Too Late
Final inspection is valuable, but it can become expensive evidence when the defect has already spread.
Assume a 16,000-unit molded part order has a fixture alignment problem that creates a 2.5% fit defect after day two of production. If the buyer discovers it only at PSI, about 400 units may need sorting or rework after packing.
If a simple during-production check catches the drift when 30% of the order is complete, the buyer can isolate about 4,800 units of exposure instead of the full lot. If sorting costs $0.30 per unit, the difference between sorting 400 suspect units and expanding checks across a larger finished lot can matter more than the inspection fee.
This estimate is not a promise of savings. It shows why the four types should be connected: process control and control-chart logic protect prevention, acceptance sampling judges the lot, and product inspection protects release.
Where TradeAider Fits Across the Four QC Types
TradeAider helps importers connect the four types of quality control to real inspection choices: setup checks, production monitoring, AQL sampling, product inspection, testing coordination, and release decisions.
For upstream prevention, Pre-Production Inspection can verify materials, samples, packaging, and setup before mass production. For production drift, During Production Inspection can check early output and supplier correction evidence.
For acceptance sampling and product inspection, Pre-Shipment Inspection can apply AQL logic to finished goods and verify workmanship, measurements, labels, packing, quantity, and defect evidence before release.
TradeAider's real-time reporting is especially useful when a buyer wants inspection evidence to trigger action during the visit. That turns QC from a late document into a live decision path.
SPAR Scenario: Four QC Types, One Shipment Decision
The buyer used each QC type for a different risk instead of asking final inspection to solve everything.
Situation: A buyer ordered 18,000 assembled accessories from a supplier with one prior fit complaint.
Problem: The supplier had final inspectors, but no clear control over the fixture that caused the earlier complaint.
Action: TradeAider added a during-production check for fixture drift, then used PSI with AQL sampling and product inspection for release.
Result: The buyer isolated 260 suspect units for rework, released the clean cartons, and kept the next-order fixture check instead of relying on final inspection alone.
Importer Checklist for the 4 QC Types
Use this checklist to decide which QC type your order actually needs.
- Use process control when materials, tooling, methods, or setup can repeat a defect.
- Use control charts when a measurable CTQ can drift over time.
- Use acceptance sampling when a defined finished lot needs an accept/reject decision.
- Use product inspection when shipment evidence, packing, labels, quantity, and defects must be verified.
- Use testing when hidden safety, chemical, durability, or performance claims need proof.
- Write the action rule before the QC result arrives.
If a supplier says it has quality control, ask which type. The answer should identify prevention, monitoring, sampling, inspection, and follow-up action, not only a final checklist.
The strongest importer QC plan does not use every method on every order. It uses the earliest method that can still change the outcome.
If your supplier says it has QC but you are not sure whether that covers process control, AQL sampling, or finished-goods inspection, send TradeAider the product type, PO, approved sample, supplier history, top defect concern, and production status. The next step is to match the right QC type to your order before defects reach shipment release.
Frequently Asked Questions
What are the 4 types of quality control?
The 4 types are process control, control charts, acceptance sampling, and product inspection. They prevent, monitor, judge, and verify quality at different stages.
Is product inspection the same as quality control?
No. Product inspection is one type of quality control. Full QC also includes process control, monitoring tools, sampling decisions, corrective action, and continuous improvement.
Is AQL a type of quality control?
AQL is part of acceptance sampling. It helps buyers decide whether a finished lot is acceptable based on a defined sample and defect limits.
When should importers use control charts?
Use control-chart logic when a measurable characteristic can drift during production, such as dimension, weight, torque, temperature, thickness, or defect count by shift.
Can one inspection cover all four types?
One inspection can support several types, but it cannot replace every control. High-risk orders may need PPI, DPI, PSI, testing, or supplier process evidence at different moments.

Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
