- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog
Industrial products quality inspection fails when it treats a mechanical shipment like a cosmetic lot; the release decision must prove fit, function, safety guards, documentation, and crate protection before the equipment leaves the factory.
For mechanical and equipment importers, the highest-cost defect is often not the scratch that appears in an AQL count. It is the hole pattern that does not match the mating frame, the fastener grade that changed, the guard that was packed separately and lost, the voltage label that does not match the motor, or the crate that lets a heavy component deform in transit.
The inspection plan should therefore start with the buyer file: drawings, approved sample photos, bill of materials, critical dimensions, installation conditions, functional checks, packaging drawings, label artwork, accessory list, and known failure history. ISO 2859-1:2026 can support lot-by-lot sampling, but it does not decide which mechanical features are critical. That decision must come from the product risk.
Key Takeaways
- AQL is not enough: sampled workmanship checks must be combined with buyer-defined critical dimensions, function checks, and safety controls.
- Drawings drive the inspection: tolerance, hole position, thread, alignment, weld, fastener, and assembly checks need a product file, not only a visual checklist.
- Guarding is a release gate: missing guards, exposed pinch points, unstable switches, or wrong warnings should override ordinary appearance results.
- Packaging is part of industrial quality: heavy components, sharp edges, and crates need transit evidence before release.
Start With the Drawing, Not the Finished Surface
A mechanical product can look acceptable and still fail installation because the inspected lot does not match the drawing or mating requirement.
Industrial inspection begins by defining what the product must fit, support, move, carry, seal, rotate, or connect to. ISO/IEC 17020:2026 describes inspection as examining products, installations, processes, services, and related items to determine conformity with requirements. In practical sourcing terms, the requirement is not the inspector's preference; it is the drawing, sample, purchase order, standard, or buyer specification.
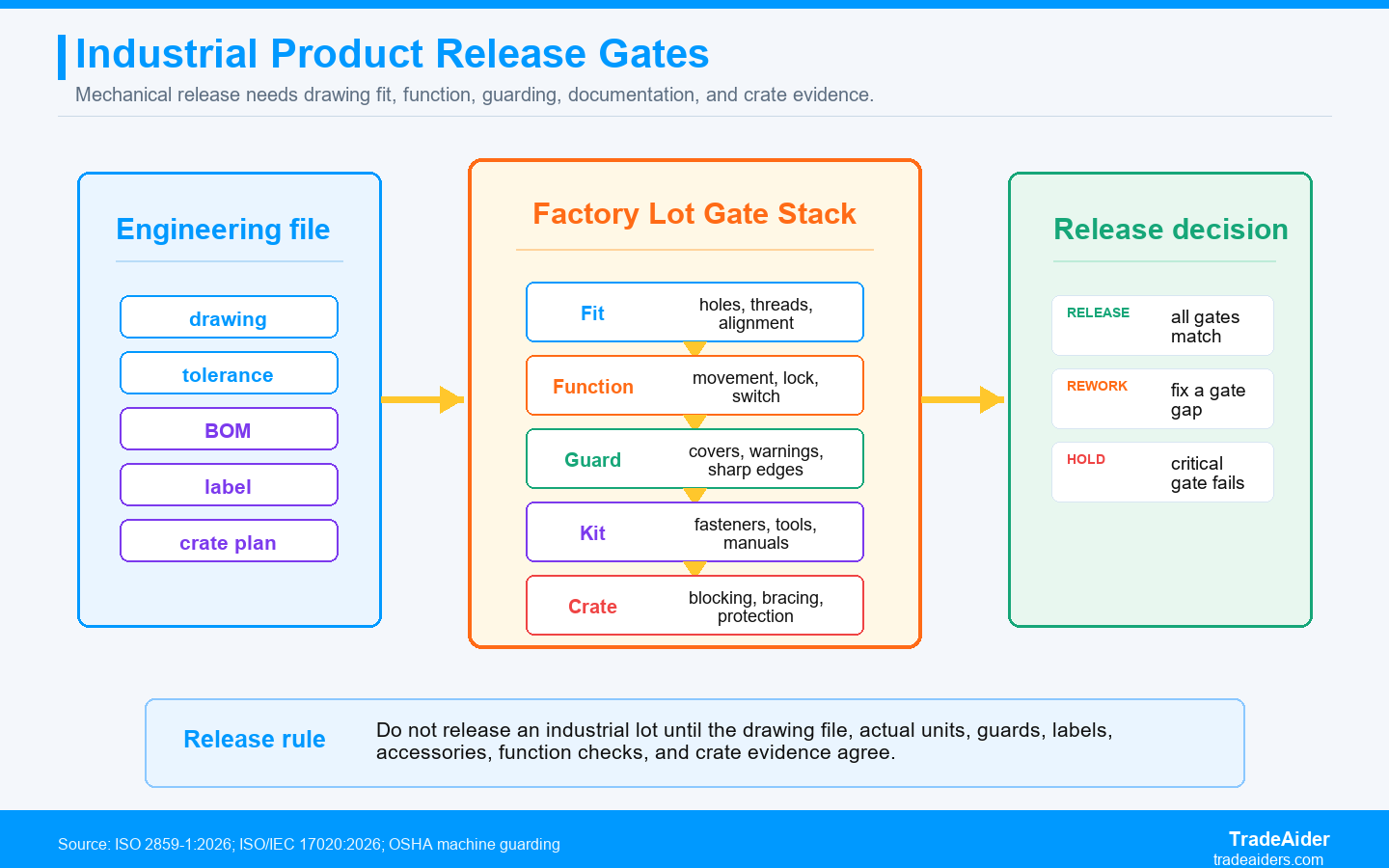
Industrial product release should connect drawings, dimensions, assembly, guarding, function, documentation, AQL defects, and crate protection.
Critical dimensions should be named before the inspector arrives
A generic dimension check can waste time while missing the feature that actually controls installation. The buyer should mark critical-to-fit dimensions such as mounting holes, thread size, shaft diameter, slot width, bracket spacing, flange alignment, and mating-part clearance. The report should show method, sample count, instrument, tolerance, and photo evidence for any failed point.
When the buyer does not name critical dimensions, the inspector may check visible length and width while the failure hides in hole position or thread depth. That is why the inspection brief should separate general dimensions from release dimensions. General dimensions support trend control; release dimensions decide whether the lot can be installed.
Assembly checks should prove fit, not only count parts
Many industrial goods ship as kits, subassemblies, frames, or modules. Counting parts is necessary, but it does not prove assembly fitness. The inspector should check whether fasteners fit the threads, brackets align with the frame, covers close without force, moving parts clear adjacent surfaces, and accessories belong to the correct SKU.
This step is especially important when suppliers substitute hardware or pack similar models in the same area. A bolt with the wrong length may still appear present in the kit, but it can prevent assembly or create field failure. The release rule should focus on whether the buyer can assemble and use the product as intended.
Welds, coatings, and fasteners need consequence-based defect classes
A small paint mark on a hidden surface may be minor, while a crack at a welded load point can be critical. The defect class should follow consequence, not visual size alone. Weld porosity, missing weld length, loose fasteners, stripped threads, corrosion, burrs, sharp edges, or coating gaps should be judged against the product's use and load path.
For a useful release decision, the report should not only count defects. It should explain where the defect appears and what it affects. A scratched non-contact surface, a damaged sealing face, and rust inside a bearing housing should not receive the same treatment just because they are all visible findings.
Function and Guarding Decide Whether the Lot Is Usable
Function checks tell the buyer whether the equipment behaves as shipped; guarding checks tell the buyer whether that behavior is safe enough to release.
Function checks should follow the real operating sequence
The inspection scope should define how the product is switched on, moved, locked, adjusted, loaded, reset, and stopped. For a pump, this may mean fitting ports and checking visible operation. For a hoist or cart, it may mean wheels, handle, brake, hook, or locking mechanism. For a motorized product, it may include voltage label, plug, switch, rotation clue, noise, heat, and abnormal vibration.
On-site inspection is not a substitute for engineering validation, but it can catch shipment-level failures. A product that binds, jams, overheats, leaks, misaligns, or cannot complete its basic operating cycle should not be released as a normal AQL appearance result.
Machine guarding and pinch-point clues should override cosmetic judgment
OSHA machine-guarding guidance and 29 CFR 1910.212 point to the need to protect operators from hazards such as point of operation, rotating parts, flying chips, and sparks. An export inspection should not certify OSHA compliance, but it should flag obvious missing guards, exposed pinch points, sharp edges, unstable covers, missing warnings, or mismatched manuals when those items are part of the buyer file.
The practical rule is simple: a missing safety-related component is not a minor cosmetic issue. If the approved version includes a guard, cover, warning, interlock, or instruction, the shipped lot must show it. Otherwise the buyer should hold the affected units and ask for correction evidence.
A scenario estimate shows why late mechanical defects are expensive
Illustrative calculation: assume 120 mechanical assemblies ship in six crates. If 15 percent have a misaligned mounting hole and each failed unit costs 35 minutes to identify, unpack, rework, repack, and re-document after arrival, the buyer faces about 10.5 labor hours before counting replacement parts, downtime, or customer delay. If the same problem is caught before crating, the supplier can usually sort affected pieces at the production site.
This estimate does not prove every mechanical defect creates the same cost. It shows why the inspection plan should put fit and assembly evidence before the release decision. A few extra photos and measurements before shipment can prevent a hidden field-rework cycle.
AQL Works Best When Critical Gates Are Defined Separately
Use AQL for sampled defect judgment, but do not let a passed AQL count hide a critical failure in dimension, guard, label, or crate protection.
ISO 2859-1:2026 defines AQL-indexed sampling schemes for lot-by-lot inspection. That makes it useful for checking repeated visible defects across a shipment. It does not automatically classify which industrial feature is critical, major, or minor. The buyer and inspection team must define those classes before inspection.
Critical gates should be binary, not averaged into the defect count
Some findings should stop release even if the sampled count looks acceptable. Examples include wrong voltage label, missing guard, incorrect fastener grade, failed locking mechanism, damaged load-bearing weld, missing installation hardware, or crate structure that cannot protect the product. These are not ordinary appearance findings.
A strong inspection checklist separates binary release gates from AQL sampled defects. The report can still show minor scratches, paint marks, and packing scuffs, but it should make clear which finding blocks shipment and which finding belongs to rework or acceptance limits.
Packaging should be inspected as a mechanical control
Industrial packaging is part of the product release system. Heavy goods need blocking, bracing, inner protection, sharp-edge isolation, moisture protection where required, crate strength, lifting marks, center-of-gravity clues, accessory separation, and carton or crate identity. A good product can arrive unusable if the package lets it shift or deform.
The inspector should photograph open crate structure, protection around critical surfaces, labels, accessory bags, hardware packs, and any area where the product may contact the crate. This is not decorative evidence. It gives the buyer a baseline if transit damage or missing accessories appear later.
Industrial Product Release Checklist
The release checklist should be short enough for the inspector to execute but specific enough to protect the buyer's actual installation risk. The table below separates the layers that often get blended into one generic industrial inspection.
| Release Layer | What To Verify | Release Rule |
|---|---|---|
| Drawing and dimensions | Critical dimensions, holes, threads, alignment, mating parts, tolerance | Hold when release dimensions miss the approved drawing |
| Assembly and BOM | Fasteners, guards, covers, tools, accessories, manuals, kit identity | Release only when the selling unit can be assembled as specified |
| Function and movement | Switches, locks, brakes, rotation clue, movement, abnormal noise or heat | Escalate failed operating cycle or unsafe behavior |
| Guarding and warnings | Guards, pinch points, sharp edges, warning labels, instruction match | Treat missing safety parts as a critical gate |
| AQL workmanship | Finish, burrs, scratches, rust, coating, weld appearance, packing defects | Accept, reject, or rework by agreed defect class |
| Crate and protection | Blocking, bracing, moisture protection, accessory separation, crate labels | Repack if transit protection cannot protect critical surfaces |
Where TradeAider Fits In Industrial Product Inspection
TradeAider can support mechanical and equipment importers through pre-shipment inspection services that verify sampled workmanship, dimensions, kit completeness, labels, crate protection, and release evidence before export. Buyers should provide drawings, approved photos, critical dimensions, defect classes, BOM, packing requirements, and known failure points before inspection.
For orders where the design is still stabilizing, during-production inspection can catch dimensional or assembly drift before the full lot is packed. If a new supplier is involved, a factory audit can help assess whether measurement tools, process control, and packing discipline are likely to support the order.
SPAR Scenario: The Equipment Fit Problem Was Caught Before Crating
Situation: A buyer ordered 240 metal equipment frames that had to mate with a pre-installed base plate at the destination site.
Problem: The first sampled units looked clean, but the inspection found that one mounting-hole pattern was shifted by several millimeters on a subset of frames. If shipped, the frames would have required field drilling and coating repair.
Action: The buyer held the affected cartons, asked the supplier to sort by jig batch, and required reinspection photos with measurement evidence before crating.
Result: The corrected frames shipped with documented hole-position evidence, while the buyer added the hole pattern as a critical release dimension for the next order.
Industrial Inspection Checklist
- Mark release-critical dimensions on the drawing before inspection.
- Separate binary critical gates from ordinary AQL defects.
- Photograph labels, guards, fasteners, manuals, and accessory kits.
- Check crate structure before final sealing.
- Require reinspection evidence for corrected fit, guard, or packing failures.
Who Is TradeAider?
TradeAider is a quality control service provider for importers, brands, and e-commerce sellers sourcing from China and other Asian supply markets. Its services include pre-shipment inspection, during-production inspection, pre-production inspection, factory audit, container loading supervision, product testing coordination, and real-time inspection reporting.
For buyers who need a practical release decision rather than a generic pass/fail file, TradeAider can help turn product specifications, approved samples, defect classes, packing requirements, and destination-market evidence into a focused inspection scope. Buyers can start with a TradeAider inspection request when the lot is packed or when production risk needs earlier visibility.
Frequently Asked Questions
Is AQL enough for industrial products inspection?
No. AQL is useful for sampled defect judgment, but industrial products also need buyer-defined critical checks for dimensions, function, guarding, labels, accessories, and packaging. A lot may pass ordinary appearance sampling while still failing installation or safety-related release requirements.
What files should buyers send before mechanical inspection?
Buyers should send drawings, approved sample photos, BOM, critical dimensions, tolerance notes, label files, manuals, packing drawings, defect classes, and known failure history. Without these inputs, the inspector can check visible quality but may miss the features that control fit and use.
When should an industrial product lot be held?
Hold the lot when a release-critical dimension, guard, fastener, label, function, or crate-protection requirement does not match the approved file. Minor appearance defects can follow AQL limits, but critical fit or safety gaps should not be averaged into a normal defect count.
Can pre-shipment inspection replace engineering testing?
No. Pre-shipment inspection does not replace engineering validation, load testing, certification, or regulatory review. It verifies that the physical shipment matches the approved product file and that sampled units meet the buyer's defined release checks before export.
Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.
