- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

Vietnam vs China manufacturing quality is not a simple winner-takes-all comparison; China usually offers deeper supplier and inspection infrastructure, while Vietnam can be highly competitive for selected categories when the buyer builds stronger supplier verification and first-order controls.
Vietnam is one of the most common China+1 destinations for importers, especially in apparel, footwear, bags, furniture, and electronics assembly. China remains the broader manufacturing benchmark because its supplier ecosystem, component networks, packaging vendors, tooling options, testing access, and inspection infrastructure are hard to match at scale.
The better question is not "Which country is better?" The better question is "Which country gives this SKU the best mix of supplier capability, cost, lead time, quality control, inspection access, corrective action, and logistics reliability?" A product that is perfect for Vietnam may be risky to move out of China. A product that is stuck in a crowded China category may become more resilient with a Vietnam pilot.
This comparison focuses on quality and inspection infrastructure because that is where many sourcing transitions succeed or fail.
The Direct Answer
Choose China when ecosystem depth, component access, tooling, category breadth, and fast inspection coverage matter most; choose Vietnam when the SKU fits Vietnam's export clusters and the buyer can manage supplier qualification, input control, and first-order inspection carefully.
Trade.gov's China Country Commercial Guide and Vietnam market overview both point to large, active trade environments, but they represent different sourcing realities. China is a vast, mature manufacturing system across many product categories. Vietnam is a strong and growing export manufacturing base, but buyers must evaluate category fit and supplier maturity more carefully.
The World Bank Logistics Performance Index can help frame the logistics side, but it does not replace supplier-level QC. Even a country with good logistics can produce a poor shipment if the buyer has weak specs, no audit, no production inspection, and no PSI. Even a mature manufacturing country can fail if the buyer chooses the wrong supplier.
Vietnam vs China QC Infrastructure Table
The practical difference is ecosystem depth versus focused cluster fit.
| QC Factor | China | Vietnam |
|---|---|---|
| Supplier depth | Very deep across many consumer and industrial categories | Strong in selected export clusters, thinner in some niche categories |
| Components and packaging | Broad local ecosystem for parts, tooling, packaging, molds, labels | Can be strong, but some inputs may be imported or China-linked |
| Inspection infrastructure | Dense third-party inspection coverage in major manufacturing regions | Available in key export regions, but coverage and speed vary by location |
| First-order risk | Lower if supplier is proven, still significant for new suppliers | Often higher when buyer is new to the country or product cluster |
| Rework flexibility | Usually strong because suppliers and inputs are nearby | Depends on input availability, supplier maturity, and production schedule |
| Best use case | Complex SKUs, broad categories, component-heavy goods, fast corrective action | Apparel, footwear, furniture, bags, selected electronics assembly, China+1 diversification |
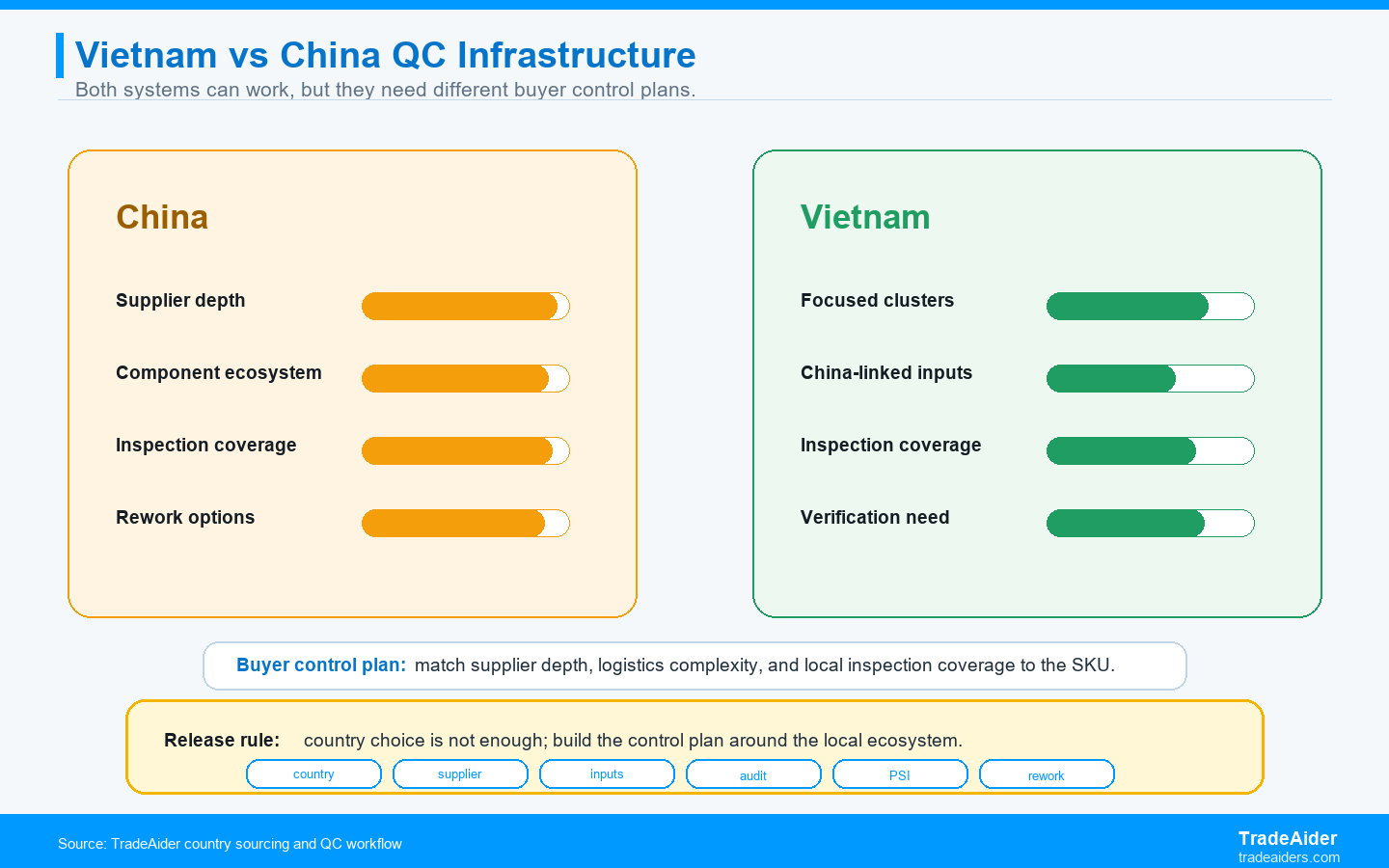
China and Vietnam can both work, but the buyer's control plan should match the ecosystem.
Supplier Depth And Category Breadth
China's biggest advantage is the number of supplier options and supporting vendors around the factory.
China is usually stronger when the product depends on many inputs: molded plastic, metal hardware, electronics, batteries, packaging, printed inserts, special coatings, tooling, and accessories. Supplier density gives the buyer more alternatives and gives factories more ways to correct problems quickly.
Vietnam is strongest when the product fits established export clusters. Apparel, footwear, bags, furniture, and selected electronics assembly can work well. But when a SKU needs unusual components, fast tooling changes, or many packaging variations, the buyer should confirm whether the Vietnam supplier controls those inputs locally or relies on imported supply.
The supplier-depth question should be asked before moving production. If the buyer cannot find backup suppliers, packaging vendors, local test support, or component alternatives, the control plan should be more conservative.
Inspection Coverage And Evidence Speed
Inspection coverage matters because quality decisions lose value when evidence arrives too late.
China's manufacturing regions usually have dense inspection coverage. That makes factory audit, PPI, DPI, PSI, reinspection, and loading supervision easier to schedule in many cities. It also helps when the buyer needs rapid clarification, supplier follow-up, or a second visit after corrective action.
Vietnam has inspection coverage in major export regions, but buyers should confirm location, timing, scope, and local capability before assuming China-like speed. A factory outside a major cluster, a multi-site order, or a complex functional test can change the schedule.
In both countries, the buyer should send the same core documents: PO, approved sample references, product spec, AQL rules, packaging files, carton marks, barcode data, function tests, and known defect risks. The best inspection network cannot compensate for unclear buyer instructions.
How The First-Order Control Plan Should Differ
Vietnam pilots usually need more early verification, while China repeat orders can often use more focused release checks.
For a first Vietnam order, the buyer should assume that supplier qualification and input control need extra attention. The audit should confirm whether the supplier owns the production process, whether subcontracting is used, where key inputs come from, and what incoming-material checks are performed. If packaging, trims, electronics, molds, or components are imported, the buyer should add time for input approval and possible delay.
For a first China order, the buyer should not become careless just because the ecosystem is mature. China supplier density gives the buyer more options, but it also creates more variation between excellent factories, average factories, trading companies, and subcontracted production. Supplier audit and written specifications still matter.
For repeat China orders with proven suppliers, the buyer may narrow the plan to PSI plus occasional DPI or audit refresh. For repeat Vietnam orders, the same may become possible after the buyer has evidence that the supplier controls inputs, follows specs, and corrects defects reliably. The difference is not permanent. It is based on demonstrated supplier performance.
This is why the first two or three orders should be treated as supplier learning cycles. The buyer is not only buying goods; the buyer is measuring how quickly each ecosystem turns a quality finding into a corrected shipment.
Component Risk And China-Linked Inputs
Vietnam production can still carry China input risk when materials, components, tooling, or packaging come from China.
Many China+1 programs are not full country replacement programs. They are final assembly or partial production moves. If the Vietnam factory imports components, trims, electronics, molds, packaging material, or accessories from China, the buyer must manage two supply layers instead of one.
This is not automatically bad. It can be a practical transition model. But it requires earlier material approval, incoming-quality checks, supplier declarations, and realistic lead-time planning. A Vietnam supplier may be able to assemble the product well while still depending on China for key inputs.
For first orders, buyers should ask where critical inputs come from, who controls the input supplier, what incoming QC is performed, and what happens if the input fails. If the answer is vague, add PPI or DPI instead of waiting for PSI.
Cost, Defect Cost, And Rework Cost
The cheapest country on the quote is not always the cheapest country after defects, delay, and rework.
Vietnam may offer attractive labor economics for some categories, while China may offer lower total cost for component-heavy or complex SKUs because more inputs and repair options are nearby. The buyer should calculate total landed cost after inspection, defect rate, rework, delay, freight, and management time.
For example, if a Vietnam supplier saves 8% on unit price but a packaging correction requires imported materials and a two-week delay, the real cost may exceed the China baseline. Conversely, if the SKU is labor-intensive and fits a mature Vietnam cluster, Vietnam can reduce risk and cost at the same time.
Use first-order data instead of assumptions. Track defect types, correction speed, reinspection results, on-time shipment, supplier responsiveness, and customer feedback. That record should decide whether the next order scales.
When Vietnam Is Not The Right Move
Vietnam is not the right move when the SKU depends on an ecosystem the supplier cannot control.
A buyer should be cautious if the Vietnam supplier cannot explain where key components come from, cannot provide stable packaging vendors, cannot support the required testing, or cannot show prior production for similar export customers. The risk is not that Vietnam is weak. The risk is that the buyer may be forcing a product into a supplier environment that is not ready for that SKU.
Buyers should also be cautious when the business case depends on an unrealistically fast transition. Moving molds, requalifying materials, approving packaging, testing samples, training the supplier, and running first inspections take time. A rushed move can create more delay than staying with a known China supplier for one more production cycle while the Vietnam pilot matures.
Where TradeAider Fits
TradeAider helps buyers keep the comparison grounded in supplier and shipment evidence.
For China manufacturing, TradeAider can inspect at the key control points: audit before supplier commitment, PPI before production runs too far, DPI while process drift can still be corrected, PSI before final payment, reinspection after failed findings, and container loading supervision after product acceptance.
For a Vietnam comparison, the same inspection logic should be used even if the local execution network differs. The buyer should still audit the supplier, control the spec, verify early production, inspect finished goods, and document loading. The country changes, but the evidence sequence does not.
SPAR Scenario: The SKU That Stayed In China And The SKU That Moved
The right answer was not Vietnam or China; it was SKU-level allocation.
Situation: A European importer sources kitchen storage products from China and wants to reduce country concentration by testing Vietnam.
Problem: One SKU is a fabric organizer with simple packaging. Another SKU is a plastic organizer with custom molds, color matching, and several accessory components.
Action: The buyer pilots the fabric organizer in Vietnam with supplier audit, DPI, and PSI. The plastic organizer stays in China because the component ecosystem and mold correction speed are stronger there.
Result: The buyer diversifies without moving the wrong product. Vietnam becomes a stable second source for the fabric SKU, while China remains the best fit for the complex molded SKU.
Action Card: Vietnam vs China Decision Rule
Move production only when the receiving ecosystem can control the SKU.
- Map materials, components, packaging, tooling, and testing needs.
- Compare supplier depth and backup supplier availability.
- Audit new suppliers before deposit or before scaling.
- Use PPI or DPI when input or process risk is uncertain.
- Use PSI before final payment and shipment release.
- Scale only after first-order defect, rework, and delivery data are acceptable.
If you are comparing a China supplier with a Vietnam supplier, send TradeAider both supplier profiles, SKU details, material list, target market, order value, and shipment deadline. The next step is to ask TradeAider to build a side-by-side QC plan for the pilot order.
Frequently Asked Questions
Is Vietnam manufacturing quality better than China?
Vietnam can be excellent for selected categories, but China usually has deeper supplier and component infrastructure; the better choice depends on the SKU and control plan.
What products are best suited for Vietnam sourcing?
Vietnam is often strong for apparel, footwear, bags, furniture, and selected electronics assembly, especially when the supplier and input chain are verified.
Why does China still matter in a China+1 strategy?
China still matters because many products depend on its supplier depth, components, tooling, packaging, testing access, and fast corrective-action options.
How should I test a Vietnam supplier?
Start with supplier audit, clear specifications, first-order production monitoring, PSI before final payment, and reinspection if corrective action is required.
Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
