- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

A casing defect that passes the factory's own QC can still trigger a wave of one-star reviews, a costly rework cycle, or a full return authorization once the goods arrive at a foreign warehouse. For importers sourcing household appliances from China, visual defects on plastic and metal casings are among the most common — and most preventable — quality failures. This article explains the defect types inspectors look for, how defect classification determines your AQL thresholds, and what a properly structured inspection checklist should cover when evaluating appliance casing quality.
Key Takeaways
- Appliance casing defects fall into three tiers: critical (safety), major (functional/commercial), and minor (cosmetic) — each with a different AQL threshold.
- The most common visual defects on plastic casings are sink marks, flow lines, warping, flash, and color deviation — all traceable to injection molding process variables.
- A well-structured inspection checklist specifies acceptance criteria for each defect type, not just a binary pass/fail on overall appearance.
- Defect trends identified across multiple inspections allow buyers to pressure suppliers into process corrections before problems compound.
Why Casing Defects Are a High-Frequency Problem in China Manufacturing
Injection Molding Variables and Their Visual Consequences
The majority of appliance casings — for items like blenders, air purifiers, hair dryers, and smart speakers — are produced via injection molding. This process is sensitive to a cascade of variables: melt temperature, injection speed, mold cooling time, and the quality of the plastic resin itself. When any of these parameters drift out of specification — which happens more often than factories admit — a predictable set of surface defects appears on the finished casing.
Understanding the root cause of each defect type tells you whether you're dealing with a one-time process blip or a systemic factory problem. An inspector who can identify a sink mark, explain what caused it, and tell you whether the condition is likely to appear in 2% or 20% of the batch is delivering qualitatively different value from one who simply notes "surface imperfection."
The Stakes: Why Casing Quality Affects More Than Appearance
For appliances, casing quality affects more than aesthetics. A warped casing may prevent the product from assembling correctly, leaving gaps that expose internal wiring or prevent the unit from sitting flat on a surface. Flash — excess material squeezed between mold halves — can create sharp edges that constitute a safety hazard, particularly for products used in households with children. Color deviation across a batch means products on the same shelf peg won't match, creating a brand presentation problem at retail. Buyers who treat casing defects as purely cosmetic tend to underestimate their downstream commercial impact.
The Six Most Common Visual Defects on Appliance Casings
1. Sink Marks
Sink marks appear as small depressions or dimples on the surface of a plastic casing, most commonly at points where the wall is thicker than surrounding areas. They're caused by uneven cooling — the interior of the plastic solidifies more slowly than the surface, pulling the surface inward. For appliances with ribbed or reinforced structures on the interior (which are common in appliance casings for structural rigidity), sink marks appear on the opposite exterior surface. They're nearly impossible to eliminate entirely, but excessive depth or frequency indicates a mold design or cooling parameter problem.
2. Flow Lines
Flow lines (also called flow marks or weld lines) are visible streaks, ripples, or discoloration on the casing surface caused by uneven material flow through the mold cavity. They appear when different flow fronts of molten plastic meet and don't fully bond before the material cools. In appliance casings, this most often occurs around holes, cutouts, or complex geometry. Flow lines are a structural concern as well as an aesthetic one — a weld line is a zone of reduced tensile strength.
3. Warping (Distortion)
Warping occurs when uneven cooling causes one section of the casing to shrink faster than another, resulting in a twisted or bent final shape. For an appliance casing, even a 2–3mm warp can prevent two halves from mating correctly, create gaps, or cause the assembly to produce a creaking sound in use. Warped casings are particularly common when production runs are accelerated and cooling time is shortened — a factory-side cost-cutting measure that produces defects the buyer pays for later.
4. Flash
Flash is excess plastic that escapes the mold cavity through parting lines, gate points, or ejector pin locations. It creates thin fins or ridges of material on the casing surface. Mild flash is often accepted as a minor defect; significant flash — especially at edges or openings — can create sharp edges that are hazardous to end users. Flash is also an indicator of mold wear or excessive injection pressure. If flash is being found across a statistically significant portion of a sample, it signals a mold maintenance issue that will worsen over the production run.
5. Color Deviation
Color deviation covers a range of issues: overall hue difference from the approved golden sample, uneven color within a single unit, and batch-to-batch variation across an order. It results from inconsistent resin pigment mixing, variation in melt temperature, or use of recycled or off-spec resin. For branded appliances, where color consistency is part of the brand identity, color deviation is a major defect. Inspectors use a colorimeter or visual comparison against a golden sample under standardized lighting (typically D65 or CWF) to assess color conformance.
6. Surface Scratches and Scuffs
Scratches and scuffs are handling-related rather than molding-related, occurring during the production process, assembly, or packing. They're the most straightforward to identify but also the most commonly under-counted in factory self-inspection, because workers on the line normalize low-level surface damage. For a pre-shipment inspection, inspectors examine each sampled unit under adequate lighting and at multiple angles, using the AQL-defined acceptance criteria for cosmetic defects to count and classify surface damage.
| Defect Type | Root Cause | Defect Class | Key Risk |
|---|---|---|---|
| Sink Marks | Uneven cooling, wall thickness variation | Minor to Major | Consumer returns, brand perception |
| Flow Lines | Uneven melt flow, complex geometry | Major | Structural weakness at weld lines |
| Warping | Accelerated cooling, uneven shrinkage | Major to Critical | Assembly failure, exposed internals |
| Flash | Mold wear, excessive injection pressure | Major to Critical | Sharp edges, safety hazard |
| Color Deviation | Pigment variation, off-spec resin | Major | Brand presentation, retail rejection |
| Surface Scratches | Handling during production/packing | Minor to Major | Consumer reviews, return rate |
How Defect Classification Works in Practice
Critical, Major, and Minor — and What Each Means for AQL
AQL-based inspections classify each defect into one of three categories, each with a different acceptance threshold. Critical defects — those that pose a safety hazard or make the product illegal for sale (sharp flash edges that cut users, warping that exposes live wiring) — have a zero-tolerance AQL of 0.065 or 0.010 in most protocols. Major defects — those that make the product unsaleable or likely to result in returns (significant color deviation, large visible flow lines, warped casings that don't assemble) — typically carry an AQL of 1.0 to 2.5. Minor defects — cosmetic issues unlikely to affect function or prompt returns (very fine scratches below a defined size threshold, hairline flow marks in non-prominent locations) — use AQL 4.0 in many consumer appliance protocols.
What makes this system functional is that the thresholds must be defined before inspection — not negotiated after the inspector finds problems. Your inspection company should be working from an agreed defect classification that you review and approve before the first inspection of any new supplier. View TradeAider's inspection standards to understand how defect classification is structured for appliance categories.
The Importance of Defined Measurement Criteria
A "scratch" is not a complete defect definition. An effective inspection checklist specifies: maximum acceptable length in millimeters, maximum acceptable width, whether the defect is in a Zone A surface (primary visible area) or Zone B surface (secondary, less visible), and whether multiple small defects in close proximity are counted as one or separately. Without this specificity, two inspectors applying the same checklist to the same batch will produce inconsistent results — and factories will exploit ambiguity to push back on unfavorable reports.
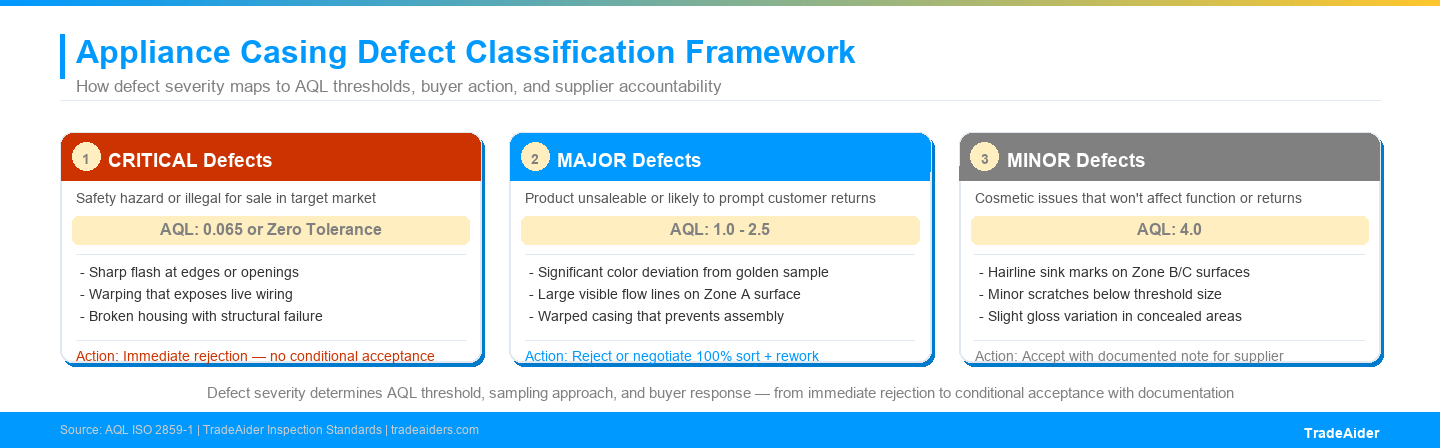
Appliance casing defect classification framework: defect severity determines AQL threshold, inspection sampling approach, and buyer response action — from immediate rejection to conditional acceptance.
What a Quality Inspection for Appliance Casings Should Cover
Lighting and Viewing Conditions
Surface defects on glossy or textured plastic casings are highly sensitive to inspection lighting conditions. A scratch that's invisible under overhead fluorescent lighting becomes obvious under raking light at a 45-degree angle. A qualified inspection company will specify lighting conditions for visual inspection — typically a minimum illuminance of 500 lux at the inspection surface, with supplemental directional lighting for gloss surfaces. If an inspector is performing visual checks on appliance casings in a factory corner with poor ambient light, the inspection is structurally compromised regardless of the checklist used.
Zone-Based Surface Assessment
Not all surfaces of an appliance casing carry equal weight. Zone A surfaces are those visible to the end user during normal use — the front face of a blender, the top surface of a toaster, the display panel of an air purifier. Zone B surfaces are visible but secondary — the sides of the unit. Zone C surfaces are internal or concealed — the bottom of the unit, internal ribs. A robust inspection protocol applies stricter acceptance criteria to Zone A than to Zone B or C, which reflects how end users actually experience the product. An inspector who fails a unit for a Zone C scratch while missing a prominent Zone A flow line is applying the checklist incorrectly.
Printing, Labeling, and Surface Treatment Checks
Appliance casings often carry printed graphics, silk-screened control markings, heat-stamped logos, or spray-painted surface finishes. Each of these adds a separate layer of quality risk. Key checks include adhesion testing (does the printing peel under a tape test?), color accuracy against the approved artwork, correct placement and alignment, and resistance to handling. For products sold in regulated markets, label compliance — correct safety icons, voltage ratings, regulatory marks — is a separate inspection item that carries regulatory rather than merely cosmetic risk.
Booking a Pre-Shipment Inspection (PSI) that includes surface treatment and labeling checks ensures these items are verified before goods leave the factory — not discovered at the destination port.
Using Defect Data to Manage Supplier Quality Over Time
A single inspection report tells you the quality of one batch. A series of inspection reports from the same supplier — tracked across orders — tells you whether quality is improving, declining, or holding at a specific failure point. Importers who treat inspection as a one-time gate rather than a continuous feedback loop miss the most valuable use of inspection data: identifying the specific defect types and frequencies that indicate factory process problems, and using that information in supplier conversations.
For example, if an importer orders blender casings four times from the same Guangdong factory and each report shows sink marks appearing in 3–5% of units on the rear panel — consistently — that's not a random occurrence. It indicates a mold design issue at a specific rib location, and it should be the subject of a directed conversation with the supplier about mold rework, not just a note in the report. Learn about TradeAider's approach to supplier quality tracking and how real-time reporting creates a data trail that supports these supplier management conversations.
Frequently Asked Questions
What is the most common visual defect on plastic appliance casings sourced from China?
Sink marks and surface scratches are the most frequently found visual defects on injection-molded plastic appliance casings. Sink marks result from the molding process itself and are difficult to fully eliminate on complex geometries; scratches accumulate during production and packing. Both can be managed to acceptable levels through process controls and proper handling procedures, but require explicit inspection criteria to catch consistently.
How do inspectors determine whether a visual defect is major or minor?
Classification depends on three factors: the type of defect, its size and severity relative to defined measurement criteria, and the surface zone in which it appears. Your inspection company should work from a defect classification guide agreed with you before the first inspection. Without pre-agreed criteria, major and minor classifications become subjective — and inconsistent across inspections.
Can a visual inspection catch all casing defects?
Visual inspection under proper lighting conditions will catch the vast majority of surface defects visible to the naked eye or under magnification. It will not catch internal structural defects (voids, internal weld line weakness) without destructive testing, or dimensional deviations without measurement tools. A complete casing inspection combines visual assessment with dimensional checks using calipers and go/no-go gauges, especially for features critical to assembly — snap-fit joints, screw boss positions, and cable entry points.
What AQL level should I use for appliance casing visual inspections?
For most consumer appliance applications, the standard approach is AQL 0.065 for critical defects, AQL 1.5 to 2.5 for major defects, and AQL 4.0 for minor defects, under General Inspection Level II. Use the AQL calculator to determine the sample size for your specific order quantity, or ask your inspection company to recommend an AQL plan based on your product's risk profile and quality history with the supplier.
Need a structured inspection for your next appliance order? Contact our team to discuss a customized casing inspection checklist and schedule your pre-shipment inspection — with real-time results so you can act before goods are packed.

Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
