- معلومات عنا

- خدماتنا
- صناعتك
- الموارد
- الأخبار والمدونة
A product spec sheet and sample approval prevent different defect types. The spec sheet controls measurable requirements; the approved sample controls interpretation. Neither one is enough when the factory must repeat the same product across thousands of units.
Importers often ask whether a detailed product spec sheet matters if the factory already produced a good sample. It does. A sample can show what the buyer liked, but it cannot reliably define every tolerance, test method, label rule, packaging requirement, material grade, or defect category. The opposite mistake is also common: a buyer sends a detailed spreadsheet but no approved physical reference, leaving the factory to interpret color, texture, hand feel, finish, assembly fit, or presentation from words alone.
The real question is not which tool is better. The real question is which defect type you are trying to prevent. Spec sheets prevent systematic process defects by defining measurable standards. Sample approval prevents interpretation defects by showing what acceptable looks and feels like. The two controls need to meet before production, not compete with each other after defects appear.
For China sourcing, the strongest release standard is a matched pair: a product spec sheet that tells the factory what to measure and an approved sample that tells the factory what to match visually and functionally.
Key Takeaways
- Definition: A spec sheet defines measurable requirements; sample approval confirms the physical reference the buyer accepts.
- Best use: Use specs for tolerances, tests, materials, labels, packaging, and defect classification.
- Best use: Use approved samples for color, finish, fit, assembly feel, and customer-visible presentation.
- Decision: If the spec and sample disagree, stop production release until the conflict is resolved.
- Inspection: PSI should compare finished goods against both the spec sheet and approved sample.
The Direct Answer
A product spec sheet prevents more systematic defects because it tells the factory what must be measured, tested, packed, labeled, and documented. Sample approval prevents more interpretation defects because it shows the factory what the buyer means by color, finish, feel, fit, and presentation. The strongest quality control uses the spec sheet as the rulebook and the approved sample as the visual reference. Defects appear where the spec sheet and approved sample disagree, so both controls must point to the same release standard.
TradeAider treats the spec sheet and approved sample as two inputs to one inspection scope: measurable tolerances come from the spec, while finish, feel, assembly, and packaging interpretation come from the controlled sample.
This is why an approved sample without tolerances is fragile and a spec sheet without a physical reference is incomplete. Factories produce through processes, workers, machines, materials, and suppliers. The quality standard has to be clear enough for that production system to repeat, not just clear enough for one sample room unit to impress the buyer.
Spec Sheets and Samples Prevent Different Defect Mechanisms
A spec sheet reduces ambiguity in measurable requirements, while a sample reduces ambiguity in human judgment. Factory defects rise when buyers ask one tool to do both jobs.
According to ASQ's quality plan guidance, quality plans specify standards, resources, specifications, and inspection programs for a product or contract. That definition is a useful standard for importers: the spec sheet should act as the written part of the quality plan, while the approved sample should act as the controlled physical reference.
According to ISO's ISO 9001 overview, evidence-based decision making is a quality management principle. In factory communication, evidence is not only a signed sample. Evidence is also a written requirement that tells the production team how to decide whether a unit conforms.
According to GS1 barcode standards, barcodes support product identification across supply chains, which makes barcode value, placement, and scanability written-spec issues rather than sample-room preferences. For a first 1000 units, that distinction matters because one wrong identifier can affect receiving, relabeling, and customer-facing inventory accuracy.
Spec sheets control what can be measured
A product spec sheet is strongest when the requirement can be measured, counted, scanned, tested, or documented. Dimensions, weight, material grade, coating thickness, torque, voltage, cable length, accessory count, barcode setting, carton size, carton weight, warning label, origin mark, and AQL defect categories belong in the spec. The spec also defines who approves changes. If the factory changes a screw length from 12 mm to 10 mm because stock is short, the spec sheet should make that change visible before it becomes a production habit. This means the spec should include a 24 hour approval path for substitutions, not only a list of ideal attributes.
Sample approval controls what must be judged
Sample approval is strongest when the requirement is partly visual, tactile, or experience-based. A color standard, brushed finish, fabric hand feel, button travel, assembly fit, printed logo density, and packaging presentation may be difficult to capture fully in words. The approved sample lets the factory compare production against a shared physical reference. The risk is that a beautiful sample can hide missing rules. If the buyer approves the finish but does not define acceptable scratches, the factory may still pack units that are technically similar but commercially unacceptable. In practice, the approval record should say whether the sample controls first production only, all repeat orders, or only a single artwork revision.
Defects appear where the two controls disagree
The most expensive disputes happen when the spec sheet and approved sample point in different directions. The spec may say matte black, while the approved sample is satin black. The sample may show 4 accessories, while the spec lists 5. The box may show one barcode position, while the spec sheet includes another. When production workers face that conflict, they usually follow the instruction that is easiest, most recent, or most familiar. The buyer should resolve conflicts before mass production because final inspection can detect the inconsistency but cannot restore the lost production time.
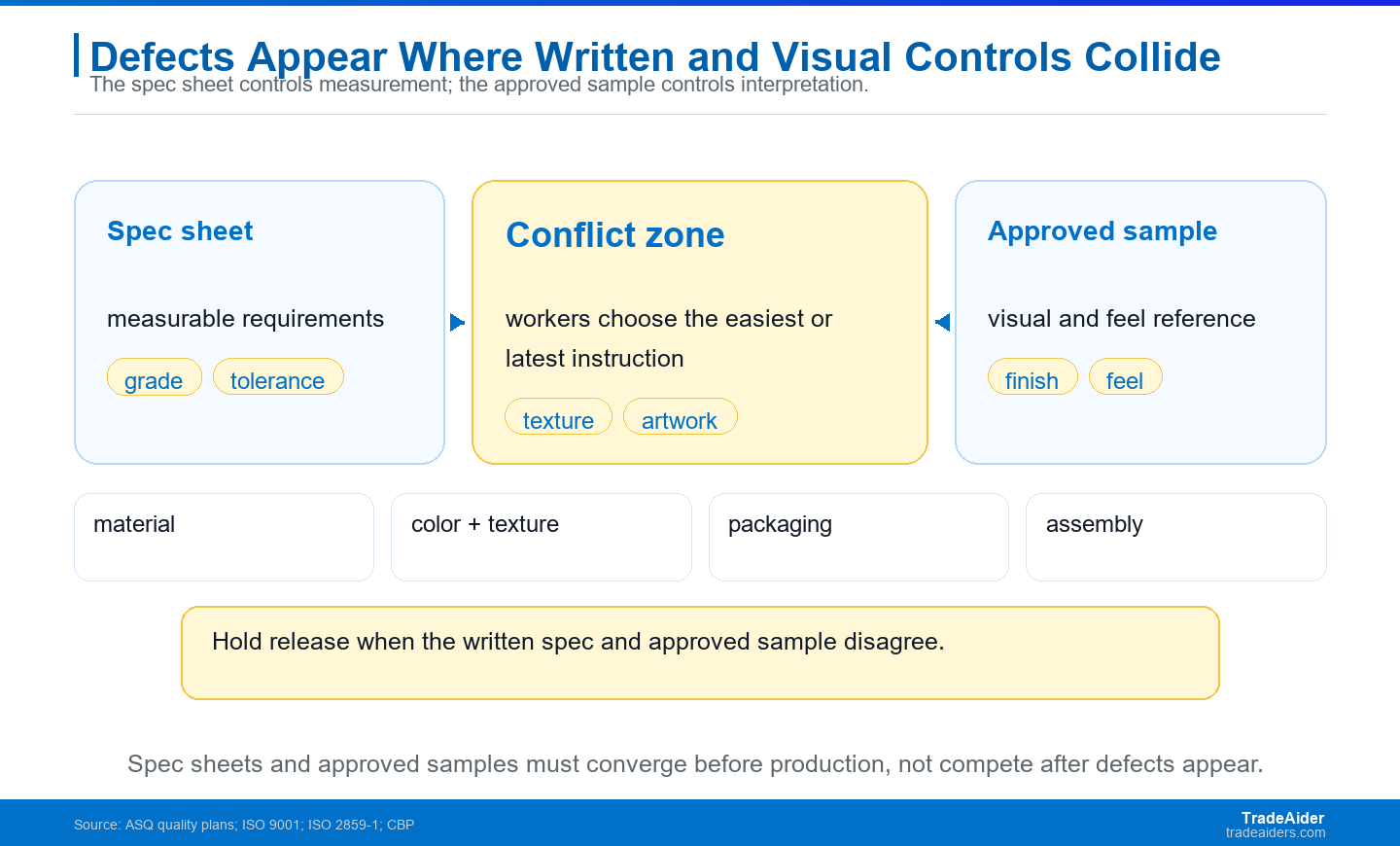
Spec sheets prevent measurable defects; sample approval prevents interpretation gaps that specs cannot fully show.
Spec Sheet vs Sample Approval Comparison
The spec sheet is the rulebook; the approved sample is the reference object. A complete release standard needs both.
The table below shows which control prevents which defect pattern.
| Control | Prevents Best | Weakness Alone | Inspection Use | Hold Rule |
|---|---|---|---|---|
| Product spec sheet | Measurement, material, test, label, packaging errors | May miss finish, feel, and presentation nuance | Defines tests and pass/fail limits | Hold if measurable requirement fails |
| Sample approval | Color, finish, fit, assembly feel, customer-visible look | May be vague without tolerance and scope | Gives visual and functional reference | Hold if production no longer matches the approved reference |
| Spec plus sample | Systematic defects and interpretation defects together | Requires version control and change discipline | Creates a stronger release standard | Hold if documents and sample disagree |
The comparison shows why the buyer should not choose one control and ignore the other. The spec sheet gives the inspector measurable criteria; the sample gives the inspector a physical benchmark. Together, they reduce the factory's room for interpretation.
How to Combine Spec Sheet and Sample Approval
The right workflow is spec first, counter sample second, approved sample third, and inspection checklist fourth. Each step should close one source of ambiguity before the next step starts.
According to ISO 2859-1:2026, lot-by-lot inspection can use AQL-indexed sampling schemes. According to ASQ's ANSI/ASQ Z1.4 overview, attribute sampling supports normal, tightened, and reduced inspection plans. These tools work best when the buyer has already defined what counts as a critical, major, or minor defect.
According to GS1 barcode standards, barcodes support product identification, and according to CBP origin-marking guidance, imported goods may need proper country-of-origin marking. These are spec-sheet items, but they should also appear in the approved retail-pack sample so the factory can see exactly how the shipment should look.
Freeze the spec before approving the sample
The buyer should send the spec before approving the sample because the sample should be judged against written requirements. If the factory submits a counter sample before the spec is stable, the buyer may approve a product that fits an older understanding. The spec does not need to be overly complex, but it should include the attributes that would cause returns, compliance questions, or assembly failure. For a 3000 unit order, a missing accessory tolerance can turn a 1% packing error into 30 customer complaints. The decision rule is simple: no production sample should be approved until the factory can point to the exact spec version it is trying to match.
Approve the sample with explicit scope
The approval record should state what the sample controls. Does it approve the whole product, only the finish, only the packaging artwork, or only the first production trial? The factory should not have to infer the answer. According to FCC equipment authorization guidance, radiofrequency devices may require authorization before marketing or import, which means electronics sample approval should not ignore model number, label, and component version. For children's products, the CPSC Children's Product Certificate guidance shows why compliance evidence must describe the same product the buyer approved. If the approved sample is version 2 but the certificate, label, or barcode evidence describes version 1, the buyer has not approved a shippable product.
Turn both controls into the PSI checklist
A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export. The PSI checklist should not be a generic product list. It should pull measurable checks from the spec sheet and comparison checks from the approved sample. In TradeAider's service context, that means the buyer should send the inspector the current spec sheet, approved sample scope, artwork files, barcode rules, defect classification, and release authority before the factory seals the export cartons. If the spec says carton weight must stay below 15 kg, the inspector weighs cartons. If the approved sample shows a brushed finish, the inspector compares finish consistency. If the two controls conflict, the inspector should record the conflict and the buyer should decide before shipment release.
SPAR Scenario: The Perfect Sample With a Weak Specification
A sample can look perfect and still fail as a production control if the factory has no measurable limits for repeating it.
Situation: A home goods importer approves a beautiful sample of a wall-mounted shelf. The finish, shape, and packaging all look good. The buyer sends the factory a short message: "Approved, proceed with 5000 units." The purchase order includes price and delivery date but no tolerance table.
Problem: During PSI, 22 of 200 sampled units show screw-hole misalignment that makes installation slow, and 17 units have wall plugs that are too soft for the listed load claim. The sample looked good because the sample room adjusted each unit by hand. The production line repeated the appearance but not the installation performance.
Action: The buyer adds hole-position tolerance, screw hardness, plug material, load test, accessory count, carton drop-risk notes, and defect classification to the spec sheet. The factory sorts the existing lot, replaces soft plugs, and updates the inspection checklist for the reinspection.
Result: The order ships 4 days later and misses one retail booking window. The importer accepts that cost because the alternative is sending 5000 units with a visible installation complaint built into the product. The approved sample prevented finish drift; the spec sheet had to prevent installation defects.
Spec and Sample Release Checklist
- Create the spec sheet before sample approval, even if the first version is simple.
- Mark the approved sample with version, date, scope, and purchase-order reference.
- List every customer-visible promise as either a measurable spec item or a sample comparison item.
- Resolve conflicts between sample and spec before mass production starts.
- Build the PSI checklist directly from the spec sheet and approved sample package.
If your spec sheet and approved sample do not yet tell the same story, send TradeAider the latest spec, approved sample photos, tolerances, artwork, barcode rules, PO, defect definitions, and packing status. The next step is to ask TradeAider to convert the spec-and-sample package into PSI checkpoints so the inspector knows what to measure, compare, and hold.
Frequently Asked Questions
Can a buyer approve production with only a sample?
A buyer can approve production with only a sample, but it is risky. The sample may not define tolerances, tests, packaging, label rules, accessory count, or defect categories. A written spec sheet makes the approval enforceable and inspectable.
What should be included in a product spec sheet?
A practical spec sheet should include model, materials, dimensions, tolerances, finish, function, test method, packaging, labels, barcode, manuals, accessories, compliance documents, defect categories, and change-approval rules.
Should the inspector use the sample or the spec sheet?
The inspector should use both. The spec sheet provides measurable pass/fail criteria, and the approved sample provides a visual and functional reference. If they disagree, the buyer should resolve the conflict before shipment release.
مقالات ذات صلة



نمِ عملك مع خدمة TradeAider
انقر على الزر أدناه للدخول مباشرة إلى نظام خدمة TradeAider. الخطوات البسيطة من الحجز والدفع إلى تلقي التقارير سهلة التشغيل.
