- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog

The seven basic issues that weaken quality control inspections are unclear specifications, weak approved samples, vague defect classification, poor lot structure, wrong inspection timing, inspector-scope mismatch, and reports that do not trigger a buyer action. The common pattern is not bad luck; it is missing evidence discipline before the factory visit.
ISO 9001 treats quality as a managed system, not a final sorting event. That matters because an inspection report can only judge the requirements the buyer has defined and the evidence the inspector is asked to collect.
For sampled inspection, ISO 2859-1:2026 gives the AQL-indexed sampling framework many buyers use for lot-by-lot inspection. If the buyer has not defined the lot, defect classes, and sampling plan, the inspection can become a negotiation after the fact.
Inspection consistency also depends on scope and competence. ISO/IEC 17020 emphasizes competence, impartiality, and consistency for inspection activities; importers should translate that into clear instructions, product context, and report expectations.
- Most inspection issues are upstream: the product file, sample, tolerance, and defect rules must be ready before booking.
- Sampling problems hide concentrated failures: cartons, SKUs, colors, sizes, production dates, and packing versions must be represented.
- Timing changes leverage: inspection after balance payment or loading may document a failure without giving the buyer usable leverage.
- The report must trigger action: release, hold, sort, rework, reinspection, testing, or supplier escalation should be clear.
What Issues Affect Quality Control Inspections Most?
The biggest issues are unclear product requirements, weak approved samples, vague defect classes, poor sampling and lot mapping, inspection at the wrong production stage, inspector mismatch with the product risk, and reports that list findings without a release decision.
These issues are connected. A weak product file makes defect classification subjective. Subjective defect rules make sampling disputes more likely. Poor lot mapping hides concentrated failures. Late inspection reduces buyer leverage. A report with no action rule leaves the buyer to make a shipment decision from incomplete evidence.
Quality tools help organize the problem. ASQ describes practical tools such as check sheets, Pareto charts, and cause-and-effect diagrams. In import inspection, the same logic means every finding should be categorized, counted, located, and connected to a likely action.
Process-control thinking is also useful. NIST explains process monitoring and control as a way to signal when corrective action is needed. A buyer can apply that idea simply: if defects cluster by production date, line, carton group, material batch, or SKU, the report should not treat them as random.
The Seven Issues Are Really One Evidence Chain
Fix the earliest weak link before the inspection becomes a dispute.
| Issue | How It Damages Inspection | Buyer Fix Before Booking | Report Action |
|---|---|---|---|
| Unclear specification | Inspector cannot judge tolerance or requirement | Send PO, spec sheet, drawings, tolerance, photos | Clarify or hold scope |
| Weak approved sample | Factory and inspector compare against different expectations | Freeze golden sample and change log | Escalate mismatch |
| Vague defect class | Critical, major, and minor findings become subjective | Define defect examples and severity | Apply AQL consistently |
| Poor lot structure | Sampling misses risky subgroup | Map SKU, size, color, carton, date, factory | Spread samples |
| Wrong timing | Report arrives after leverage is gone | Choose PPI, DPI, PSI, or loading check | Change inspection type |
| Inspector mismatch | Checklist misses product-specific risk | Share CTQs, function tests, category risks | Add test or expert review |
| No release rule | Buyer receives findings but no decision path | Define release, hold, sort, rework, reinspection | Act on threshold |
The chain matters because later fixes are weaker. You can clarify a specification before production. You can correct a process during production. You can sort or rework before shipment. After loading or balance payment, the same finding may become a claim rather than a prevention action.
The strongest inspection instruction is not the longest checklist. It is the shortest complete set of requirements that tells the inspector what matters, how to sample it, how to classify it, and what result should stop the shipment.
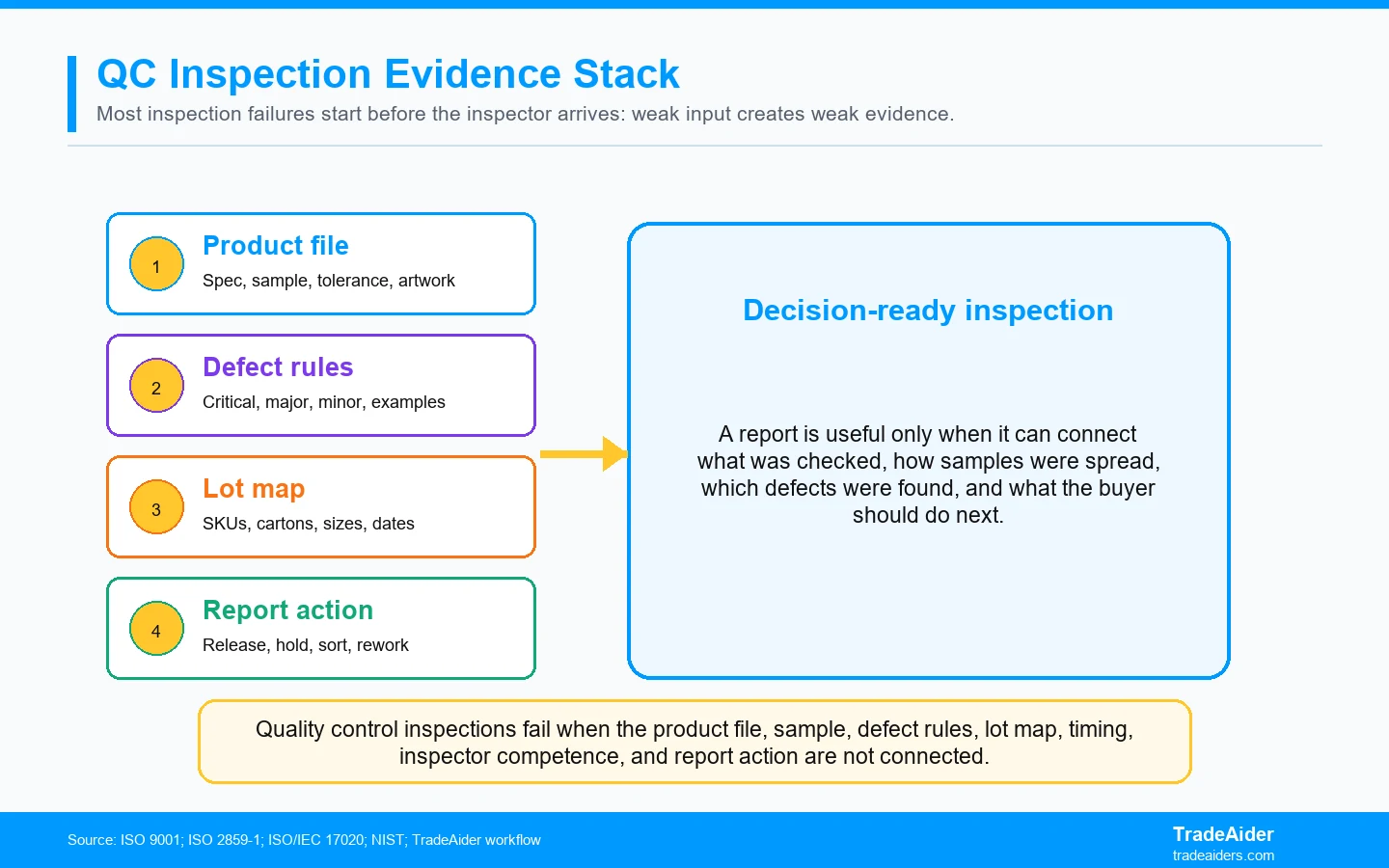
Quality control inspections fail when the product file, sample, defect rules, lot map, timing, inspector competence, and report action are not connected.
Issue 1 and 2: The Product File and Approved Sample Are Not Locked
Inspection quality starts with the reference evidence the inspector is allowed to use.
A weak product file turns inspection into opinion
A product file should contain the purchase order, product specification, approved sample photos, dimensions, material, color, function requirements, accessories, packaging, labels, barcode rules, carton marks, tolerances, and destination requirements. If the file is missing, the inspector may still check workmanship, but the buyer will not receive a precise conformity judgment.
This is especially risky when the supplier changes one detail after sample approval. A different zipper, screw, label font, carton size, trim color, or adapter can be treated as acceptable by the factory and unacceptable by the buyer. The inspection should compare current production against the frozen approval record.
The approved sample needs a change log
Many disputes begin with a sample that was approved informally and then changed through chat messages. If the buyer accepts a new material, color, packing, or accessory, the product file should record the change before inspection. Otherwise the inspector may reject what the buyer already accepted or approve what the buyer never reviewed.
A practical rule is to keep one production file per SKU and version. When a change happens, mark it by date, responsible person, and affected order. The inspector then has an evidence trail rather than a collection of disconnected messages.
Issue 3 and 4: Defect Classes and Lot Structure Are Too Vague
AQL inspection works only when severity and sample spread are defined before the first carton is opened.
Critical, major, and minor must be product-specific
A sharp edge may be critical for a children's product, major for a household item, and irrelevant for an unfinished component. A color shade difference may be major for a fashion SKU and minor for a hidden industrial part. Defect severity belongs to the product, sales channel, and user risk.
The buyer should define severity with examples, not only labels. If a scratch larger than 5 mm on a visible surface is major, say that. If missing screws, wrong warning label, failed function, loose stitching, or mixed carton marks stop release, define it before the inspection.
Lot mapping prevents clean samples from hiding dirty subgroups
A shipment may contain several SKUs, colors, sizes, material batches, factories, or production dates. If the inspector samples only the easiest cartons near the door, the report can miss a subgroup problem. Lot mapping tells the inspector where the risk might concentrate.
For example, a 10,000-unit order with five colors may show no problem in the first color sampled while one color has a repeated label mismatch. The report should show sample spread and carton identity so the buyer can decide whether to hold one subgroup or the whole shipment.
Issue 5: Inspection Timing Does Not Match the Risk
The same finding has different value before production, during production, before shipment, and during loading.
Timing is the hidden issue behind many weak inspections. A late PSI can confirm that cartons are wrong, but it may not give the supplier enough time to reprint labels. A DPI can reveal process drift, but it cannot confirm all final packing. A PPI can catch material and setup problems, but it cannot judge finished-lot acceptance.
The buyer should choose timing by the risk that still needs leverage. If a new material or supplier is unproven, inspect before production. If the defect mechanism can spread, inspect during production. If the release decision depends on finished goods, inspect before shipment. If the risk is handover, supervise loading.
The wrong timing can create false confidence. A buyer may receive a clean early report and assume shipment is safe, while the real issue appears during final packing. Another buyer may wait for PSI and discover that the defect should have been stopped two weeks earlier. Timing is not administrative; it is leverage.
Issue 6 and 7: Inspector Scope and Report Action Are Not Decision-Ready
A report should not only say what happened; it should show what the buyer can do next.
Product-specific checks must be named
An inspector can check general workmanship, quantity, packing, labels, and photos. Product risk may require more: torque, fit, pull test, battery function, coating adhesion, moisture content, smell, assembly, barcode scan, carton drop review, metal detection, or special measurement.
The buyer should name the critical-to-quality points before the visit. If the inspector lacks the tool, product knowledge, or test method, the buyer should add a specialized check, coordinate testing, or adjust the inspection scope rather than pretending a generic checklist is enough.
The report needs a release rule
A report that lists fifteen observations but does not classify severity leaves the buyer with more work, not more control. The report should connect each finding to severity, count, sample location, photo evidence, and the agreed release rule.
A useful release rule can be simple: release if critical defects are zero and major defects are within AQL; hold affected subgroups if a repeated major defect concentrates by SKU; require rework and reinspection when the same safety, label, function, or packaging defect repeats across carton groups.
Original Calculation: A Small Sampling Blind Spot Can Hide a Big Subgroup Problem
Inspection issues become costly when the defect is concentrated, not evenly spread.
Assume a 12,000-unit shipment has six SKUs of 2,000 units each. If one SKU has a 4% major defect pattern, that subgroup contains about 80 affected units. A sample that accidentally pulls too few units from that SKU can make the shipment look cleaner than it is.
The calculation does not mean AQL is weak. It means the lot structure must be real. If the buyer maps SKUs, carton ranges, and production dates before inspection, the inspector can spread samples and the report can isolate the affected subgroup instead of treating the whole shipment as one foggy number.
This is why the product file and lot map are not paperwork. They turn sampling into evidence the buyer can use for a targeted release, hold, sort, rework, or reinspection decision.
Where TradeAider Fits in QC Inspection Preparation
TradeAider can help turn an importer product file, sampling plan, and defect rules into a decision-ready inspection scope before the inspector enters the factory.
For finished-goods decisions, TradeAider can align Pre-Shipment Inspection with AQL sampling, defect classification, carton spread, product photos, and report evidence.
If the issue is timing or process drift, During Production Inspection can help the buyer see repeated defects while the supplier can still correct output. If the concern is supplier system reliability, factory audit service belongs in the plan.
TradeAider buyers can also use the inspection standard guidance and AQL calculator to define inspection instructions before booking, so the final report supports action rather than debate.
SPAR Scenario: The Report Was Long, but the Decision Was Missing
The buyer improved the inspection by fixing the product file and release rule, not by asking for more photos.
Situation: A home goods importer received a 62-page inspection report with many photos but no clear release recommendation.
Problem: The report mixed minor scratches, wrong barcode labels, and one repeated assembly issue without separating severity or affected cartons.
Action: The buyer asked TradeAider to rebuild the defect classes, map carton ranges by SKU, and reinspect the affected subgroup.
Result: The buyer released four clean SKUs, held one SKU for label correction, and required rework on 620 units with the repeated assembly defect.
Pre-Inspection File Checklist
Prepare these items before booking a quality control inspection.
- PO, specification sheet, drawings, tolerances, and approved sample photos.
- SKU, color, size, carton, production-date, and packing-version map.
- Critical, major, and minor defect examples with release thresholds.
- Product-specific tests, tools, measurements, and photo requirements.
- Production status and inspection timing rule.
- Release, hold, sort, rework, retest, or reinspection action rule.
The checklist does not need to be beautiful. It needs to be unambiguous. If a supplier, inspector, and buyer read it and reach different conclusions, the inspection is not ready.
For repeated orders, update the file after every serious defect or return pattern. That turns inspection from a one-time control into a learning system for the next purchase order.
If your inspection reports are long but still hard to act on, send TradeAider the PO, spec sheet, approved sample, defect concerns, carton/SKU map, and production status. The next step is to prepare a decision-ready inspection scope before the factory visit.
Frequently Asked Questions
What causes most quality control inspection problems?
Most problems come from weak buyer inputs: unclear specs, incomplete samples, vague defect rules, poor lot mapping, and no release threshold. The inspector then has too little structure to produce decision-ready evidence.
How detailed should an inspection checklist be?
It should be detailed enough to define product requirements, defect severity, sample spread, product-specific checks, and report action. Extra generic checks do not help if the critical-to-quality points are missing.
Can AQL solve unclear defect classification?
No. AQL gives sampling and acceptance logic, but the buyer must define which defects are critical, major, or minor before inspection. Otherwise the result becomes subjective.
Why does lot structure matter in inspection?
Lot structure tells the inspector how to spread samples across SKUs, colors, sizes, cartons, production dates, and packing versions. Without it, a concentrated subgroup defect can be missed.
What should a quality inspection report conclude?
A good report should support release, hold, sort, rework, retest, or reinspection. It should not leave the buyer with photos and counts but no decision path.

Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
