- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

No-PSI risk is the compounded commercial, compliance, and evidence risk created when an importer releases final payment and shipment without independent verification of finished goods before they leave the factory. The buyer may save one inspection line item, but the quality decision moves to the most expensive point in the order lifecycle.
Pre-shipment inspection is easy to underestimate because it happens near the end of production. By that point the supplier says the order is complete, the freight booking is waiting, the buyer wants the goods moving, and the final balance may feel like a formality. That is exactly why PSI matters. It is the last practical checkpoint before the goods leave the place where defects can still be seen, documented, corrected, and negotiated with leverage.
Skipping PSI does not mean defects disappear. It means the first person to discover them may be a warehouse receiver, an Amazon inbound team, a retailer, a consumer, a customs reviewer, or a regulator. Each of those discovery points is slower, more public, and more expensive than a factory floor inspection.
For China sourcing, the key question is not whether a supplier is generally honest. The key question is whether the finished lot in front of the loading door matches the purchase order, approved sample, packaging file, functional requirements, and destination-market expectations. A supplier's promise is useful, but it is not the same as independent lot evidence.
The Direct Answer
Skipping pre-shipment inspection saves the inspection fee only if the order is already correct; if the order is wrong, it moves the cost from prevention to correction.
TradeAider defines Pre-Shipment Inspection as a final random inspection conducted when 100% of the order is complete and at least 80% is packed. That timing matters because the goods are finished enough to represent the shipment, but still close enough to the factory for correction, segregation, or rejection.
The U.S. Consumer Product Safety Commission's recall guidance warns that manufacturers, importers, distributors, and retailers may need to conduct a product recall and that advance planning helps limit harm to consumers and the business. That does not mean every missed defect becomes a recall. It means the downstream risk can become much larger than a factory-level rework conversation when safety, labeling, warnings, or product hazards are involved.
The practical cost is usually a stack, not one bill. It can include freight delay, inbound rejection, sorting labor, relabeling, repacking, replacement shipments, refund handling, review damage, retailer penalties, reinspection, and management time. The worst part is that the buyer's evidence is weaker after goods have moved through freight and receiving.
The Cost Ladder Of Skipping PSI
The same defect becomes more expensive each time it moves one step farther from the factory.
| Missed Issue | Where It Is Found | Likely Cost Stack | Evidence Problem | PSI Control |
|---|---|---|---|---|
| Quantity shortage | Receiving warehouse | Short shipment claims, urgent replenishment, customer allocation | Supplier can say the count changed after handover | Carton count and quantity check before release |
| Wrong packaging or label | Marketplace inbound check | FBA rejection, relabeling, storage delay, relaunch work | Photos after arrival do not prove factory condition | Packaging and marking verification during PSI |
| Major workmanship defect | Customer returns | Refunds, negative reviews, discounting, replacement shipments | Defect rate is harder to prove after mixed handling | AQL sampling and defect classification |
| Functional failure | Post-sale support | Warranty cases, spare parts, returns, brand trust loss | Supplier may blame misuse or shipping damage | On-site function testing against the spec |
| Compliance label mismatch | Customs, retailer, or regulator review | Hold, disposal, recall planning, legal review | The lot may not match the approved file | Label, warning, manual, and certificate check |
| Weak carton strength | Transit or warehouse handling | Crushed cartons, damaged units, repacking, chargebacks | Transit damage and packing defects become tangled | Carton, packing, and drop-related evidence before loading |
The table shows why the cheapest defect is the defect found before shipment. At the factory, the buyer can ask for sorting, rework, replacement, repacking, or rejection while the supplier still has the goods, workers, materials, and commercial motivation to solve the problem.
After shipment, the buyer often owns the logistics. Even when the supplier accepts responsibility, the correction path becomes slower. Goods may need to be returned, discounted, repaired in the destination country, or replaced in a rush. A disputed defect also becomes harder to prove because cartons have changed hands.
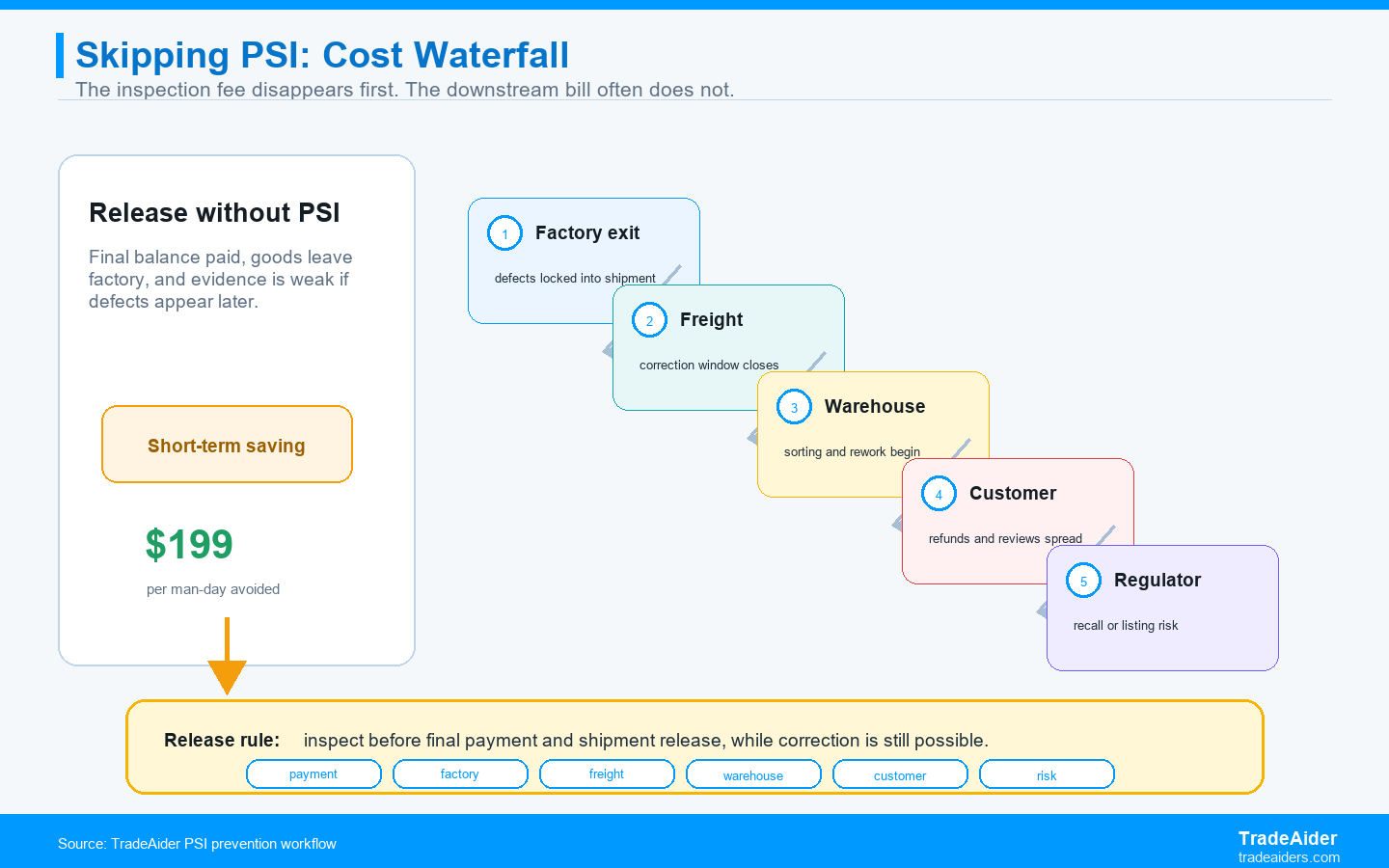
Skipping PSI turns a factory-level decision into a downstream cost waterfall.
Failure Path 1: Final Payment Is Released Before Evidence
The buyer has the most leverage before the final balance is paid.
The most common commercial risk is simple: the supplier asks for the final balance before shipment, and the buyer pays without independent inspection evidence. If defects later appear, the supplier may promise a discount on the next order, offer partial credit, or dispute the finding. Those options are weaker than holding payment until the finished lot passes an agreed inspection standard.
A PSI report gives the buyer a documented reason to approve, hold, reject, or request corrective action. It turns the release conversation from opinion into evidence. The report should connect the inspected lot, sampling plan, defect classifications, photos, measurements, quantity check, packaging review, and final conclusion.
Without that report, a buyer may still complain, but the complaint is often built from arrival photos and warehouse notes. Those can be useful, but they do not prove what the goods looked like before loading. That gap matters when the supplier says the issue came from freight, handling, or storage.
Failure Path 2: Freight Converts Correctable Defects Into Expensive Defects
Freight does not fix quality problems; it only moves them to a more expensive location.
A product with the wrong label, weak packaging, incorrect assortment, or visible workmanship defect is often fixable at the factory. Workers, spare labels, cartons, accessories, and production knowledge are nearby. If the same problem is discovered in a U.S., EU, UK, Canadian, or Australian warehouse, the buyer may need local labor at much higher cost.
For example, a Shopify brand importing 3,000 kitchen organizers might skip PSI because the order value feels modest. The goods arrive with mixed color labels and a weak master carton. The buyer pays warehouse labor to separate variants, prints replacement labels locally, delays launch by two weeks, and discounts part of the stock because packaging is no longer retail-clean. The inspection fee was small compared with the local correction cost.
The freight problem is also timing. Once goods are on the water, every day of delay can affect seasonal launches, retailer delivery windows, cash flow, advertising calendars, and marketplace inventory levels. The defect may be physical, but the cost spreads across the business.
Failure Path 3: Defects Become Customer Experience Problems
A defect found by a customer costs more than a defect found by an inspector.
When PSI is skipped, the buyer may unknowingly ship defective goods into the sales channel. Some defects are visible on arrival, but others appear only when customers open, assemble, charge, wash, wear, or use the product. At that point, the cost includes refund handling, support tickets, replacement shipping, review damage, and lost repeat purchases.
An AQL-based PSI cannot promise that every unit is perfect because it samples the lot according to an agreed plan. It can, however, provide a structured estimate of whether the finished batch is commercially acceptable under the buyer's defect limits. That is very different from discovering a pattern after hundreds of customers have already received the product.
For marketplace sellers, the damage can be especially sharp. A small percentage of defective units can trigger bad reviews, return-rate warnings, quality complaints, or suppressed listings. Even if the supplier later provides compensation, the platform history may remain.
Failure Path 4: Supplier Disputes Become Harder To Win
Independent inspection evidence is useful because it is created before the dispute becomes emotional.
A supplier's internal QC report may say the order passed. The buyer's warehouse may say the order failed. Without independent evidence from the shipment point, the dispute becomes a negotiation between two interested parties. That does not mean the supplier is dishonest. It means each side sees a different part of the chain.
Third-party PSI creates a shared reference. It records the lot status, carton count, selected samples, defect examples, measurements, and packaging status while the goods are still at the supplier's facility. If the result fails, the supplier can see the problem before shipment. If the result passes, the buyer has a stronger basis for release.
The evidence also helps internal decision-making. A founder, sourcing manager, finance team, or retailer account manager can review the same photos and conclusion instead of relying on scattered chat messages. Good evidence reduces confusion inside the buyer's own team.
Failure Path 5: Compliance Issues Become Public Issues
Compliance-sensitive products need earlier testing and final shipment evidence, not only trust in supplier documents.
Some issues are bigger than a refund. Missing warnings, wrong age grading, incorrect electrical markings, unsupported claims, battery documentation gaps, or mismatched manuals can create retailer, customs, or regulator exposure. PSI is not a substitute for laboratory testing, certification review, or legal advice. It is the final physical check that the packed lot appears to match the product file the buyer intends to sell.
For example, a buyer importing a children's item may have test reports and a compliant artwork file, but the packed shipment might still carry old warning labels or incorrect age markings. A final inspection can compare carton marks, retail packaging, manuals, and product markings against the approved version before the goods leave China.
The CPSC recall guidance is a reminder that consumer product defects can trigger formal corrective action planning. The better business habit is to build evidence before shipment so preventable mismatches are caught at the source.
What PSI Would Have Checked Before Shipment
PSI is valuable because it checks the order as a shipment, not as a promise.
A practical PSI scope should connect the buyer's purchase order, approved sample, product specification, packaging files, and inspection criteria. The inspector should verify quantity, assortment, carton marks, packaging, workmanship, dimensions, weight, function, accessories, barcode or label details, and any buyer-specific checkpoints that can be inspected on site.
The most important habit is to send clear inspection criteria before the visit. If a buyer wants the inspector to check a special accessory, torque limit, printed warning, barcode scan, color tolerance, or assembly step, that requirement should be written into the inspection instruction. Inspectors can verify clear requirements much better than vague expectations.
PSI should also be scheduled at the right time. If too little is packed, the sample may not represent the shipment. If the goods have already loaded, the inspection window has been missed. TradeAider's PSI timing of 100% completed and at least 80% packed gives the buyer a practical balance between representative sampling and remaining correction time.
When Skipping PSI May Be Commercially Acceptable
Skipping PSI is only reasonable when the buyer has consciously accepted the risk and the downside is small.
There are cases where a buyer may decide not to inspect. A low-value internal-use reorder from a proven supplier, a non-branded spare part with low customer exposure, or a sample-only shipment may not justify a full PSI. The key is that this should be a deliberate risk decision, not a rushed habit.
Before skipping PSI, the buyer should ask four questions. Is the supplier proven on this exact SKU? Is the order value low enough to absorb? Are the defects easy to detect and correct after arrival? Is there no safety, compliance, retailer, or marketplace exposure? If the answer to any question is no, skipping PSI becomes harder to justify.
A stable supplier history can reduce inspection intensity over time, but it should not erase quality control. Many buyers inspect first orders more heavily, then adjust frequency and scope based on supplier performance. That approach protects first-order uncertainty while keeping repeat-order budgets realistic.
SPAR Scenario: The Order That Looked Fine Until Arrival
The buyer saved one inspection and then paid for three rounds of correction.
Situation: A U.S. home goods importer ordered 4,200 countertop storage bins from a Ningbo supplier. It was the second order, but the buyer changed packaging artwork and added a barcode sticker for a marketplace warehouse.
Problem: The supplier confirmed by email that production was complete and the cartons were ready. Because the first order had passed, the buyer skipped PSI and paid the balance. At arrival, 38% of cartons carried the old barcode, and one color variant had a visible molding line that was not present in the approved sample.
Action: The buyer hired local labor to separate cartons, print replacement labels, and inspect visible defects. The supplier offered partial credit on a future order but disputed the molding issue because there was no independent pre-shipment record.
Result: The launch was delayed by 16 days, the buyer paid local correction cost, and the next order required PSI plus a pre-shipment barcode scan checklist. The expensive part was not the defect itself; it was discovering it after leverage and factory access were gone.
Action Card: How To Avoid The No-PSI Cost Trap
Use PSI when the cost of being wrong is larger than the cost of checking.
- Schedule PSI when 100% of production is complete and at least 80% is packed.
- Send the purchase order, approved sample photos, packaging files, label files, and product specification before inspection.
- Define critical, major, and minor defects so the report can support a release decision.
- Hold final balance or shipment release until the inspection result is reviewed.
- Use reinspection when the first result fails and the supplier claims correction is complete.
If you are deciding whether a shipment is safe to release, send TradeAider the SKU, order quantity, supplier location, packed status, and defect concerns. The next step is to schedule a pre-shipment inspection before final payment.
Frequently Asked Questions
Is pre-shipment inspection always necessary?
Pre-shipment inspection is strongly recommended for meaningful commercial shipments, especially first orders, branded goods, retailer orders, marketplace inventory, or products with safety and compliance exposure.
Can I inspect goods after arrival instead?
Arrival inspection can find problems, but it is usually more expensive and gives the buyer weaker leverage because the goods have already left the factory.
Does PSI replace product testing?
No. PSI checks the finished shipment on site, while product testing checks laboratory, safety, material, chemical, electrical, or regulatory requirements that cannot be proven by visual inspection alone.
What is the best time to book PSI?
The best time to book PSI is before final payment and shipment release, when production is complete and at least 80% of the goods are packed for export.

Related Articles

Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
