- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog
A consumer electronics inspection fails when it treats a brief power-on check as proof that a shipment is ready. The real release problem is a convergence problem: function, model identity, battery information, labels, accessories, packaging, and AQL defect results must all point to the same production lot.
That distinction matters because electronics buyers often receive a working approval sample, then release a shipment made with a changed firmware version, a different charger, a substituted battery, a weaker carton, or missing accessory documentation. None of those risks is solved by one generic visual inspection. The inspection plan has to translate the buyer file into observable product checks before goods leave the factory.
Key Takeaways
- Power-on is only one evidence stream; consumer electronics inspection also needs use-path testing, model identity, battery and charger review, labels, accessories, packaging, and AQL workmanship checks.
- ISO 2859-1:2026 supports AQL-indexed sampling, but AQL does not decide which special safety, regulatory, or functional checks should be added to the scope.
- For US-bound RF devices, FCC authorization evidence is separate from shipment inspection; PSI can verify the label and model match the buyer file, but it does not replace authorization.
- The practical release decision is not pass/fail by mood. It should be release, rework, or hold based on whether the report evidence can defend the actual shipment.
The Direct Answer
A useful consumer electronics inspection combines AQL sampling with product-specific functional tests, identity checks, battery and charger review, label verification, accessory count, packaging review, and photo evidence that ties the report to the packed lot.
ISO 2859-1:2026 is the current ISO standard for sampling procedures indexed by AQL for inspection by attributes. That supports lot-by-lot sampling discipline, but the buyer still has to define the electronics-specific scope.
For US-bound devices that emit radio frequency energy, the FCC equipment authorization page states that RF devices must be properly authorized before marketing or importation. That makes model, label, manual, and FCC identity checks important release evidence, even though PSI itself is not a certification process.
CPSC recall records repeatedly show consumer electronics hazards such as overheating, fire, shock, charging faults, and battery incidents. The inspection implication is practical: a clean appearance is not enough when the real buyer risk sits in function, power behavior, markings, and the accessories packed with each unit.
Consumer Electronics Release Control Map
The body image below is not a decoration. It shows the decision logic of this article: use-path tests feed a lot identity gate, then the shipment exits into release, rework, or hold. That is a different workflow from simply counting visible scratches.
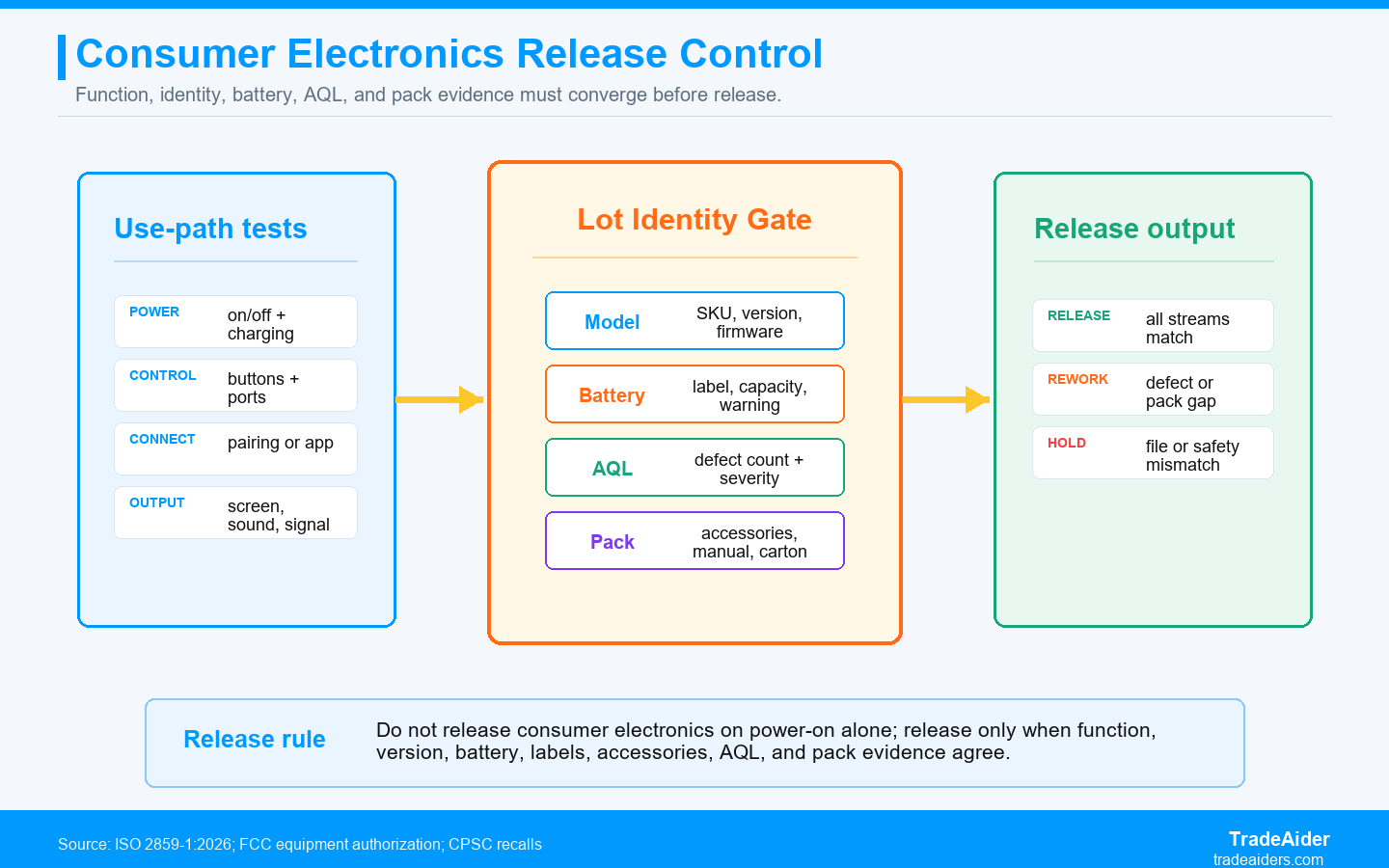
Consumer electronics release should prove function, version, battery, labels, accessories, AQL results, and pack evidence before shipment.
| Inspection Area | What To Verify | Typical Failure | Release Decision |
|---|---|---|---|
| Use-path function | Power, charging, display, sound, pairing, buttons, ports, app connection | Unit powers on but fails the real buyer use case | Rework if failure is repeated; hold if critical function fails |
| Model identity | SKU, firmware, rating label, manual, carton barcode, accessory list | Sample and shipment share the name but not the version | Hold until the factory proves the correct model path |
| Battery and charger | Wh rating, charger spec, warning text, polarity, cable, pack documentation | Wrong charger or unclear battery data | Rework labels or hold for documentation gap |
| AQL workmanship | Major, minor, and critical defect classification under the agreed plan | Visible defects undercounted or classified too softly | Accept only if defect count and severity fit the plan |
| Packaging | Retail box, master carton, inserts, manuals, drop-risk protection, barcode | Good unit becomes a return because the pack is wrong | Rework before shipment or separate affected cartons |
Functional Tests Should Follow The Buyer Use Path
The first inspection mistake is to test what is easy instead of what buyers actually do. A speaker should pair, play, charge, and respond to controls. A small appliance should start, stop, change modes, and survive a short operating cycle. A smart device should connect, reset, and show that the packed manual matches the shipped interface.
This is where the inspection scope should be more specific than the product name. A purchase order that says 'Bluetooth lamp' is not enough. The inspector needs the use path: power input, pairing method, dimming modes, remote control, accessories, labeling, and packaging. Without that path, the report can show many photos and still miss the commercial reason customers return the product.
An illustrative release calculation helps explain the cost. If a 3,000-unit lot has a hidden 2 percent charging failure, and each return costs only $12 in refund loss, handling, replacement, and support time, the exposed cost is about $720 before marketplace rating damage. A functional test that catches the pattern before shipment does not need to be perfect to change the release decision.
AQL Sampling Needs Electronics-Specific Special Checks
AQL protects the buyer from pretending that a tiny informal sample represents the whole lot. It also creates a shared language for sample size, acceptance number, and defect severity. But AQL by itself does not tell the inspector that a charger label should match a rating plate, or that a wireless device needs a consistent model identity across unit, manual, and carton.
The better approach is to use AQL for workmanship and visible defect discipline, then add special checks for electronics risks. Critical checks may include unsafe overheating, exposed conductor risk, wrong plug, incorrect battery marking, missing warning label, or a power adapter mismatch. Major checks may include failed pairing, unstable charging, wrong accessory, defective screen, or unreadable barcode. Minor checks may include cosmetic flaws that do not affect saleability or safety.
That classification should be agreed before the inspection starts. If the factory and buyer negotiate severity after seeing the result, the report becomes a debate instead of evidence. A strong scope makes the inspector's job simpler: observe the lot, classify the finding, record the proof, and connect the result to a release rule.
Common Defects Are Usually Evidence Gaps, Not Just Bad Units
Many electronics defects are not isolated broken products. They are signs that the production file and the packed lot drifted apart. Missing manuals point to document control. Wrong labels point to version control. Accessory shortages point to kitting control. Charging failures may point to component substitution or insufficient factory screening. Repeated carton damage points to packaging design, not only careless handling.
This is why photos matter. The buyer needs more than a defect count. The report should show the unit label, carton mark, accessory set, functional test screen, charger, warning text, and sampled defect examples. When the evidence is complete, a remote buyer can separate three decisions: release the unaffected lot, rework a known issue, or hold shipment because the risk is still undefined.
TradeAider's real-time inspection visibility is useful at this point because electronics decisions often happen while goods are already packed and the shipping window is tight. Seeing the finding early helps the buyer ask for extra photos, confirm whether the issue is isolated, or request rework before the carton count becomes harder to change.
How TradeAider Turns The Inspection Into Release Evidence
TradeAider should not be positioned as a substitute for certification labs, FCC authorization, legal compliance review, or product design validation. Its role in this topic is shipment-level evidence: checking whether the actual production lot matches the buyer file closely enough to release, rework, or hold before export.
Scenario: The Sample Worked, But The Shipment Changed
Imagine an importer approved a smart desk lamp sample with a stable app connection, correct adapter, and English warning label. The production lot arrives at inspection with the same outer appearance, but the adapter supplier changed, the manual shows a different pairing flow, and 3 of 50 sampled units fail the reset procedure. A visual-only inspection would call the product clean. A use-path inspection would identify a release problem.
The action is not automatically to reject the full order. The useful action is to isolate evidence. Check whether the adapter change affects every carton, whether the failed reset appears across more than one production time block, whether the manual is an old insert, and whether the carton barcode points to the correct SKU. The result may be rework, added sampling, or a hold until the factory proves the changed part is approved.
The Report Should Separate Release, Rework, And Hold
A weak report ends with a vague pass or fail. A stronger electronics inspection report separates evidence into release categories. Release means sampled units, labels, accessories, packaging, and documents match the buyer file within the agreed limits. Rework means the defect is defined, correctable, and can be verified before shipment. Hold means the risk is still unknown, critical, or inconsistent with the buyer's market requirement.
This release logic keeps the buyer from overreacting to small defects and underreacting to serious evidence gaps. A small scratch may be acceptable if it sits below the AQL limit. A missing battery warning may require rework even if every sampled unit turns on. A mismatched model label may justify a hold because it can break marketplace listing, customs, or compliance evidence later.
What To Send Before The Inspector Arrives
Before booking a pre-shipment inspection, the buyer should send the final product specification, approved sample notes, PO, SKU list, firmware or version requirement, battery and charger details, label artwork, manual, packing method, destination market, and any past complaint pattern. That package lets the inspector convert buyer intent into observable checks.
If the order is still changing, a During Production Inspection may be more useful than waiting for final cartons. If the order is already 100 percent produced and at least 80 percent packed for export, PSI becomes the right release gate. The point is not to choose inspection timing by habit. It is to choose timing by the type of evidence that can still change the shipment outcome.
Another practical depth check is sample widening. If the first sampled units show a repeated electronics defect, the buyer should not simply average the finding into the original AQL result and move on. The better question is whether the defect pattern suggests one affected carton group, one assembly station, one component batch, or the whole production run. A small number of failures can be more serious than a larger number of cosmetic defects when the failures point to a shared electrical or firmware cause.
For that reason, the inspection brief should define what happens when a special check fails. The response may be extra sampling, carton isolation, factory rework, a reinspection, or escalation to the buyer's compliance team. Writing that rule in advance prevents the release meeting from becoming a negotiation over vocabulary after the report is issued.
Who Is TradeAider?
TradeAider is a quality control service provider for importers that need factory audits, product inspections, e-commerce inspection support, product testing coordination, and real-time inspection visibility. For electronics buyers, the practical value is the ability to turn a remote inspection into a clearer release decision while goods are still close to the factory.
If your electronics order already has a specification, sample, purchase order, packing status, and destination market, the next step is to contact TradeAider with the inspection scope so the report can focus on the evidence that decides release, rework, or hold.
Frequently Asked Questions
Can PSI replace FCC authorization or safety certification?
No. PSI can verify shipment-level evidence such as labels, model identity, accessories, function, packaging, and report photos, but it does not replace FCC authorization, safety testing, certification, or legal compliance review. Treat PSI as the lot verification layer after the compliance file has already been defined.
What is the biggest electronics inspection mistake?
The biggest mistake is using a generic visual checklist for a product whose buyer risk is functional, electrical, or identity-related. A consumer electronics inspection should include the buyer use path, not only cosmetic appearance and carton count.
When should electronics importers book PSI?
Book PSI when production is complete and at least 80 percent of the order is packed for export. If function, components, or packaging are still unstable earlier in production, use an earlier inspection stage to catch systemic problems before final packing.
What should be in the inspection file?
The file should include the PO, SKU list, approved sample notes, product specification, functional test steps, label artwork, manual, battery and charger details, packing method, destination market, and any known defect history. The clearer the file, the less the inspection depends on guesswork.
Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
