- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog

Quality defects affect product safety and reliability by changing whether a product can be used safely, perform as promised, survive normal use, comply with requirements, and avoid repeat field failures. A cosmetic defect may only reduce saleability, but a functional, structural, electrical, chemical, labeling, or packaging defect can create safety exposure, warranty cost, recalls, supplier disputes, or long-term reliability complaints.
ISO 9001 links quality management to customer requirements, operational control, performance evaluation, and improvement. That matters because safety and reliability are not separate from quality; they are consequences of whether the product meets requirements over time.
ISO/IEC 17020:2026 frames inspection around conformity with requirements for products, processes, and services. For an importer, the inspection task is not only finding defects; it is deciding which defects change product safety, function, or release risk.
CPSC business reporting guidance explains that a reported product defect does not always create a substantial product hazard, and CPSC staff evaluates whether corrective action is appropriate. The importer takeaway is important: defect severity depends on consequence, evidence, and user risk, not just appearance.
- Not all defects are equal: classify defects by consequence: critical, major, minor, and trend risk.
- Safety defects need fast escalation: sharp edges, choking hazards, overheating, electrical exposure, instability, and unsafe labels can block shipment.
- Reliability defects often hide in function: weak bonding, poor fit, bad components, and inconsistent assembly may fail after use.
- Inspection and testing should be separated: visual inspection finds visible evidence; testing is needed for hidden safety or performance claims.
How Do Quality Defects Affect Safety and Reliability?
Quality defects affect safety when they create a hazard such as sharp edges, choking risk, instability, overheating, electrical exposure, incorrect warnings, or unsafe materials. They affect reliability when they cause repeated failure in normal use, such as weak bonding, loose parts, poor fit, bad components, inaccurate dimensions, or packaging damage that compromises the product.
The same defect can have different severity depending on product category and buyer promise. A small scratch on a hidden surface may be minor. A small crack in a load-bearing part, a missing warning label, a loose battery door, or a wrong child-product component may be critical or major because the consequence changes.
NIST process-control guidance is useful because repeated defects are rarely random forever. When a defect clusters by production date, material batch, operator, mold, machine, carton range, or supplier process, it should trigger root-cause questions rather than only finished-goods sorting.
ISO 2859-1:2026 supports acceptance sampling for attributes, but AQL limits do not decide product safety by themselves. A critical safety defect can require shipment hold even if the overall sample count looks numerically small.
Defect Types and Their Safety-Reliability Impact
Classify defects by buyer consequence before deciding release action.
| Defect Type | Common Example | Safety or Reliability Impact | Buyer Action |
|---|---|---|---|
| Cosmetic defect | Scratch, stain, shade difference, poor finish | May reduce saleability or brand perception | Classify minor or major by visibility |
| Dimensional defect | Wrong size, poor fit, misaligned part | Can affect assembly, use, comfort, or function | Measure affected subgroup |
| Functional defect | Switch failure, weak closure, poor bonding | Can create early failure or customer return | Hold, sort, rework, or test |
| Safety defect | Sharp edge, choking part, overheating, instability | Can injure users or violate requirements | Escalate and hold release |
| Label or warning defect | Wrong warning, missing origin, incorrect instructions | Can affect compliance and safe use | Correct before shipment |
| Packaging defect | Weak carton, moisture exposure, wrong protection | Can damage product before use | Improve packing and reinspect |
| Reliability trend | Repeat failure by batch or production date | Can create warranty and field complaints | Trace root cause and corrective action |
The severity rule should be written before inspection. If the buyer waits until defects appear, the supplier may argue that everything is minor. A clear rule protects both sides because it links the physical finding to buyer consequence.
Importers should also separate isolated defects from trend defects. One weak seam may require sorting. The same seam failure across several sizes, colors, or production dates may indicate a process issue that threatens reliability across the shipment.
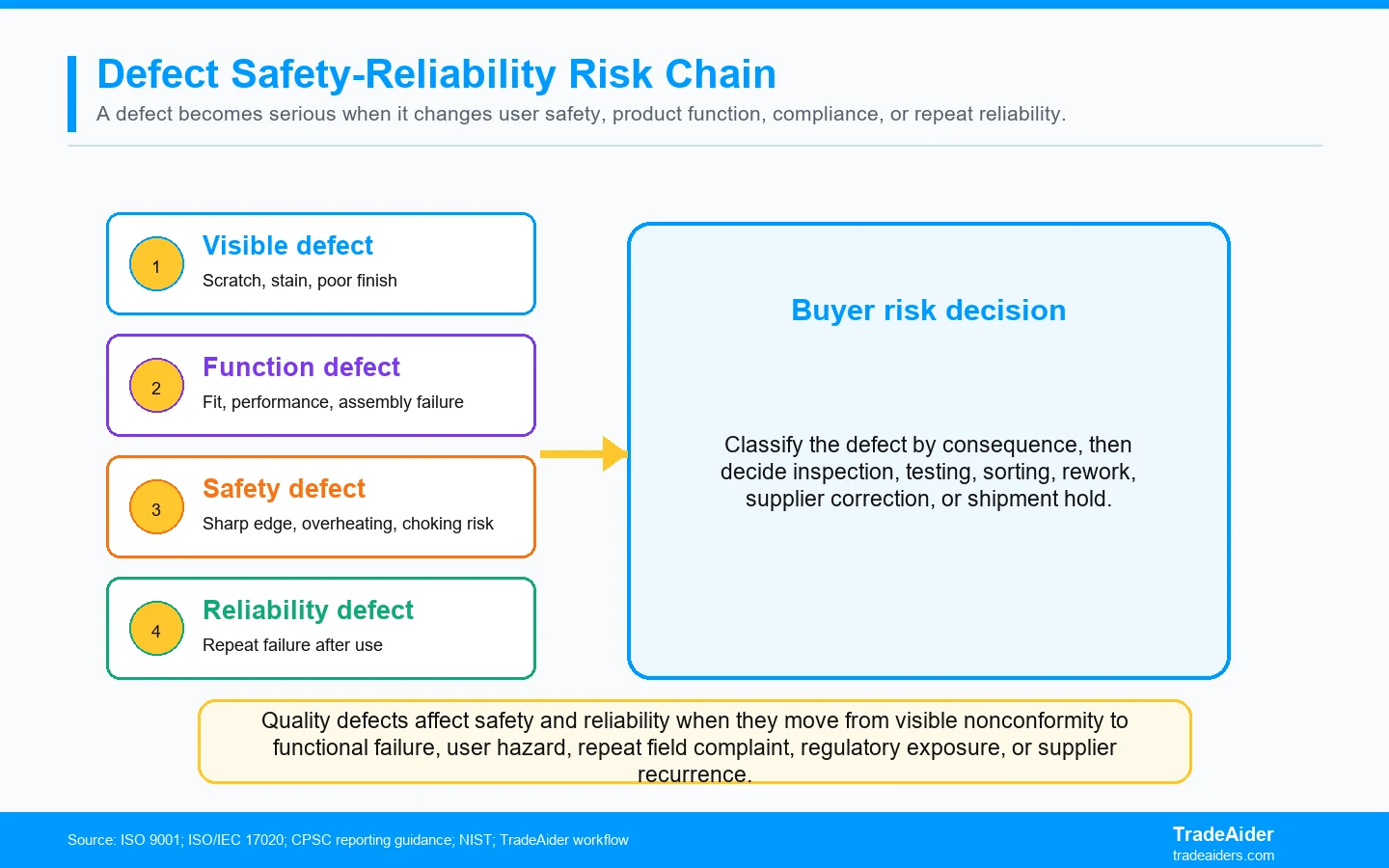
Quality defects affect safety and reliability when they move from visible nonconformity to functional failure, user hazard, repeat field complaint, regulatory exposure, or supplier recurrence.
Quality Defects Affect Safety When Severity Changes the Consequence
A safety defect is not defined by how large it looks; it is defined by the harm it can create.
Critical defects should stop release until resolved
Critical defects usually involve injury, fire, electrical exposure, choking, chemical exposure, instability, sharp edges, unsafe material, missing warnings, or product behavior that makes normal use unsafe. A single confirmed critical defect can be enough to hold a shipment while the buyer investigates.
This is where a generic pass/fail inspection can become dangerous. If the checklist treats every defect as appearance, a safety issue may be counted but not escalated. The defect class should tell the inspector and buyer which findings require immediate action.
Warnings and labels are part of safety
Many buyers think of safety only as physical construction, but warning labels, instructions, age grading, origin marks, battery warnings, electrical markings, and caution statements can affect safe use. A missing or incorrect warning can be more important than a small appearance defect.
The inspection process should photograph warning and instruction evidence where relevant. If the label or document claim is safety-related, the buyer should decide whether visual verification is enough or whether additional testing or compliance review is required.
Reliability Defects Often Look Like Small Function Problems
A reliability defect is serious because it may fail after the customer starts using the product.
Weak components create delayed complaints
Loose screws, weak adhesive, poor stitching, undersized clips, brittle plastic, weak charging ports, low-quality zippers, misaligned hinges, unstable joints, and poor sealing may not always look dramatic during inspection. They become expensive when they fail in normal use.
The buyer should identify critical-to-function points and decide which require measurement, repeated cycling, pull force, torque, weight, fit, or other functional checks. A one-second visual check cannot prove every reliability claim.
Packaging defects can damage reliable products
A product can leave the line in good condition and arrive unreliable because packaging failed. Weak cartons, poor cushioning, moisture exposure, loose accessories, crushed retail boxes, or poor pallet handling can create damage before the product reaches the customer.
For importers, packaging checks should be part of reliability control when the sales channel depends on sellable retail packaging or when the product is fragile. Carton condition, inner protection, barcode readability, and accessory separation can all matter.
Inspection Should Find Both Defects and Defect Patterns
The buyer's release decision depends on what failed, where it failed, and whether the failure is likely to repeat.
Concentration changes the decision
If a defect appears randomly across a few units, the buyer may sort or accept with a correction plan. If the same defect appears in one production date, material batch, color, size, mold, machine, or carton range, the buyer may need a subgroup hold or expanded inspection.
The report should therefore include defect photos, counts, carton numbers, sample locations, production-date notes, and severity. Without location evidence, the buyer cannot tell whether the problem is isolated or systemic.
AQL does not overrule safety judgment
Acceptance sampling helps judge a lot, but it should not be used to normalize critical safety findings. If a sample contains an unsafe condition, the buyer should escalate even if the numerical defect count looks small.
TradeAider's inspection standard guidance can help buyers define defect severity before the visit so a safety or reliability issue is not treated like an ordinary cosmetic defect.
Testing Is Needed When the Defect Mechanism Is Hidden
Visual inspection can flag risk, but hidden safety and reliability claims often need a test method.
Some safety risks cannot be seen
Restricted substances, flammability, electrical insulation, battery safety, material composition, long-term durability, and detailed performance claims may not be proven by visual inspection. An inspector can verify labels, documents, sample identity, and visible construction, but not every hidden risk.
TradeAider can coordinate product testing services when the buyer needs lab evidence. The strongest plan separates what inspection can verify from what testing must prove.
Supplier correction should include prevention evidence
If a safety or reliability defect appears, the buyer should not accept a simple promise that it was fixed. The supplier should show which units were affected, what correction was made, how many were sorted or reworked, and what process change prevents recurrence.
For recurring defects, a factory audit or process review may be more useful than repeating the same final inspection. Reliability improves when the buyer finds the mechanism, not only the defective units.
Scenario Estimate: One Critical Defect Can Outweigh a Clean Average
Safety and reliability decisions should not be averaged into ordinary defect math.
Assume a 5,000-unit small appliance order has only two sampled units with exposed wire insulation near a heat area. Numerically, the count may look small. Practically, the finding should stop release because the consequence is electrical exposure, heat risk, and possible field failure.
If the buyer ships and 0.4% of the lot develops the same issue, about 20 units could become customer incidents, returns, or service claims. If each claim costs $35 in replacement, freight, and support, the direct cost is about $700 before counting safety exposure or marketplace account risk.
This estimate is illustrative and deliberately conservative. The decision point is that critical safety findings need escalation, not averaging into a general defect rate.
Where TradeAider Fits in Defect Risk Control
TradeAider helps importers classify quality defects by safety, reliability, function, labels, packaging, and recurrence risk, then connect inspection evidence to release, hold, rework, testing, or supplier correction.
For finished lots, Pre-Shipment Inspection can document defect severity, sample spread, photos, measurements, labels, packing, and release evidence before goods leave the factory.
When repeated defects appear during production, During Production Inspection can help isolate the affected production stage and verify supplier correction before the full lot is packed.
If the defect points to supplier system weakness, TradeAider can add factory audit support or testing coordination so the buyer addresses root cause rather than only sorting finished goods.
SPAR Scenario: A Minor-Looking Defect Became a Reliability Hold
The buyer escalated a small visible finding because the defect mechanism affected repeated use.
Situation: A buyer ordered 9,000 home-use products with a plastic latch that had failed in one previous batch.
Problem: The supplier described small latch gaps as cosmetic, but the buyer suspected weak fit after repeated opening.
Action: TradeAider inspected latch fit by carton group, recorded defect concentration, and added a repeated-use function check for sampled units.
Result: The buyer held 740 units from one production date for rework, released the clean subgroup, and added latch cycling to the next inspection instead of accepting the supplier's cosmetic classification.
Defect Safety and Reliability Checklist
Classify each defect by consequence before deciding shipment release.
- Does the defect create injury, fire, electrical, choking, chemical, instability, or sharp-edge risk?
- Does it affect function, fit, durability, repeated use, or product promise?
- Does it involve warning labels, instructions, origin marks, barcode, or compliance evidence?
- Is the defect random or concentrated by production date, SKU, carton, color, size, or material batch?
- Can inspection prove the issue, or does it require testing?
- What evidence is required for supplier correction and reinspection?
The buyer should define critical, major, and minor examples before inspection. A supplier should not decide after the report whether a defect is harmless.
Safety and reliability control improves when every repeated complaint becomes a future inspection point, testing question, or supplier corrective-action requirement.
If your inspection finds defects that may affect safety, function, labels, packaging, or reliability, send TradeAider the product type, defect photos, PO, approved sample, test requirements, and shipment status. The next step is to classify defect risk before shipment release and decide whether to hold, sort, rework, test, or reinspect.
Frequently Asked Questions
How do quality defects affect product safety?
Quality defects affect safety when they create hazards such as sharp edges, choking risks, overheating, electrical exposure, instability, unsafe materials, or missing warnings.
How do defects affect product reliability?
Defects affect reliability when they cause repeated failure during normal use, such as weak bonding, bad components, poor fit, inaccurate dimensions, or packaging damage.
Are minor defects ever safety risks?
A visually small defect can be a safety risk if it affects a critical part, warning label, child-accessible component, electrical area, load-bearing structure, or protective function.
Can AQL sampling approve a lot with safety defects?
AQL helps judge lots, but critical safety defects should be escalated separately. A single confirmed critical defect may justify holding release and investigating the affected lot.
When should importers use product testing?
Use testing when the risk cannot be proven visually, such as chemical content, flammability, electrical safety, material composition, durability, or detailed performance claims.

Artigos Relacionados

Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
