- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

A failed compliance test means the product, component, material, label, claim, or documentation did not satisfy a defined requirement for the intended market. The next move is not to argue with the lab or rush another shipment. The next move is to isolate the scope, correct the root cause, retest the right evidence, and verify that the final lot matches the corrected version.
Failed testing feels like a launch problem, but it is usually a control problem. The buyer needs to know what failed, which version failed, why it failed, whether production has already used the same input, and what proof will show that the fix worked. If the importer skips those questions, a retest can pass on a new sample while the actual shipment still carries the original risk.
This roadmap is written for importers sourcing from China who receive a lab failure before shipment. It applies to consumer products, electronics, children's products, food-contact goods, cosmetics, supplements, packaging, and claim-sensitive SKUs. It does not replace legal advice, regulatory counsel, or accredited laboratory judgment. It gives the buyer a working sequence for turning a failed test into a controlled release decision.
- First: freeze shipment and identify the exact failed clause, material, model, sample, or label.
- Second: isolate affected inventory and production inputs.
- Third: correct root cause at material, process, label, component, or document level.
- Fourth: retest the corrected evidence and verify the final lot before export.
The Direct Answer
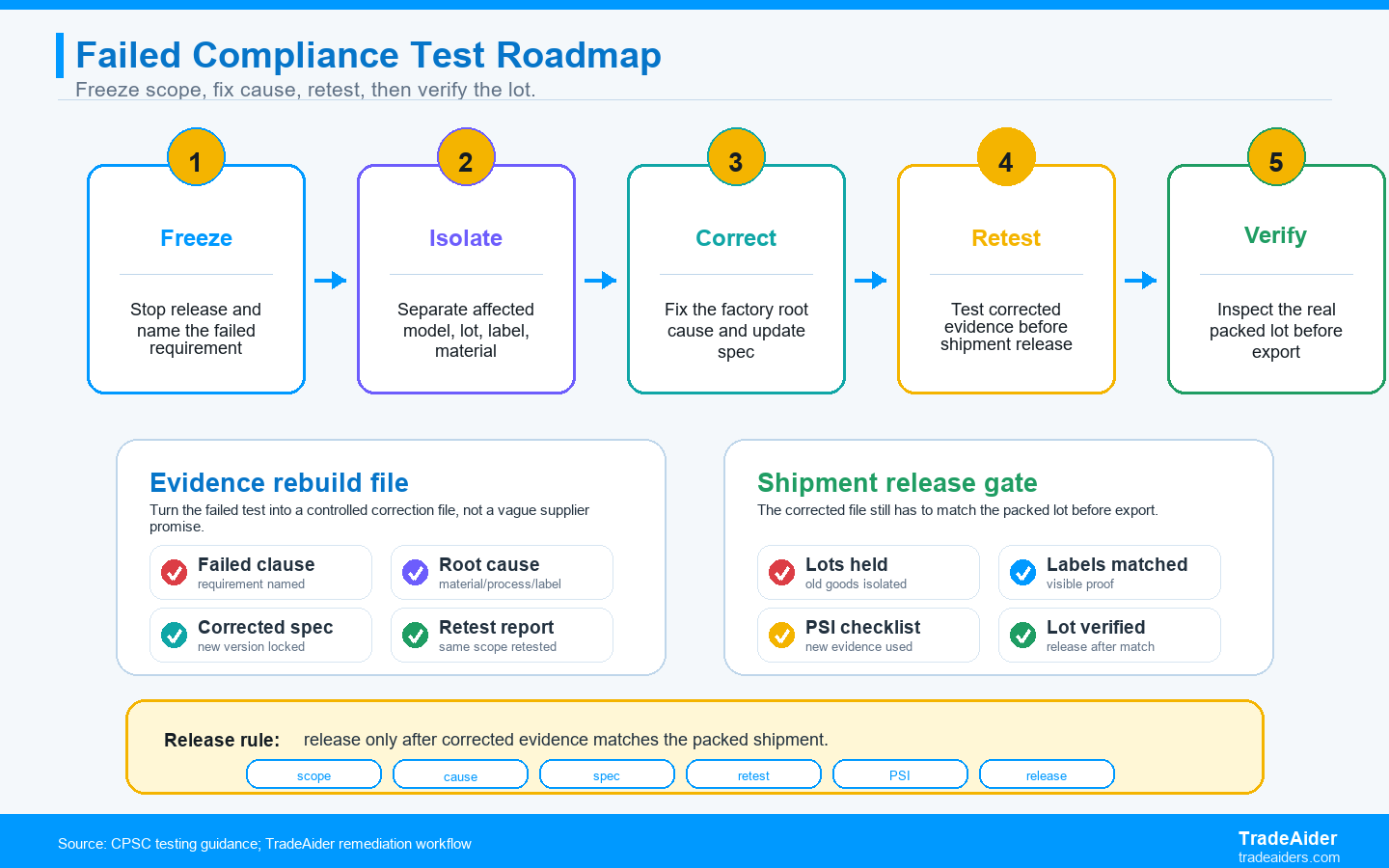
When a product fails compliance testing, stop shipment release, isolate the affected version, correct the factory cause, retest the corrected evidence, and verify the packed lot before export.
TradeAider fits the remediation sequence after the failed requirement is named: the practical work is to connect the lab finding to factory correction, retesting evidence, and final-lot verification.
The failure report should become a decision file. It should identify the test method or requirement, sample description, model, lot reference, material, component, label artwork, claim, or packaging version that failed. Without that scope, the buyer cannot know whether the issue affects one prototype, one batch, all packed goods, or every future production run.
Regulatory systems treat evidence and traceability seriously. The CPSC Testing & Certification page explains that certain products require certification based on applicable rules and, for many children's products, third-party testing by a CPSC-accepted laboratory. The FDA recall listing system shows why post-market correction becomes operationally heavy once products are distributed. The lesson for importers is that a failed test is not merely a lab result; it is early evidence that the shipment may need redesign, relabeling, material substitution, or production hold.
Do not treat a new golden sample as proof by itself. The corrected sample must be tied back to actual factory inputs, work instructions, packaging files, and packed inventory. A retest that passes on a hand-selected sample is useful only if the importer can prove that the same correction reached the production lot.
The Remediation Roadmap
A remediation roadmap turns the lab failure into four practical decisions: scope, cause, correction, and release.
The table below is designed for a buyer who already has a failed report and needs to decide what happens before shipment. Each stage should produce evidence, not just an email promise from the supplier.
| Stage | Question To Answer | Evidence Needed | Buyer Decision |
|---|---|---|---|
| 1. Freeze | Which exact product version failed? | Test report, model, sample photos, material, label, lot reference | Stop release until scope is known |
| 2. Isolate | Which inventory uses the same input or artwork? | BOM, purchase records, production dates, batch codes, warehouse map | Separate affected goods from unaffected goods |
| 3. Correct | What factory change removes the failure? | Corrective action plan, revised material, process change, label file | Approve only a fix tied to root cause |
| 4. Retest | Does the corrected version pass the relevant requirement? | Retest report, corrected sample ID, photos, document revision | Do not release until evidence matches the fix |
| 5. Verify | Did the actual shipment receive the correction? | DPI/PSI photos, sample match, label check, carton mark, batch trace | Release, sort, rework, or hold |
The roadmap forces the buyer to separate evidence from hope. The supplier may want to send a new sample quickly, but the buyer's question is whether the same correction reached the real shipment. If production already started, the plan needs both retesting and physical lot verification.
A failed compliance test should trigger scope isolation, root-cause correction, retesting, and final lot verification.
Step 1: Freeze Shipment Release And Define The Failure
The failed requirement must be named before the factory can fix it.
Start by freezing shipment release for the affected SKU, model, batch, or material until the failure is understood. A vague message such as "the product failed compliance" is not enough. Ask for the report number, sample description, test method, failed clause, measured result, limit, photos, submission date, model, packaging version, and supplier declaration used for the test. If the failure relates to a claim, label, warning, manual, barcode, component, or material, capture the exact file version.
This step prevents the most common remediation mistake: fixing the wrong version. A factory may pass a corrected sample while the packed inventory still uses the old label. A supplier may replace a material in one pilot run while mass production continues with the previous purchase. The buyer should treat every document revision as a control point. The test failure describes a specific version of the product, and the correction must trace back to that version.
The freeze decision does not always mean cancel the order. It means no release until the buyer knows whether the failure is isolated, widespread, or still unknown. Unknown scope is the most dangerous state because it makes every later promise sound more certain than it is.
Step 2: Separate Scope From Root Cause
Scope tells you how much inventory is affected; root cause tells you what has to change.
Scope and root cause are different. Scope asks which units, cartons, components, labels, lots, or purchase orders may share the failure. Root cause asks why the failure happened. If a children's product fails for small-parts risk, scope may include every packed unit using the same accessory. Root cause may be accessory dimension, assembly force, material brittleness, missing torque control, or an unapproved component. If a cosmetic label fails, scope may include artwork files, outer cartons, online listing copy, and insert leaflets. Root cause may be a claim that marketing approved without regulatory review.
The EU General Product Safety Regulation summary highlights traceability and recall communication obligations for products in scope. That is a useful reminder even outside Europe: if the buyer cannot identify affected units before shipment, the buyer will struggle even more after distribution. Batch coding, carton marks, production dates, and purchase records are not paperwork decoration. They decide whether the business can isolate a problem without treating every unit as suspect.
Ask the supplier for material purchase records, work orders, production dates, batch codes, inspection records, packaging line records, and photos of current inventory. If the supplier cannot isolate the affected group, the buyer should assume a wider scope until evidence proves otherwise.
Step 3: Choose A Fix That Matches The Failure Mode
The fix must remove the reason for failure, not simply create a better-looking retest sample.
Different failure modes need different fixes. A restricted-substance failure may require changing raw material, approving a new component supplier, and updating the bill of materials. A mechanical safety failure may require tooling, fastener, torque, thickness, radius, or assembly changes. A labeling failure may require corrected artwork, warning language, country-of-origin mark, responsible operator information, or claim deletion. A battery or electronics failure may require component review, firmware, charger, enclosure, or thermal design changes.
The buyer should ask the factory to write a corrective action plan in plain operational terms: what changed, who approved it, which inventory is affected, how workers will implement it, how rework will be verified, what evidence will be retested, and what release criterion will decide shipment. Do not accept a response that only says "we will pay more attention next time." Attention is not a corrective action. A measurable change is a corrective action.
The fix should also include prevention. If the failure happened because purchasing substituted a material without approval, the corrective action should add purchase-control rules. If the problem came from label artwork, the action should lock a master artwork file and require line-side comparison before packing. If the root cause is unclear, retesting too soon may create a false pass on a narrow sample.
Where TradeAider Supports The Remediation Roadmap
TradeAider supports remediation when the buyer needs to translate a failed lab result into factory action and final-lot release evidence.
TradeAider product testing support can help organize the test evidence side of the remediation plan: what failed, what sample should be retested, and how the retest connects to the intended market and product version. It does not replace the laboratory, regulator, or legal counsel. Its value is coordination, scope discipline, and avoiding the trap of retesting a clean sample that does not represent shipment inventory.
During Production Inspection is useful when production is still active and the buyer needs to see whether the factory has actually changed material, component, process, label, or packing behavior. If goods are already complete, Pre-Shipment Inspection becomes the final release check. A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export, making it suitable for confirming whether the corrected version is in the packed lot.
The business fit is especially strong when the buyer faces a mixed situation: the lab report failed one requirement, the factory says it has fixed the issue, and the shipment is nearly ready. In that moment, the importer needs an evidence chain from failed requirement to corrected input to packed shipment, not another informal assurance.
Step 4: Retest The Corrected Evidence, Not A Random Replacement Sample
A retest only proves remediation if the retested sample is tied to the corrected production version.
Before retesting, assign a clear sample identity. The corrected sample should carry model number, production date, batch code, component version, label version, material reference, and photos. The buyer should preserve the failed sample identity as well, because the difference between failed version and corrected version is the whole story. If the factory cannot explain what changed between the two samples, the retest may not prove root-cause correction.
The retest scope should match the failure. If a product failed one material requirement, the retest may focus on that material and related components. If the failure indicates a broader design issue, the retest may need a wider scope. If labeling caused the failure, the correction may include legal review, packaging artwork approval, and physical label verification rather than only a lab retest. The buyer should not automatically retest everything, but should not under-test a change that affects multiple evidence lanes.
After a pass, keep the retest report with the corrective action plan, supplier declaration, photos, and inspection report. This file becomes the buyer's release rationale. If a question appears later, the importer can show why shipment was released and which evidence tied the corrected product to the packed lot.
SPAR Scenario: The Label Passed After The Factory Changed The Wrong File
Remediation fails when the factory fixes a sample file but the packing line keeps using old materials.
Situation: A Shopify brand orders 8,000 skin-contact accessories from a Guangdong supplier. The first lab review flags a restricted claim on the insert and a missing batch code on the retail box.
Problem: The supplier sends a corrected PDF within 24 hours and asks for immediate shipment. During a production check, the inspector finds that the packing line still has 3,600 old inserts next to the new retail boxes. The warehouse also has two carton-mark versions mixed together.
Action: The buyer freezes release, isolates packed cartons by date, requires the factory to destroy old inserts, updates the line-side master file, and schedules a focused PSI to verify retail box, insert, batch code, carton mark, and sample match.
Result: The shipment leaves 5 days later than planned, but the buyer avoids a mixed-label launch. The cost is real: a promotional window has to be shifted. The benefit is also real: the corrected evidence now matches the goods entering inventory, so customer support, traceability, and compliance files point to the same version.
Action Card: After A Failed Compliance Test
The buyer should leave the remediation process with a corrected product, a corrected evidence file, and a verified shipment.
- Freeze shipment release until the failed requirement, sample identity, and affected scope are named.
- Separate affected inventory by model, material, label, batch code, production date, and carton mark.
- Require a corrective action plan that names the operational change, not only a promise to improve.
- Retest the corrected evidence with clear sample identity and revision control.
- Verify the packed lot through DPI or PSI before export, especially if rework or relabeling occurred.
If the failed report is already affecting a shipment schedule, send TradeAider the failed report, PO, product photos, corrected sample status, affected inventory count, and packing status. The next step is to ask TradeAider to turn the failed test into a remediation inspection scope so retesting, rework, and final-lot verification point to the same corrected version.
Frequently Asked Questions
Should I retest immediately after a compliance failure?
No. First identify the failed requirement, sample version, affected scope, and root cause. Retesting too soon can create a pass on a sample that does not represent the shipment.
Can a supplier declaration solve a failed test?
A declaration can support the evidence file, but it does not erase a failed result. The buyer still needs a corrective action, retest decision, and lot verification.
What if only the label failed?
Label failures still matter because claims, warnings, batch codes, responsible operator information, and origin marks can affect saleability and traceability. Correct artwork and verify the physical packed goods.
When should inspection happen after remediation?
Use DPI if production is still active and PSI if goods are complete. A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export.
Who can help coordinate the next step?
For help connecting failed-test evidence with factory remediation and inspection release, contact TradeAider.
Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
