- Über uns

- Unsere Dienstleistungen
- Ihre Branche
- Ressourcen
- Nachrichten & Blog

Pre-shipment inspection in China should be treated as a release-evidence system, not a paperwork ritual. For importers, the central question is whether the finished and mostly packed order can be matched to the PO, approved sample, defect rules, labels, carton marks, compliance files, and a clear ship-or-hold decision.
Commercial PSI is normally commissioned by the buyer, while some government or destination-country PSI programs sit under a different legal framework. The WTO Agreement on Preshipment Inspection applies to PSI activities carried out on the territory of members when those activities are contracted or mandated by governments, which is not the same thing as a buyer hiring an inspector to verify a private order.
The distinction matters because the buyer still owns the commercial release decision. Trade.gov explains that the WTO PSI agreement is designed around fair and understandable procedures and time schedules. For a private importer, fairness is not enough; the report must also answer whether the packed goods match the contract and whether the buyer should release payment.
A strong PSI plan therefore connects four worlds: supplier production reality, buyer specifications, destination compliance, and inspection evidence. If one world is missing, the report may look complete but still leave the importer exposed.
- Do not confuse buyer PSI with customs control: commercial inspection supports your release decision; it does not replace legal compliance or customs obligations.
- Use the right timing: a PSI should happen when production is complete and at least 80% is packed for export, not when only most production is finished.
- Define defects before inspection: the inspector cannot classify a defect consistently if the buyer has not set critical, major, and minor rules.
- Make the report decision-ready: photos, counts, sample references, carton evidence, and defect totals should support release, hold, sort, rework, or reinspection.
When Should Importers Use PSI in China?
Importers should use pre-shipment inspection in China when the order is 100% complete, at least 80% packed for export, and close enough to shipping that the report can support payment release, shipment hold, sorting, rework, or reinspection.
That timing is strict for a reason. If inspection happens too early, the inspector may miss late-stage packing errors, label changes, carton shortages, or defects introduced during final assembly. If it happens too late, the buyer may have no practical leverage before cargo handover or balance payment.
AQL sampling is commonly used for shipment-level acceptance decisions. ISO 2859-1 is the recognized attribute-sampling family behind many AQL inspection plans, and it is useful because it links lot size, inspection level, sample size, and acceptance criteria instead of asking the inspector to choose samples casually.
Inspection-body competence also matters. ISO/IEC 17020 frames requirements for competent and consistent inspection bodies. Even when a buyer is not demanding formal accreditation, the idea is practical: the report should be impartial, traceable, repeatable, and based on a defined inspection scope.
Commercial PSI, Statutory Inspection, and Product Compliance Are Different
Importers get better results when each requirement is assigned to the right evidence owner.
| Area | Who Usually Drives It | What It Proves | Importer Risk if Confused |
|---|---|---|---|
| Commercial PSI | Buyer or importer | Shipment matches PO, sample, AQL, labels, packing, and defect rules | Buyer releases a bad lot or holds a good lot for the wrong reason |
| Statutory inspection | Government or customs authority | Specific regulated goods meet mandatory inspection or quarantine rules | Buyer assumes a private report replaces a required official procedure |
| Product compliance | Importer, brand, lab, supplier | Product meets safety, labeling, chemical, electrical, or market rules | Shipment passes appearance inspection but fails market access |
| AQL sampling | Buyer and inspection provider | Sample-based estimate of lot quality against defined defect classes | Sample is taken, but acceptance rule is unclear |
| Inspection body competence | Inspection provider | Report is impartial, consistent, and based on a clear method | Photos and findings cannot support a dispute or release decision |
| Customs documents | Exporter, importer, broker | Commercial invoice, packing list, declaration, origin, and product records align | Clearance delay from document mismatch |
The table also prevents a common overclaim. UNCTAD notes on WTO Trade Facilitation Agreement Article 10.5 explain that members shall not require PSI for tariff classification and customs valuation. That does not mean every pre-shipment inspection is irrelevant; it means importers must separate commercial quality control from customs valuation rules.
China has its own commodity inspection framework. An English translation of the Import and Export Commodity Inspection Law describes inspection of commodities listed for official inspection and other commodities subject to laws or regulations. A private PSI report should not be written as if it replaces statutory inspection where that is legally required.
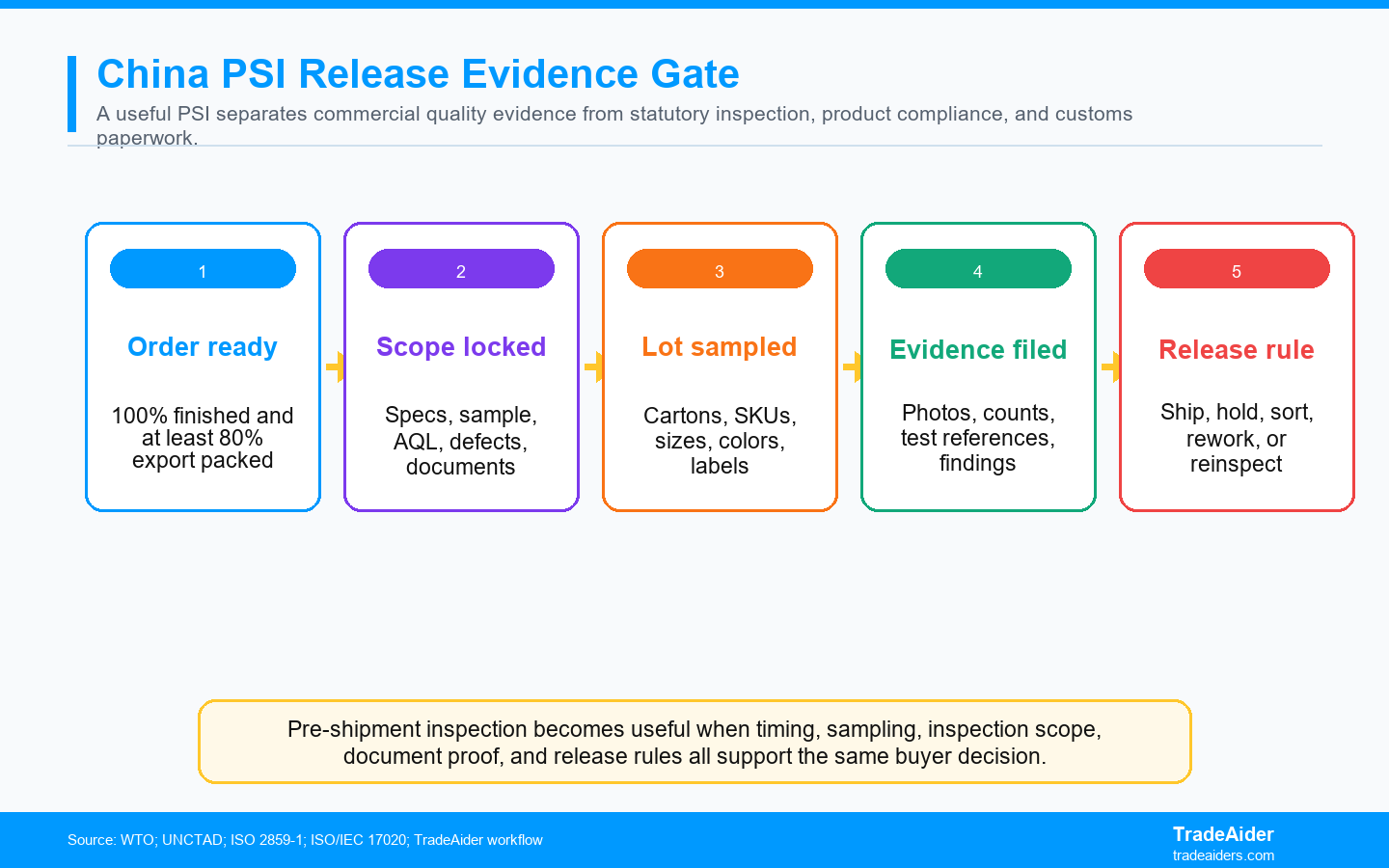
Pre-shipment inspection becomes useful when timing, sampling, inspection scope, document proof, and release rules all support the same buyer decision.
The PSI Scope Must Start From the Buyer Contract
A PSI report is only useful if it checks the shipment against the buyer's real requirements, not a generic factory checklist.
The approved sample should control the visual standard
Most supplier disputes begin with an unclear reference point. The factory says the goods are acceptable because they match its normal production, while the importer judges against a sample, retail photo, or marketplace listing. A PSI instruction should name the approved sample version, photo set, material, color, packaging artwork, and any allowed tolerance.
If the approved sample is not available on inspection day, the report should say so clearly. The inspector can still check workmanship and packaging, but the buyer should treat the missing reference as a release risk because appearance, color, trims, dimensions, and accessories may drift from the approved product.
Critical, major, and minor defects need buyer-specific rules
A defect classification table should be written before inspection, especially for products where cosmetic tolerance depends on price point and sales channel. A scratch hidden on the underside of an industrial part may be minor; the same visible scratch on a gift item may be major. The inspector needs that commercial context to report decisions that match buyer risk.
A good defect rule also explains consequences. Critical defects normally trigger hold or full review, major defects may fail the lot if they exceed the acceptance number, and minor defects may require sorting or supplier correction when they are repeated. Without this rule, a report becomes a photo album rather than a decision tool.
Timing and Packing Status Decide Whether PSI Can Find Shipment Risk
The correct PSI window is after completion and before shipment, with enough packed goods to test real export conditions.
The 80% threshold refers to export packing, not production progress
For TradeAider's PSI definition, the order should be 100% produced and at least 80% packed for export. That distinction is important. A factory may say production is 80% done, but the final 20% could include the colorway, size run, carton marks, labels, or accessories that create the real shipment problem.
Inspecting once most cartons are packed lets the inspector sample actual export cartons, verify carton quantities, compare inner and outer marks, and confirm whether the packing method matches the purchase order. It also gives the buyer a last practical opportunity to stop payment release or container booking if repeated defects appear.
Sampling should match SKU and carton structure
The inspector should not sample only the easiest cartons near the door. If the order contains multiple SKUs, colors, sizes, or production dates, the sampling plan should spread across those groups. The buyer should also identify any high-risk subgroup, such as a new material, new mold, new artwork, or urgent replacement lot.
When the lot structure is complex, a single overall defect count may hide a concentrated problem. For example, a 2% defect rate across a full order may look acceptable, but if every defect comes from one colorway, the buyer should consider holding that colorway instead of releasing the whole shipment blindly.
A Decision-Ready PSI Report Needs More Than Pass or Fail
The strongest PSI reports show what was checked, where it was found, how often it occurred, and what release decision the evidence supports.
Photos should prove identity and severity
Useful photos do more than show defects. They connect the product to the carton, SKU, label, barcode, size, color, production lot, and approved sample. When a buyer later negotiates rework or a discount, those identity photos are often as important as the close-up defect image.
Severity photos should include scale and context where possible. A measurement photo, packaging-layout photo, label close-up, master carton photo, and sample comparison photo help the buyer decide whether a defect is cosmetic, functional, compliance-related, or a mismatch against the order file.
The report should leave a release pathway
A buyer should not finish reading the report and still wonder what to do. The findings should support one of five pathways: release, hold, sort, rework, or reinspect. The report does not replace the buyer's commercial decision, but it should make the options clear enough for procurement, quality, logistics, and finance to align.
The release pathway is especially important when the factory pushes for balance payment. A decision-ready report lets the buyer connect payment release to specific evidence, such as acceptable AQL results, corrected packing, confirmed quantity, or a supplier commitment to rework failed cartons before reinspection.
Where TradeAider Fits in Pre-Shipment Inspection
TradeAider helps importers turn finished-goods inspection into release evidence for the exact order, not a generic quality memo.
TradeAider can support buyers through Pre-Shipment Inspection when the order is finished and at least 80% packed. The inspection can verify workmanship, quantity, packaging, labeling, carton marks, functional checks, and buyer-defined defect classes before release.
If the order is still changing, During Production Inspection may be more useful than waiting for PSI. If the supplier, material, sample, or factory readiness is uncertain, Pre-Production Inspection can reduce risk before mass production starts.
TradeAider can also help buyers align inspection scope with inspection standard guidance and AQL logic before the inspector visits the factory. The point is not to create more paperwork; it is to make the report strong enough to support a release, hold, sort, rework, or reinspection decision.
SPAR Scenario: The Shipment Was Packed, but the Report Changed the Release Decision
The buyer avoided releasing a mixed carton problem by requiring lot identity evidence instead of only defect photos.
Situation: A US importer orders 18,000 kitchen accessories from a factory in Zhejiang, with three colors and retail cartons already packed for export.
Problem: The first inspection photos show acceptable workmanship, but carton sampling finds two carton-mark versions and a barcode mismatch on the blue SKU.
Action: The buyer asks TradeAider to isolate the affected carton group, verify barcode scans, photograph the outer marks, and recheck quantities against the PO.
Result: The buyer releases the clean SKUs, holds about one third of the shipment for relabeling, accepts one extra factory day, and prevents the wrong barcode from reaching the warehouse.
PSI Checklist for Importers Before Balance Payment
Use this checklist before approving shipment or releasing the final payment.
- Confirm production is 100% complete and at least 80% export packed.
- Lock the PO, specification, approved sample, defect rules, and AQL level.
- Sample across cartons, SKUs, colors, sizes, and production dates.
- Verify workmanship, function, quantity, packaging, labels, and carton marks.
- Check documents that the inspector can reasonably see at the factory.
- Require a release pathway: ship, hold, sort, rework, or reinspect.
A good PSI plan is short but specific. If the buyer cannot name the release rule before inspection, the report will probably become a negotiation document rather than a decision document.
If your order is finished, mostly packed, and close to shipment, send TradeAider the PO, approved sample file, packing status, defect concerns, AQL level, and destination market. The next step is to schedule a pre-shipment inspection before release.
Frequently Asked Questions
Is pre-shipment inspection mandatory in China?
Commercial PSI is usually a buyer decision, while statutory inspection depends on product category and applicable law. Importers should not assume a private PSI report replaces official inspection or destination-market compliance.
What is checked during PSI in China?
A PSI usually checks workmanship, quantity, product identity, measurements, function, packaging, labels, carton marks, and buyer-defined defects against the PO, approved sample, and inspection scope.
Can PSI replace product testing?
No. PSI can verify shipment condition and identity, but lab testing is needed for many chemical, electrical, safety, or regulatory claims that cannot be proven visually at the factory.
How long does a PSI take?
Many standard inspections can be completed in one man-day, but timing depends on lot size, SKU complexity, location, testing needs, and whether defects require sorting or reinspection.
What happens if PSI fails?
The buyer should decide whether to hold shipment, request rework, sort affected cartons, negotiate a remedy, or reinspect. The best decision depends on defect severity, concentration, and delivery pressure.
Verwandte Artikel

Erweitern Sie Ihr Unternehmen mit TradeAider Service
Klicken Sie auf die Schaltfläche unten, um direkt in das TradeAider Service System zu gelangen. Die einfachen Schritte von der Buchung und Zahlung bis zum Erhalt der Berichte sind leicht zu bedienen.
