- Sobre Nós

- Nossos Serviços
- Sua Indústria
- Recursos
- Notícias e Blog

OEM and ODM factories do not create the same quality risk. OEM risk is usually specification risk because the buyer owns more of the design definition; ODM risk is usually visibility risk because the supplier owns more of the base design and process knowledge.
Importers often compare OEM and ODM factories as if the choice were only about customization and price. That misses the quality-control difference. In an OEM program, the buyer asks the factory to build to the buyer's drawings, materials, tolerances, packaging, labels, and performance requirements. In an ODM program, the buyer usually starts from a supplier-owned design and customizes brand, color, packaging, accessories, or a limited feature set.
The factory capability question changes with the model. An OEM factory must prove that it can translate the buyer's product definition into a repeatable manufacturing process. An ODM factory must prove that its existing design, hidden constraints, component choices, and change history are suitable for the buyer's market. The wrong control plan creates the same result in both cases: a product that looked acceptable during sourcing but fails when scaled into export production.
For importers sourcing from China, the safest decision is to identify who controls the product definition before asking who offers the better price. Design ownership decides which documents, samples, audits, tests, and inspections matter most.
Key Takeaways
- Definition: OEM production follows the buyer's design and specification; ODM production starts from the supplier's existing design.
- Quality risk: OEM risk often comes from incomplete buyer specifications, while ODM risk often comes from hidden supplier design limits.
- Evidence: OEM qualification should test engineering translation; ODM qualification should test design transparency and change control.
- Inspection: A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export.
- Decision: Choose the model whose product definition can be verified before deposit, during production, and before shipment release.
The Direct Answer
OEM quality risk starts when the buyer owns the design but the factory receives incomplete specifications. ODM quality risk starts when the supplier owns the base design but the buyer cannot see the design limits. The buyer's safest decision is not OEM or ODM by name; it is the model with clearer engineering ownership, change control, and finished-lot evidence. A factory that cannot explain who controls the drawing, mold, BOM, label, and inspection standard is not ready for release.
This distinction matters because quality failures often come from the boundary between responsibilities. If the buyer assumes the OEM factory will fill missing tolerances, the factory may use its own interpretation. If the buyer assumes the ODM design is already stable, the supplier may quietly change a component, material, or sub-supplier. The sourcing task is to make the responsibility boundary visible before the order becomes a production problem.
OEM and ODM Shift Different Quality Work Upstream
OEM shifts more quality work to the buyer before production, while ODM shifts more disclosure work to the supplier. The importer needs a different verification plan for each model.
According to Alibaba.com's 2026 OEM/ODM manufacturing guide, OEM generally means the buyer provides product specifications and technical requirements, while ODM generally means the supplier offers an existing design that can be customized. That definition explains the quality split: OEM depends on the buyer's specification completeness; ODM depends on the supplier's willingness to reveal the design boundaries behind the catalog item.
According to ISO's ISO 9001 overview, quality management relies on process approach and evidence-based decision making. For OEM and ODM sourcing, that means the importer should not stop at a label. The buyer should ask which process creates the product definition, which evidence proves the process is controlled, and which inspection confirms the finished lot follows that definition.
According to ASQ Z1.4 sampling resources, attribute sampling is used to support lot acceptance decisions, so a sourcing label cannot replace evidence from the actual shipment. According to CBP origin-marking guidance, imported goods may need proper country-of-origin marking; if a 3000 unit ODM shipment uses 2 packaging versions, label control becomes a release risk rather than a design-label detail.
According to ISO 2859-1 acceptance-sampling principles, inspection decisions are made against a defined lot, so an importer still needs current-lot evidence even when the supplier's earlier OEM or ODM presentation looked credible.
OEM quality risk starts when buyer specifications are incomplete
OEM factories are strongest when the buyer can provide clear drawings, material requirements, tolerances, test methods, packaging files, label rules, and approved samples. The factory's job is to execute a defined product, not invent missing requirements after production starts. If a buyer sends a 3D file but no surface-finish limit, the factory may meet the geometry while failing the customer-visible standard. If a buyer specifies a motor but not heat rise, cycle life, noise level, or test voltage, the factory may pass a simple function check while failing the product's real use case. In an OEM order, missing specifications become the factory's assumptions, and assumptions become defects when the buyer and supplier imagine different "acceptable" outcomes.
ODM quality risk starts when supplier design limits are invisible
ODM factories are strongest when their existing design already fits the buyer's market, channel, and compliance burden. The risk is that the catalog product may have limits the buyer cannot see from photos. The mold may support only 2 material options. The internal board may support one charging standard. The packaging may have been designed for domestic distribution, not export cartons. The same item may be sold to 12 brands with slightly different accessories, manuals, or labels. Because the supplier owns the base design, the buyer must ask what can change, what cannot change, which components are locked, and what revalidation is required when branding or market requirements change.
Hybrid OEM/ODM programs fail when change control is unclear
Many real orders are hybrid. A buyer may choose an ODM base product, then request OEM-level changes to materials, firmware, packaging, or accessories. This is where confusion becomes expensive. According to ASQ's quality plan guidance, a quality plan specifies standards, practices, resources, specifications, and inspection activities for a product or contract. For a hybrid OEM/ODM order, the quality plan should define which parts are supplier-standard, which parts are buyer-custom, and which changes require a new sample, test, or approval. Without that change-control rule, the factory may treat a meaningful design change as a cosmetic customization.
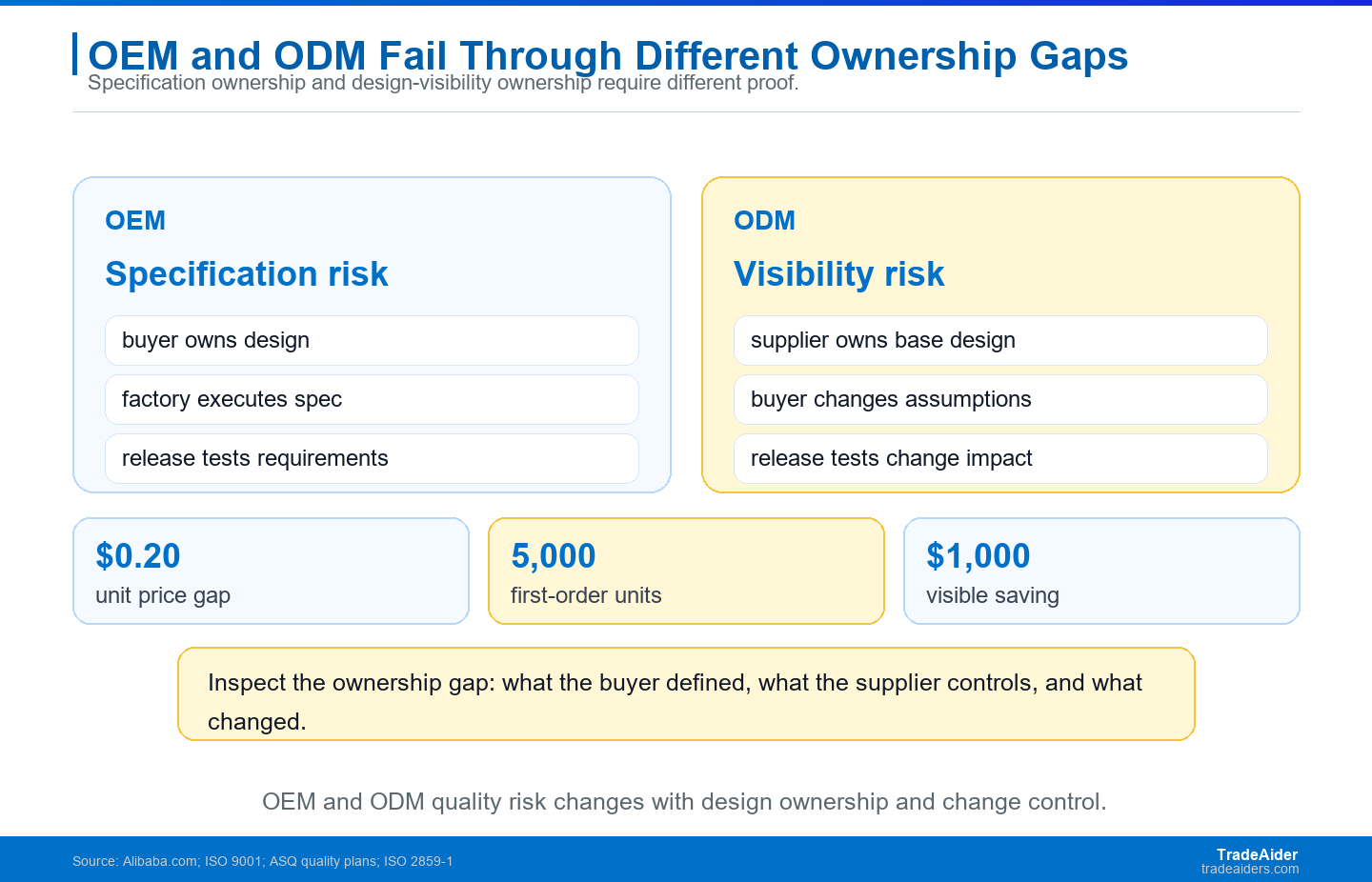
OEM and ODM quality risk differs because design ownership changes what the factory must prove before shipment.
OEM vs ODM Quality Capability Comparison
The comparison should focus on capability evidence, not slogans. OEM requires evidence that the factory can build the buyer's design; ODM requires evidence that the supplier's existing design is suitable for the buyer's market.
The table below converts the OEM/ODM difference into a quality-control decision. Use it before deposit, not after the factory has already started purchasing materials.
| Quality Area | OEM Factory Risk | ODM Factory Risk | Importer Control Rule |
|---|---|---|---|
| Design ownership | Buyer design may be incomplete | Supplier design may be hidden | Map who owns drawing, mold, BOM, firmware, and packaging |
| Specification control | Factory interprets missing tolerances | Factory limits customization to existing options | Freeze measurable requirements before deposit |
| Engineering capability | Factory must translate buyer design into process | Factory must disclose design constraints | Review technical questions before price negotiation hardens |
| Compliance evidence | Buyer must specify target market rules | Supplier's existing evidence may not match buyer market | Match certificates, labels, and manuals to destination market |
| Shipment release | Inspect against buyer spec and approved sample | Inspect against approved customization and supplier baseline | Hold if finished goods do not match the release standard |
The comparison shows that OEM is not automatically higher quality and ODM is not automatically lower quality. OEM gives the buyer more control only when the buyer can define the product. ODM gives faster access to a product only when the supplier can prove the base design is stable and compatible with the buyer's market.
How to Qualify the Factory Before Production
Factory qualification should test the responsibility boundary. Before production, the importer should know what the buyer controls, what the supplier controls, and what evidence will decide shipment release.
According to ISO 2859-1:2026, AQL-indexed sampling schemes support lot-by-lot inspection by attributes. According to ASQ's ANSI/ASQ Z1.4 overview, attribute sampling can use normal, tightened, or reduced plans. Those standards help at final inspection, but they do not define the product for the factory. The buyer still needs qualification before production starts.
The practical sequence is audit first when supplier capability is uncertain, then sample approval, then during-production checks if the order is new or customized, then PSI before release. For an OEM order, the buyer may need a factory audit to verify whether the supplier can follow the buyer's specification system; for an ODM order, the same audit question shifts toward design ownership, change-control records, subcontracting, and whether the factory can prove the base product version. If customization starts after deposit, During Production Inspection becomes the business-fit control because it checks whether the new OEM-level requirement is actually entering the line before the lot is finished. A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export. That timing lets the buyer inspect real finished goods while rework is still practical.
Verify engineering ownership before the quote
Engineering ownership should be clear before price comparison. Ask who owns the drawings, mold, firmware, PCB layout, tooling files, label artwork, packaging dieline, and test limits. In OEM, the buyer may own more of that package; in ODM, the supplier may own most of it. A supplier that refuses to clarify ownership before quotation may also resist change control later. For a 5000 unit first order, a $0.20 lower price saves $1000, but one wrong mold texture or undocumented component substitution can cost more than that in sorting, rework, or launch delay. This means the buyer should request a 2 day document freeze before sample signoff, so the factory cannot treat quotation drawings as optional discussion files.
Verify process control before the deposit
Process control should be checked before the deposit because the deposit reduces buyer leverage. According to GS1 barcode standards, barcodes support product identification across supply chains, so SKU identity should be part of the production-control check, not an afterthought at packing. According to CBP origin-marking guidance, imported articles may require country-of-origin marking, so the factory must also prove label and carton control. This is where a factory audit is useful: it checks whether the supplier has the people, equipment, records, and discipline to control the model it is selling. In practice, a buyer should see at least one recent production record, one incoming-material record, and one final-QC record before treating the supplier's OEM or ODM label as meaningful.
Verify the finished lot before balance payment
Finished-lot verification is where sourcing language becomes shipment evidence. For OEM, the inspector should compare the lot against the buyer's specification, approved sample, and test requirements. For ODM, the inspector should compare the lot against the approved customization, base product version, packaging, labels, and any compliance documents. If 2% of a 3000 unit ODM shipment uses an older accessory kit, that is 60 units of version drift. The buyer should not release balance payment until the factory can show whether the issue is isolated, sortable, or present across the lot. The risk is especially high when the same base ODM product is sold to 3 buyers with different accessories, because warehouse picking can quietly undo correct production.
SPAR Scenario: The ODM Shortcut That Became an OEM-Level Change
An ODM shortcut becomes risky when the buyer requests a change that affects performance, compliance, or packaging protection. At that point, the order needs OEM-style specification control.
Situation: A Shopify brand selects an ODM desk lamp from a Ningbo supplier because the existing design can launch in 8 weeks. The buyer changes the color, retail box, adapter plug, and instruction language. The supplier says no new test is needed because the product is already mature.
Problem: During production, the buyer learns that the adapter change affects packaging layout and heat-warning placement. The supplier's original box had a molded insert that kept the adapter away from the lamp body, but the new retail box uses a tighter paper tray. The order started as ODM, but the packaging and plug changes created OEM-level control needs.
Action: The buyer freezes a revised specification, requests a counter sample packed exactly as the shipment will be packed, and schedules PSI after 100% production completion and at least 80% export packing. The inspection checks adapter version, warning label, barcode, manual language, carton protection, lamp function, and package rub marks.
Result: The shipment is delayed by 3 days to replace the inner tray and relabel 480 retail boxes. The cost is an extra packaging run and a missed consolidation slot, but the buyer avoids shipping a mixed-version product whose adapter and warning label no longer match the listing. The lesson is not that ODM was wrong; the lesson is that the control plan had to change when the customization changed the risk.
OEM vs ODM Factory Decision Checklist
- Ask who owns the drawing, mold, BOM, firmware, packaging dieline, label file, and test limits.
- For OEM, do not quote until the factory has reviewed measurable tolerances and acceptance criteria.
- For ODM, do not approve until the factory discloses what can change and what cannot change.
- Use factory audit when capability, ownership, or production location is unclear before deposit.
- Use PSI to verify the actual finished lot before balance payment and shipment release.
Frequently Asked Questions
Is OEM better quality than ODM?
OEM is not automatically better quality than ODM. OEM gives the buyer more design control, but that control only helps when the buyer provides clear specifications and the factory can execute them. ODM can be high quality when the supplier's base design is stable and suitable for the buyer's market.
When should an importer choose ODM?
ODM is usually stronger when the buyer needs faster launch timing, can accept the supplier's base design, and only needs controlled customization. The buyer should still verify design limits, compliance evidence, packaging, and final-lot conformity.
What should be inspected in an OEM or ODM order?
OEM inspection should focus on the buyer's specification, approved sample, measurements, function, materials, labels, and packaging. ODM inspection should also confirm the base product version, customization scope, accessory set, and whether the shipped product matches the approved market version.
Artigos Relacionados


Expanda seu negócio com o Serviço TradeAider
Clique no botão abaixo para entrar diretamente no Sistema de Serviço TradeAider. Os passos simples desde a reserva e pagamento até o recebimento de relatórios são fáceis de operar.

