- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
Chandeliers and ceiling light fixtures are among the highest-liability products you can source from China. A structurally failed mounting or a grounding fault does not just generate a return — it creates a product liability exposure that can follow an importer for years. The two root causes behind the majority of post-arrival complaints and recall actions are the same two failure modes that are easiest to catch at the factory and hardest to defend once goods have landed: inadequate load-bearing integrity at the mounting hardware, and missing or insufficient earth continuity in the electrical assembly. This guide explains what your pre-shipment inspection must cover for chandeliers and ceiling lights, what standards apply to the US and EU markets, and how to structure your defect classification to protect your business before goods leave the factory.

Key Takeaways
- Load-bearing integrity and earth continuity are critical defect categories for chandeliers and ceiling lights. Either failure is a zero-tolerance issue under AQL classification — one failing unit is sufficient to hold the entire lot.
- UL listing for the US market and CE conformity for the EU market must be verified against actual test certificates, not just markings on the product label. Logo-only printing without traceable certification documents is a non-conformity.
- Mounting hardware — canopy brackets, chain links, and suspension rods — must be tested under a proof load of 1.5 to 2 times the fixture's rated weight before the lot is approved for shipment.
- Earth continuity resistance must be verified across all metal parts of the fixture, including canopy, chain, and socket shell. Resistance exceeding 0.5 ohms between any two bonded points is a critical defect under IEC 60598 and UL 1598.
- Pre-shipment inspection (PSI) at the factory — before cartons are sealed and loaded — is your last cost-effective intervention point. Defects corrected at the factory cost a fraction of a recall, re-shipment, or liability claim.
Certification and Labelling Verification

What Inspectors Verify for US and EU Markets
Certification verification is the first step in any chandelier or ceiling light inspection, because a product that carries the wrong mark or no mark cannot legally enter its target market regardless of how well it is built. For the US market, the relevant certifications are UL 1598 (Luminaires) listed by a Nationally Recognised Testing Laboratory (NRTL) such as UL or ETL/Intertek. For the EU market, CE marking under the Low Voltage Directive (LVD) and the Electromagnetic Compatibility Directive (EMC Directive) is required. CE marking for lighting is in practice often supported by IEC 60598-1 test reports from an accredited laboratory.
Inspectors do not accept the presence of a logo mark on the product label as confirmation of compliance. They verify the full listing mark text, cross-reference the model number on the label against the test certificate, and confirm that the application rating (dry, damp, or wet location) matches the purchase order specification. Wattage limits and maximum lamping configurations must also be printed on the label; a missing label or an unlabelled prototype-style fixture is a major defect.
| Market | Required Certification | Standard | Key Point for Importers |
|---|---|---|---|
| United States | UL Listed or ETL Listed (NRTL) | UL 1598 | Mandatory third-party testing; self-declaration not accepted by retailers or insurers |
| European Union | CE Mark (LVD + EMC) | IEC 60598-1 | Manufacturer can self-declare but must hold test reports; lab-tested CE is strongly preferred for liability protection |
| UK (post-Brexit) | UKCA Mark | BS EN 60598-1 | CE mark no longer accepted for UK market since January 2023; UKCA required |
Tip: Request the factory's full UL or ETL test certificate, not just a photo of the label, before placing your order. If the factory cannot produce the certificate, treat the product as uncertified regardless of what the label says.
Load-Bearing Integrity Testing
Why Mounting Failure Is the Most Costly Defect Category
A chandelier that falls after installation generates a product liability claim, not just a return. The structural failure point is almost always the mounting hardware — the ceiling canopy bracket, the threaded suspension rod, the chain links, or the combination of all three under dynamic load. In Chinese factory production, these components are often sourced from sub-suppliers and assembled without systematic pull-force verification on the production line. The result is that a small percentage of units in each shipment may have insufficiently torqued fasteners, undersized rod threads, or improperly closed chain links that will fail under real-world installation stress.
Load-Bearing Test Procedures Used During PSI
Third-party inspectors apply the following mechanical tests to sampled units during pre-shipment inspection. These align with ASTM E488/E488M for anchor testing and the structural load requirements in UL 1598 and IEC 60598-1:
| Test Type | Procedure | Pass Criterion |
|---|---|---|
| Proof Load Test | Apply 1.5 to 2× the fixture's rated hanging weight to the mounting assembly for a specified hold period | No deformation, cracking, or separation of mounting hardware |
| Pull-Out Test | Apply direct pull force to the suspension rod and canopy bracket to verify anchor holding strength | No pull-out or thread stripping under rated force |
| Chain Link Integrity | Inspect each link for open welds or undersized wire gauge; apply lateral force to sampled links | No link opening or deformation under inspection force |
| Vibration Test | Subject assembled fixture to simulated vibration at rated frequency and duration | No loosening of fasteners, canopy screws, or socket components |
| Drop/Impact Test | Apply controlled impact to evaluate structural durability of housing and glass components | No cracking or separation of structural elements; glass panels must not produce sharp-edged fragments |
All load-bearing test results must be documented in the inspection report with photographs of the test setup, the weight applied, and the condition of the mounting hardware before and after the test. This documentation is critical if a product liability dispute arises after goods reach the market.
Earth Continuity and Electrical Safety Testing
Why Earth Continuity Is a Zero-Tolerance Defect
Earth continuity ensures that all accessible metal parts of a chandelier — the canopy, the chain, the suspension rod, the socket shells — are electrically bonded and connected to the supply earth terminal. If this bond is broken or has excessive resistance, a wiring fault inside the fixture can energise the metal chassis at full mains voltage, creating a shock risk for any person who touches the fixture. Under IEC 60598-1 and UL 1598, the maximum permitted resistance between any two bonded points in the earth continuity path is 0.5 ohms. Any sampled unit exceeding this value is a critical defect, and the lot must be held regardless of the AQL acceptance number for other defect categories.
Earth Continuity Test Procedure at Factory
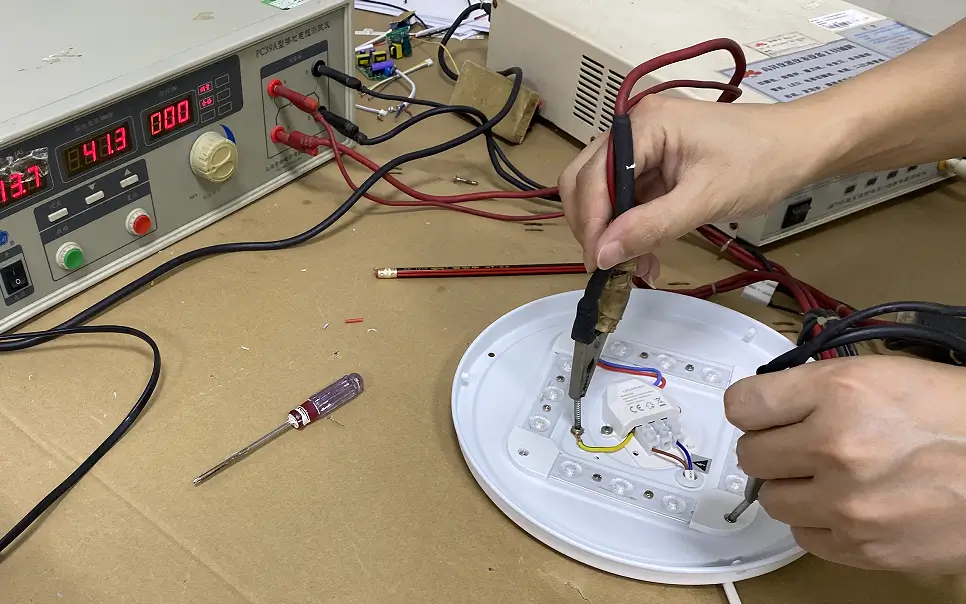
Inspectors use a calibrated low-resistance ohmmeter or a dedicated earth bond tester (not a standard multimeter, which lacks sufficient test current to reveal high-resistance joints accurately) to perform the following procedure on each sampled unit:
- Confirm the unit is fully assembled and unpowered.
- Place the reference probe on the earth terminal of the supply cord plug (or the designated earth bonding point on the canopy).
- Touch the measurement probe to each accessible metal part of the fixture in sequence: canopy body, suspension rod, each chain link, socket shell, and any external metal decorative elements.
- Record resistance for each measurement point. All readings must be 0.5 ohms or below to pass.
- Any reading above 0.5 ohms is recorded as a critical defect with the specific measurement location documented in the report.
Full Electrical Safety Test Suite for Chandeliers
Earth continuity is one component of a complete electrical safety check. For chandeliers and ceiling lights, the full suite of tests that should be specified in your inspection checklist includes the following:
| Test | What It Checks | Standard Limit |
|---|---|---|
| Earth Continuity | Bonding resistance across all metal parts | ≤ 0.5 Ω (IEC 60598-1 / UL 1598) |
| Insulation Resistance (IR) | Resistance of wiring insulation between live conductors and accessible metal | ≥ 2 MΩ at 500V DC |
| Dielectric Withstand (Hi-pot) | Dielectric strength under high voltage; confirms insulation will not break down at mains voltage | No breakdown at 2× rated voltage + 1000V (AC, 1 min) |
| Leakage Current | Unintended current flow from live parts to accessible surfaces | ≤ 0.5 mA (Class I fixtures, IEC 60598-1) |
| Temperature Rise (ISTMT) | Surface and wiring temperatures at rated load; confirms no component overheats in normal operation | Per component-specific limits in UL 1598 / IEC 60598-1 |
| Labelling Check | Wattage rating, lamp type, application rating, and certification marks present and legible | Per UL 1598 label requirements |
Note: Specify all electrical safety tests explicitly when ordering your pre-shipment inspection. A standard visual and workmanship inspection will not include earth continuity or hi-pot testing unless you request them. Ask your inspection provider to confirm which tests are included before the inspection date.
AQL Defect Classification for Chandelier Inspections
How to Classify Defects for This Product Category
Applying the correct AQL defect classification to chandeliers ensures that your inspection results translate directly into a clear ship or hold decision. The recommended classification for ceiling light fixtures follows ANSI/ASQ Z1.4-2008 at General Inspection Level II, with defects classified as follows:
| Defect Type | Classification | AQL Level | Examples |
|---|---|---|---|
| Critical | Zero tolerance — one unit fails, lot fails | 0 | Earth continuity above 0.5 Ω; load-bearing failure under proof load; hi-pot breakdown; missing earth conductor |
| Major | Likely to cause product return or non-compliance | 2.5 | Missing or incorrect certification mark; wattage label absent; chain link not fully closed; loose socket; insulation damage |
| Minor | Unlikely to affect function or safety; cosmetic | 4.0 | Minor surface finish inconsistency; slight canopy alignment gap; packaging print quality |
If the number of critical defects found in the sample exceeds zero, or if major defects exceed the AQL 2.5 acceptance number for your lot size, the entire lot must be held. The factory must conduct 100% rework or replacement of the defective units before a re-inspection is scheduled. Do not authorise shipment based on a factory promise to sort the lot themselves — re-inspection by a third party is required to confirm the corrective action was effective.
Real-Time Reporting and Corrective Action at the Factory
Why Real-Time Visibility Matters for Lighting Inspections
Chandelier and ceiling light inspections often surface defects that require an immediate decision from the buyer: hold the lot, authorise partial shipment, or direct the factory to perform specific rework while the inspector is still on-site. A reporting system that only delivers results 48 to 72 hours after inspection completion leaves you with no ability to intervene before goods are loaded. TradeAider Real-time reporting — where inspectors upload photos, measurements, and test results directly from the factory floor as each test is completed — gives you the information you need to make a release or hold decision the same day, and allows you to issue rework instructions to the factory while the inspector can still verify the outcome.
What a Complete Inspection Report Should Include
For chandeliers and ceiling lights, the official inspection report should document the following as a minimum: AQL sample size and inspection level used; product photos showing canopy assembly, chain, socket, and plug; close-up of certification mark on sampled units; numerical earth continuity readings for each test point; proof load test documentation with photos of the weight applied and the mounting assembly condition; results of insulation resistance and hi-pot tests where performed; defect count by category (critical, major, minor) with photographs of each defect; and an overall pass or hold recommendation. This report serves as your compliance documentation if a product safety complaint is filed after goods reach the market.
FAQ
When should I order a pre-shipment inspection for chandeliers from China?
PSI is conducted when at least 80% of the production run is complete and units are being packed. For chandeliers with complex assembly — multi-arm fixtures, crystal elements, or large-diameter canopies — consider adding a during-production inspection (DPI) at 20–30% production completion to catch mounting hardware and wiring assembly issues before the full batch is affected. Catching a systematic crimping or chain closure defect early costs far less than reworking a completed lot.
Is CE marking sufficient for chandeliers being sold in the US?
No. CE marking is an EU market requirement and does not satisfy US market entry requirements. For the US, UL or ETL listing under UL 1598 is required by most major retailers and is the standard expected by insurers. Importing CE-only products for US sale creates real liability exposure if a product incident occurs, since CE marking provides no protection in a US product liability claim.
What causes earth continuity failures in factory-produced chandeliers?
The most common root causes are: a missing or improperly crimped earth conductor between the canopy and the socket, insufficient bonding between the chain and the suspension rod, and paint or anodising over bonding contact points that creates an insulating layer between metal parts. These are systematic production defects, not random ones — if one unit fails earth continuity, it is very likely that a percentage of the full lot has the same defect. A targeted rework of the specific bonding point is required, not just replacement of the single failing unit.
How does load-bearing testing differ between a small pendant and a large chandelier?
The proof load multiplier (1.5 to 2×) applies regardless of fixture weight, but the absolute forces involved and the mounting hardware complexity scale significantly with fixture size. Large chandeliers with multiple arms, glass or crystal elements, and heavy cast metal housings require more rigorous sampling of chain links and canopy brackets. For fixtures above 15 kg, it is advisable to specify both the proof load test and a dedicated chain link pull test as separate line items in your inspection checklist. Inspectors should also verify that the canopy is rated for the total fixture weight, as some factories use the same canopy design across multiple weight categories.
What should I do if the inspection report shows critical defects?
Do not authorise shipment under any circumstances. Issue a formal hold on the lot, require the factory to identify the root cause and submit a corrective action report, and schedule a follow-up inspection after rework is complete. If the factory disputes the inspection findings, request that the inspector return to verify the specific failing units. The cost of a re-inspection is a fraction of the cost of a recall, return freight, or liability claim. Document every step of the corrective action process in writing.
If you import chandeliers or ceiling lights from China and want to ensure your next shipment passes earth continuity, load-bearing, and certification requirements before goods leave the factory, TradeAider's pre-shipment inspection service covers the full electrical and mechanical safety test suite for lighting products. Inspectors upload real-time photos and test readings from the factory floor, and you receive the official report within 24 hours of inspection completion — giving you a clear ship or hold decision before your goods are loaded.

Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
