- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

The role of a quality inspector in manufacturing is to verify whether materials, components, in-process goods, finished products, labels, packaging, and documents meet defined requirements, then turn findings into evidence the buyer or quality team can act on. A good inspector does not merely look for defects; they compare against the product file, use the right sampling method, measure critical points, classify severity, document proof, and escalate risks before shipment decisions are made.
The U.S. Bureau of Labor Statistics explains that quality control inspectors examine products and materials for defects or deviations from specifications. That definition is accurate, but importers need the practical version: the inspector protects the gap between what the buyer ordered and what the supplier is about to ship.
O*NET describes quality control analysis as conducting tests and inspections of products, services, or processes to evaluate quality or performance. In manufacturing, that means the inspector may check raw materials, production output, finished goods, packaging, labels, and records depending on the inspection stage.
ISO/IEC 17020:2026 emphasizes competence, impartiality, and consistent inspection operations. The inspector role therefore depends on clear scope and objective criteria; without those, even a careful inspector can only make subjective observations.
- Inspectors verify conformity: they compare products and materials against specs, samples, tolerances, labels, and packing rules.
- Inspectors collect evidence: measurements, photos, videos, defect counts, sample locations, and comments support buyer decisions.
- Inspectors classify defects: critical, major, and minor findings should be tied to safety, function, saleability, and buyer promise.
- Inspectors support action: release, hold, sort, rework, test, or reinspection depends on the report evidence.
What Does a Quality Inspector Do in Manufacturing?
A quality inspector in manufacturing reviews requirements, checks materials or finished goods, selects or follows a sampling plan, measures dimensions, tests functions, verifies labels and packaging, identifies defects, classifies severity, records photos and counts, reports nonconformities, and supports decisions such as release, hold, sorting, rework, testing, or reinspection.
The role changes by inspection stage. Before production, an inspector may verify materials, samples, and setup. During production, the inspector may check early output and defect concentration. Before shipment, the inspector verifies finished and packed goods against the buyer file. At loading, the inspector protects handover evidence.
When sampling is used, ISO 2859-1:2026 helps define sample size and acceptance logic for attribute inspection. The inspector still needs the buyer to define lot structure and defect severity; otherwise the sample result may be statistically organized but commercially unclear.
ASQ quality tools also matter because inspectors do more than record defects. Check sheets, Pareto logic, and concentration analysis help the buyer see whether findings are isolated or part of a pattern.
Quality Inspector Roles by Manufacturing Stage
The inspector's role changes with timing, but the goal remains decision-ready evidence.
| Stage | Inspector Role | Evidence Collected | Buyer Decision Supported |
|---|---|---|---|
| Before production | Verify sample, materials, tooling, artwork, packaging | Photos, material notes, setup observations | Start, delay, or correct setup |
| During production | Check early output and process drift | Defect patterns, measurements, production-date notes | Correct line or expand checks |
| Pre-shipment | Inspect finished and packed goods by sample plan | AQL result, photos, labels, packing, measurements | Release, hold, sort, rework |
| Loading | Confirm correct cartons and container handover | Carton count, seal, loading photos, damage notes | Approve or stop loading |
| Testing support | Verify sample identity and documents for lab work | Sample photos, labels, test request, chain notes | Test, approve, or escalate |
| Supplier follow-up | Verify correction evidence after defects | Rework photos, sorted quantities, reinspection result | Close or reopen issue |
The table shows why the inspector role should not be reduced to final gatekeeper. A factory may need setup verification before production, process checks during production, final sampling before shipment, or loading supervision at handover.
The buyer should define which role is needed before booking. If the buyer asks for a final inspection but the real risk is supplier process drift, the inspector may document the problem too late to prevent it.
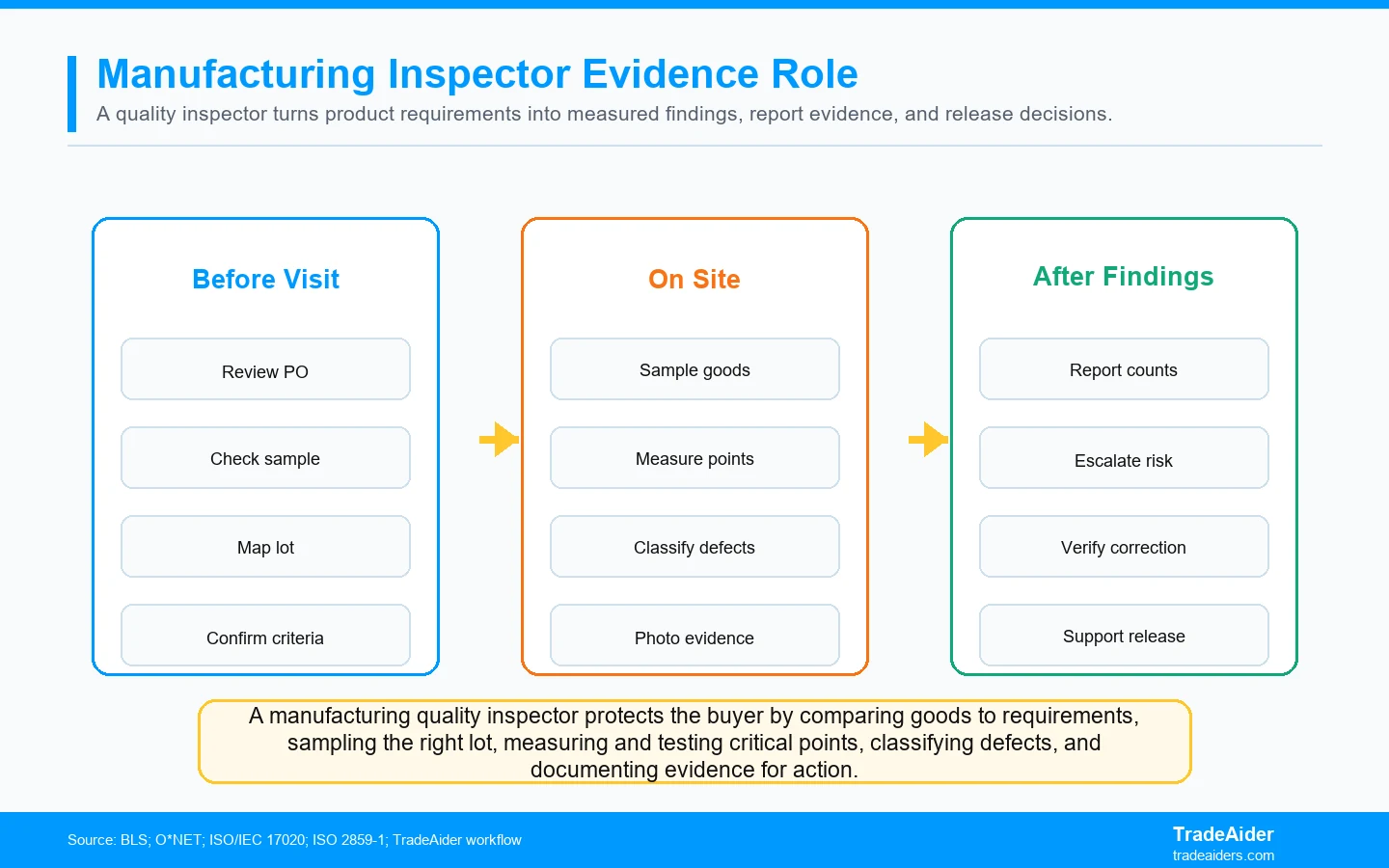
A manufacturing quality inspector protects the buyer by comparing goods to requirements, sampling the right lot, measuring and testing critical points, classifying defects, and documenting evidence for action.
A Quality Inspector Is Not Only a Final Gatekeeper
The inspector's real role is to convert requirements into objective evidence at the right moment.
The inspector needs a buyer file
A quality inspector cannot protect requirements that were never defined. The buyer file should include the purchase order, specification, approved sample, drawings, tolerances, material requirements, accessory list, labels, packaging, barcode rules, and defect severity examples.
When the file is weak, the inspector may still find obvious defects, but borderline findings become subjective. The supplier may argue that the product is acceptable, while the buyer expected something different. Clear criteria make the inspector's role fairer and more useful.
The inspector protects sample meaning
The inspector should understand the lot structure before selecting samples. If the order includes multiple SKUs, colors, sizes, carton ranges, production dates, or packing versions, the sample should represent those groups rather than only the most accessible cartons.
TradeAider's AQL calculator can support sample-size planning, but the inspector still needs access to the real shipment and a clear instruction about subgroup spread.
Measurement, Testing, and Defect Classification Are Core Inspector Duties
The inspector role becomes valuable when findings are measurable, repeatable, and tied to buyer consequence.
Measurement turns opinion into evidence
Inspectors may use calipers, gauges, rulers, scales, barcode scanners, templates, color references, torque tools, pull-force checks, or simple function-test setups depending on the product. The report should state what was measured, how many samples were checked, and what tolerance applied.
Without measurement, a finding such as poor fit or wrong size may become a debate. With measurement, the buyer can see whether the product missed the tolerance, which subgroup was affected, and whether rework or sorting is practical.
Defect classification links findings to release action
A quality inspector should classify defects as critical, major, or minor according to agreed rules. Critical defects involve safety or severe noncompliance. Major defects affect function, saleability, buyer promise, or likely returns. Minor defects are smaller deviations that may still be tracked for trends.
Classification is not a personality judgment. It is the bridge between the physical finding and the buyer's action. A wrong barcode, missing accessory, unsafe sharp edge, failed function, and small hidden scratch should not be treated the same.
Reporting Is Part of the Inspector Role, Not an Afterthought
A good inspector report makes the buyer's next decision easier and more defensible.
Evidence should be clear enough for remote buyers
Many importers are not at the factory. They need photos, videos, defect close-ups, carton marks, sample locations, measurements, labels, packing views, and clear defect counts. A report that says defects found without proof leaves the buyer with uncertainty.
Real-time reporting can improve the role further. If the buyer sees defect evidence during the visit, the buyer can ask for added photos, wider sample spread, supplier explanation, or correction evidence before the inspector leaves.
Reports should distinguish facts from decisions
The inspector reports what was checked and what was found. The buyer decides commercial release, negotiation, sorting, or supplier action. A strong report makes that decision easier by separating facts, severity, concentration, and recommended attention points.
This distinction matters because inspectors should not promise zero defects or guarantee supplier performance. Their role is to collect reliable evidence and apply the agreed inspection criteria consistently.
Quality Inspectors Also Support Supplier Improvement
Inspection findings should feed the next order, not disappear after the shipment is released.
Repeat findings become supplier questions
If the same defect appears across orders, the inspector's evidence becomes a supplier-management tool. The buyer can ask which process step, material batch, operator, machine, tool, or packaging method caused the issue and what correction prevents recurrence.
For repeated or systemic problems, a factory audit or during-production inspection may be more useful than another late final inspection. The inspector role should adapt to the pattern revealed by previous reports.
Inspector evidence can protect negotiations
Clear photos, counts, measurements, and carton locations help the buyer negotiate rework, sorting, discount, replacement, or reinspection without relying on vague complaints. The supplier can see what failed and which subgroup is affected.
This is especially useful for cross-border sourcing, where time zone, language, and distance make misunderstandings more expensive. Evidence reduces friction because the discussion centers on the product file and observed findings.
Scenario Estimate: A Better Inspector Brief Can Save a Reinspection
The inspector's role becomes more valuable when the buyer sends the right brief before the visit.
Assume a buyer books PSI for 7,500 units but sends only a product name and packing list. The inspector checks appearance and cartons, but misses a buyer-specific accessory count requirement. If 4% of units lack that accessory, about 300 units may require sorting after the report.
If the buyer had included the accessory list, approved sample photo, and defect severity rule, the inspector could have checked accessory count inside the original sample. If reinspection costs one extra man-day at $199 plus a one-day shipment delay, the missing brief becomes more expensive than preparing the file correctly.
This estimate is illustrative. The practical lesson is that the inspector role depends on buyer input quality as much as inspector diligence.
Where TradeAider Fits in Inspector-Led Manufacturing QC
TradeAider supports the manufacturing quality inspector role with service timing, AQL sampling, real-time photo and video evidence, defect classification, report delivery, and buyer release support.
When buyers need final release evidence, Pre-Shipment Inspection lets inspectors verify finished and packed goods against the buyer file before shipment.
When the role should happen earlier, Pre-Production Inspection can check setup and materials, while During Production Inspection can document early output and process drift.
TradeAider's real-time visibility helps importers review evidence during the inspection, ask focused follow-up questions, and decide whether the shipment should be released, held, sorted, reworked, tested, or reinspected.
SPAR Scenario: The Inspector Needed a Better Buyer File
The inspection became more useful when the buyer converted expectations into measurable criteria.
Situation: A buyer ordered 6,400 assembled kits with three accessories and two label versions.
Problem: The supplier's sample was acceptable, but the bulk order had mixed accessory packing and inconsistent carton labels.
Action: TradeAider used a revised buyer file with accessory count, label photos, SKU spread, defect classes, and carton-location evidence.
Result: The inspector isolated 31 affected cartons, the buyer released the clean subgroup, and the supplier corrected labels before loading instead of triggering a full reinspection.
Buyer Brief for a Manufacturing Quality Inspector
Give the inspector enough information to make findings objective and useful.
- PO, approved sample, specification, drawings, tolerances, and change history.
- Lot size, carton count, SKU, color, size, production date, and packing-version map.
- Critical, major, and minor defect examples with buyer consequence.
- Measurement points, tools, function steps, labels, accessories, and package checks.
- Required photos, videos, carton marks, sample locations, and report evidence.
- Release, hold, sort, rework, test, or reinspection rule.
A quality inspector is strongest when the buyer file is specific, the sample plan represents the lot, and the report connects findings to action.
For importers, the role is not only defect detection. It is evidence creation for a commercial decision made from a distance.
If you are booking a manufacturing inspection and want the inspector to check more than generic appearance, send TradeAider the PO, approved sample, spec sheet, SKU list, top defects, and production or packing status. The next step is to prepare an inspector-ready manufacturing QC brief before the visit.
Frequently Asked Questions
What is the role of a quality inspector in manufacturing?
A quality inspector verifies whether materials, components, finished goods, labels, packaging, and documents meet defined requirements, then reports evidence for buyer or quality-team action.
What does a quality inspector check?
They may check product identity, dimensions, workmanship, function, accessories, labels, packaging, carton marks, documents, defect severity, sample locations, and supplier correction evidence.
Is a quality inspector the same as quality assurance?
No. Inspectors usually focus on product and process evidence, while quality assurance focuses more broadly on systems, procedures, prevention, and continuous improvement.
What information should importers send to inspectors?
Importers should send the PO, specifications, approved sample, tolerances, labels, packing rules, defect examples, lot breakdown, and release criteria before inspection.
Can a quality inspector approve shipment?
An inspector can report whether the lot meets agreed criteria, but the buyer usually makes the commercial release decision based on severity, evidence, supplier correction, and shipment risk.

Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
