- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog

The five inspection types importers usually need are pre-production inspection, during production inspection, pre-shipment inspection, container loading supervision, and testing or factory audit support. They answer different buyer questions, so the safest choice is not the most familiar inspection type; it is the earliest check that can still prevent the cost you are trying to avoid.
ISO 9001 frames quality management around meeting customer requirements and improving the system that produces the result. For importers, that turns inspection selection into a timing decision: what must be proven before materials are used, while goods are being made, before payment release, or before loading.
For finished-lot acceptance, ISO 2859-1:2026 provides an AQL-indexed sampling framework for inspection by attributes. That is useful only when the buyer already has a completed lot, a defined lot structure, and clear defect classes.
Inspection-body competence is also part of the decision. ISO/IEC 17020 describes competence, impartiality, and consistency requirements for bodies performing inspection. Even when a small importer is not buying accredited inspection, the same logic applies: the report must be scoped, traceable, and decision-ready.
- Use PPI before money is locked into the wrong setup: samples, materials, tooling, artwork, and line readiness belong here.
- Use DPI when defects can still be corrected: early output and process drift are cheaper to fix before cartons are sealed.
- Use PSI for release evidence: AQL sampling, workmanship, labels, packing, and quantity checks belong near shipment.
- Use loading, testing, or audit when PSI cannot answer the real risk: container integrity, hidden compliance, and supplier-system risk need different evidence.
Which Quality Inspection Type Should Importers Use First?
Importers should use the inspection type that answers the most expensive unresolved question at the earliest practical moment: PPI for setup risk, DPI for process drift, PSI for finished-lot release, container loading supervision for handover risk, and testing or factory audit when visual inspection cannot prove the claim.
That decision is easy to miss because many buyers treat PSI as the default answer to every quality problem. PSI is powerful, but it happens late. If the real problem is wrong fabric, incorrect tooling, weak supplier capability, or a process that drifts after the first day, final inspection may only document a failure that was already expensive.
Process signals need earlier evidence. NIST describes process-control techniques such as check sheets, Pareto charts, and control charts as ways to monitor and investigate process behavior. An importer does not need a full statistical program on every order, but the idea is practical: when a defect pattern is moving, the buyer should see it before the lot is finished.
Quality tools also change how the report is used. ASQ lists the seven basic quality tools as practical methods for understanding variation and defects. A good inspection plan borrows that discipline by connecting each finding to a release rule, not by collecting photos without a decision.
Inspection Timing Changes the Value of Evidence
The same defect can require a different inspection type depending on when the buyer can still act.
| Inspection Type | Best Moment | Buyer Question | Release Value |
|---|---|---|---|
| Pre-Production Inspection (PPI) | Before mass production | Are sample, materials, tooling, artwork, and setup ready? | Prevents a bad start |
| During Production Inspection (DPI) | Early to mid-production | Is the process drifting or repeating defects? | Allows correction before the lot is complete |
| Pre-Shipment Inspection (PSI) | 100% complete, mostly export packed | Does the finished lot match PO, sample, AQL, labels, and packing? | Supports ship, hold, sort, or rework |
| Container Loading Supervision | At loading handover | Are the right cartons loaded in a suitable container? | Protects count, seal, and handover evidence |
| Testing or Lab Coordination | Before shipment or approval | Can safety, chemical, or performance claims be proven? | Covers what visual inspection cannot see |
| Factory Audit | Before supplier approval or after repeat failure | Can the supplier system repeat the order reliably? | Reduces supplier-selection and recurrence risk |
The table also shows why the word inspection can be misleading. A buyer who asks for inspection may actually need process monitoring, acceptance sampling, loading supervision, laboratory testing, or supplier verification. Using the wrong label can produce a report that looks complete but answers the wrong question.
Commercial pre-shipment inspection should also be separated from government-mandated PSI programs. The WTO Agreement on Preshipment Inspection addresses government-contracted or mandated PSI activities, while most importer quality checks are private commercial inspections. The practical so-what is simple: your private inspection report supports your purchase and release decision; it does not replace customs, product compliance, or destination-market legal responsibility.
A useful buyer rule is to name the consequence first. If the consequence is a wrong approved sample, choose PPI. If it is repeating defects across a lot, choose DPI. If it is paying the balance on packed goods, choose PSI. If it is receiving the wrong cartons, choose loading supervision. If it is a hidden safety or performance claim, choose testing or audit support.
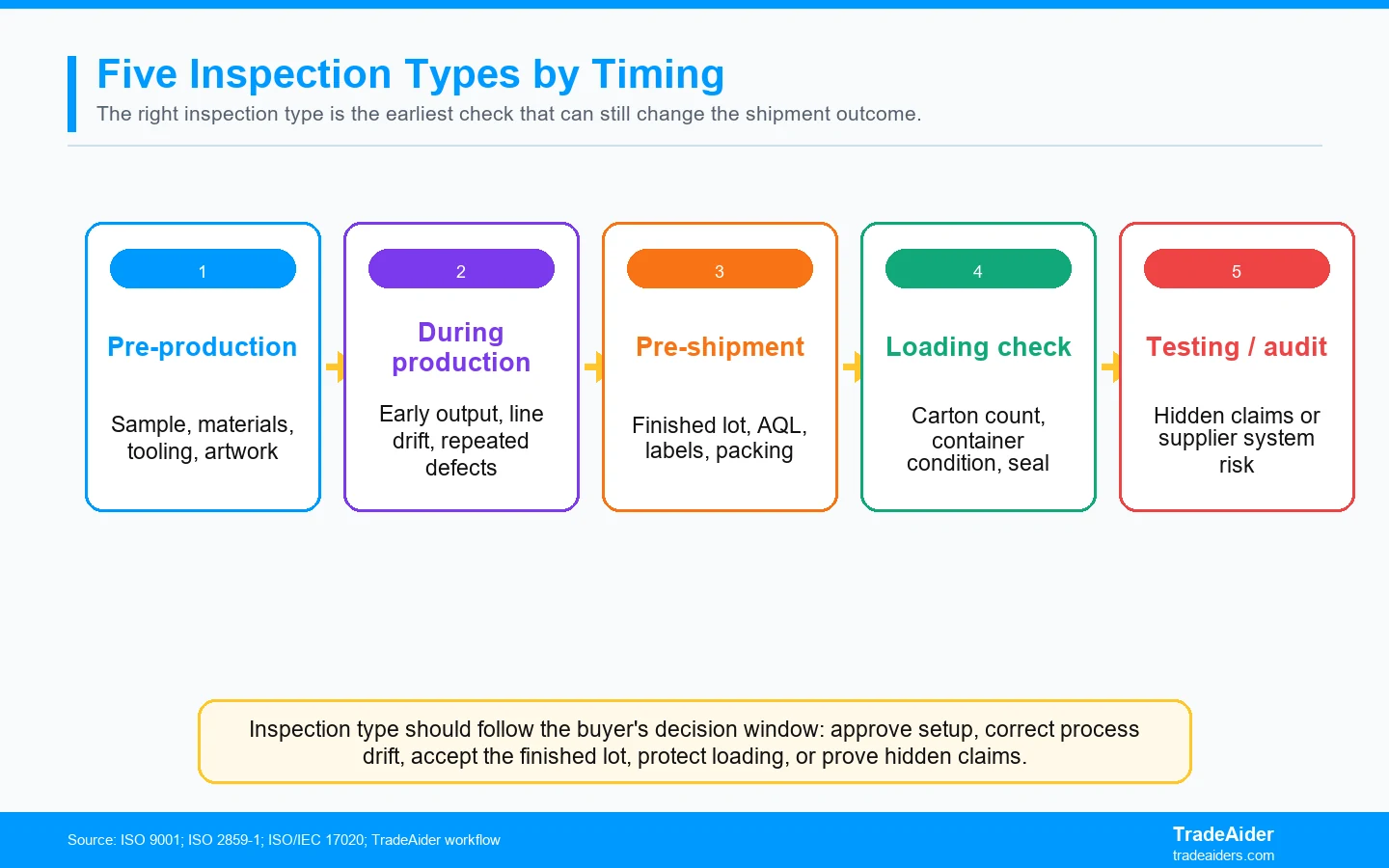
Inspection type should follow the buyer's decision window: approve setup, correct process drift, accept the finished lot, protect loading, or prove hidden claims.
Pre-Production Inspection Prevents a Bad Start
PPI is the right type when the buyer does not yet trust the setup that will create the whole order.
Use PPI when the approved sample can be misunderstood
The most expensive quality failure often starts before the first production run: wrong material, changed component, missing artwork, unconfirmed packaging, unapproved color, incorrect mold, unclear tolerance, or a factory that has not translated the sample into a production method. A PPI turns those risks into checkable evidence.
The inspector should compare material, components, tooling, trims, artwork, labels, packing materials, work instructions, and first-piece conditions against the purchase order and approved sample. If the factory cannot show these before production, the buyer is not ready to rely on a later PSI.
PPI is strongest for new products, new suppliers, and new materials
A repeat order from a stable supplier may not need PPI every time. A new factory, new product category, changed material, seasonal packaging update, retailer label change, or safety-critical component makes the early check more valuable.
The buyer should not ask PPI to predict every defect. Its job is narrower and more useful: confirm that the production file is real, that the factory understands the order, and that obvious setup gaps are corrected before volume work begins.
During Production Inspection Catches Drift While It Is Still Fixable
DPI is the type to use when waiting for final inspection would move the buyer from prevention to damage control.
DPI is a process signal, not a mini PSI
During Production Inspection should look at semi-finished goods, early finished output, defect concentration, line conditions, material batch changes, rework handling, packing readiness, and whether the supplier is following the approved production file. It is especially useful when the product has repeated assembly, tight dimensions, color matching, adhesive bonding, electronics function, or many accessories.
The evidence should tell the buyer whether the issue is isolated or systemic. A few random scratches may need sorting. A repeated defect from one shift, machine, material lot, or subcontracted process may need line correction before the lot grows.
The decision rule should be agreed before the visit
DPI becomes weak when the report only says defects were found. The buyer should define what triggers extra sampling, engineering review, supplier corrective action, line stop, or reinspection. Without that rule, the factory may continue producing while the buyer debates what the report means.
A practical threshold can be simple. For example, if the same major defect appears in three sampled cartons from the first 20% of production, expand sampling by SKU or production date and hold packing until the supplier shows corrected output. The number is not universal; the point is that the report must trigger a buyer action.
Pre-Shipment Inspection Protects the Payment and Release Decision
PSI is the best-known inspection type because it sees the finished goods closest to shipment.
Use PSI when the lot is complete enough to represent shipment risk
A PSI should normally happen when the order is complete and at least most export packing is ready. That lets the inspector sample across cartons, SKUs, colors, sizes, labels, barcode marks, packing units, accessories, and visible workmanship before the buyer releases payment or shipment.
PSI is not a promise of zero defects. Its value is disciplined sampling, clear defect classification, photo evidence, counts, measurements, and a conclusion the buyer can act on. The report should support release, hold, sort, rework, or reinspection rather than leave the buyer to interpret scattered observations.
Sampling only works when the lot structure is real
If one purchase order contains multiple SKUs, colors, sizes, factories, production dates, or packing versions, the inspection plan should spread samples across those groups. A clean sample from the easiest cartons can hide a concentrated failure in a smaller subgroup.
TradeAider buyers can use the AQL calculator and inspection standard guidance to set the sample size and defect classes before the inspector arrives. That prevents a late argument over whether a finding is critical, major, or minor.
Loading, Testing, and Audit Cover the Risks PSI Cannot Close
Some buyer risks sit outside ordinary visual inspection, so the inspection type must change.
Loading supervision protects the handover moment
A shipment can pass PSI and still suffer from wrong carton loading, shortage, container damage, water risk, poor stacking, mixed PO, seal mismatch, or missing loading photos. Container Loading Supervision is useful when the buyer needs evidence that the correct goods entered the correct container in acceptable condition.
This is not a substitute for PSI. It is a handover control. It should confirm container condition, carton count, shipping marks, loading sequence, seal number, and obvious cargo damage at the loading point.
Testing and audit should not be disguised as inspection
Visual inspection can check whether a label is present, a function turns on, a seam is broken, or a carton count matches the packing list. It cannot prove restricted substances, long-term durability, electrical safety, flammability, supplier capability, or repeated process control by looking at a few finished units.
When hidden claims matter, use product testing coordination. When supplier reliability is the concern, use factory audit service. The strongest inspection plan is honest about what each evidence type can and cannot prove.
Scenario Estimate: One Early DPI Can Be Cheaper Than Sorting a Finished Lot
The cost of the wrong inspection type is usually a timing cost, not an inspection-fee cost.
Assume a 12,000-unit order has a repeated cosmetic defect affecting 2% of units after a line fixture shifts. That is about 240 affected units. If a late PSI finds the pattern after packing, the buyer may pay for carton opening, sorting, repacking, extra warehouse time, and a shipment delay.
If a DPI catches the same pattern when 25% of production is complete, the buyer can isolate about 3,000 units of exposure instead of the full 12,000. Even if the inspector day costs more than doing only PSI, the buyer buys earlier leverage: the supplier can correct the fixture, sort the affected subgroup, and keep clean output moving.
This estimate is not a universal ROI claim. It is a decision screen. When the likely defect mechanism can spread across production, earlier evidence is usually more valuable than a cheaper late report.
Where TradeAider Fits in Inspection Type Selection
TradeAider helps importers choose the inspection type by risk, timing, and release evidence instead of defaulting every order to final inspection.
For setup risk, Pre-Production Inspection can verify samples, materials, components, packaging, and line readiness before mass production starts.
For process drift, During Production Inspection can check early output and defect patterns while correction is still possible. For shipment release, Pre-Shipment Inspection can verify the finished and packed lot with AQL-based evidence.
If the unresolved risk is loading, supplier capability, or hidden compliance, TradeAider can connect the buyer to container loading supervision, factory audit, or testing coordination rather than pretending one inspection report can answer every question.
SPAR Scenario: The Wrong Inspection Type Almost Approved the Lot
The buyer changed inspection type when the real risk was process drift, not finished-lot appearance.
Situation: A buyer ordered 18,000 molded plastic parts and planned to book only PSI.
Problem: Early cartons looked acceptable, but the approved sample required a tight clip-fit tolerance that could drift with tooling wear.
Action: The buyer asked TradeAider to add DPI, measure the clip fit by production date, and expand sampling for the line that showed drift.
Result: The buyer accepted a one-day correction delay, isolated 1,600 units for sorting, and avoided releasing a finished lot with a hidden functional complaint pattern.
Inspection Type Selection Checklist
Choose the inspection type by the buyer decision you need to make next.
- Use PPI when setup, materials, sample translation, or artwork is unproven.
- Use DPI when a defect mechanism can spread across production.
- Use PSI when the finished lot needs AQL-based release evidence.
- Use loading supervision when the handover, seal, carton count, or container condition matters.
- Use testing when a hidden safety, chemical, or performance claim must be proven.
- Use audit when the supplier system, not one shipment, is the real concern.
Before booking, write one sentence that begins with: 'If the inspection fails, we will...' If the answer is not clear, the inspection type or defect rule is not clear enough.
For a stable repeat order, PSI may be enough. For a new supplier, new material, regulated category, tight function, or high-value launch, the buyer should consider whether earlier or different evidence can prevent a later shipment dispute.
If you are unsure whether your order needs PPI, DPI, PSI, loading supervision, testing, or audit support, send TradeAider the product type, PO, approved sample, production status, top defect concern, and shipment deadline. The next step is to choose the right inspection type for your China order before the decision window closes.
Frequently Asked Questions
What are the main types of quality inspection?
The main types are pre-production inspection, during production inspection, pre-shipment inspection, container loading supervision, and testing or factory audit support. Each type answers a different buyer decision.
Is pre-shipment inspection enough for every order?
No. PSI is strong for finished-lot release, but it may be too late for material, tooling, supplier-system, or process-drift problems that need earlier action.
When should I use during production inspection?
Use DPI when defects can spread across the lot before final packing. It is especially useful for new suppliers, tight tolerances, repeated assembly, color matching, adhesive bonding, and complex accessories.
Can visual inspection replace laboratory testing?
No. Visual inspection can verify appearance, workmanship, labels, packing, and basic function, but hidden chemical, safety, durability, or performance claims need appropriate testing support.
How do I choose between PPI, DPI, and PSI?
Choose PPI for setup risk, DPI for process risk, and PSI for release risk. If more than one risk is serious, combine inspection types rather than forcing one report to answer every question.

Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
