- Acerca de Nosotros

- Nuestros Servicios
- Su Industria
- Recursos
- Noticias y Blog
A-grade, B-grade, and C-grade factory ratings are buyer-created shorthand for supplier capability, not official Chinese certification levels. A useful grade should describe evidence: management system maturity, production control, defect history, responsiveness, compliance readiness, and the factory's ability to protect the current order.
Importers often ask whether they should choose an A-grade, B-grade, or C-grade Chinese factory. The phrase sounds objective, but the market rarely uses it with one standard definition. One sourcing agent may call a factory A-grade because it has a large building and export customers. Another may call a smaller factory B-grade because it has fewer machines but stronger line discipline for a specific product.
The useful question is not "What grade does the supplier call itself?" The useful question is "What evidence proves this supplier can protect my product, quantity, timeline, compliance obligations, and defect tolerance on this order?" A factory grade should summarize evidence, not replace it.
For selection work, the grade is only a decision label at the end of the evaluation. The evaluation itself should look at capability evidence, process evidence, and order evidence. A polished showroom can hide weak production control; a modest workshop can be a strong choice for a simple custom product if it has stable people, honest capacity, and clear inspection cooperation.
Key Takeaways
- Definition: A/B/C factory grades are buyer shorthand, not formal certification grades.
- Evidence: Grade suppliers by audit findings, production records, sample control, inspection results, and corrective-action behavior.
- Decision: An A-grade factory can still be wrong for a small custom order if the line receives low priority.
- Risk: A C-grade supplier may look cheap because hidden quality cost has not appeared yet.
- Timing: PSI should happen when 100% of the order quantity is completed and at least 80% is packed for export.
Factory Grades Are Labels Until Evidence Gives Them Meaning
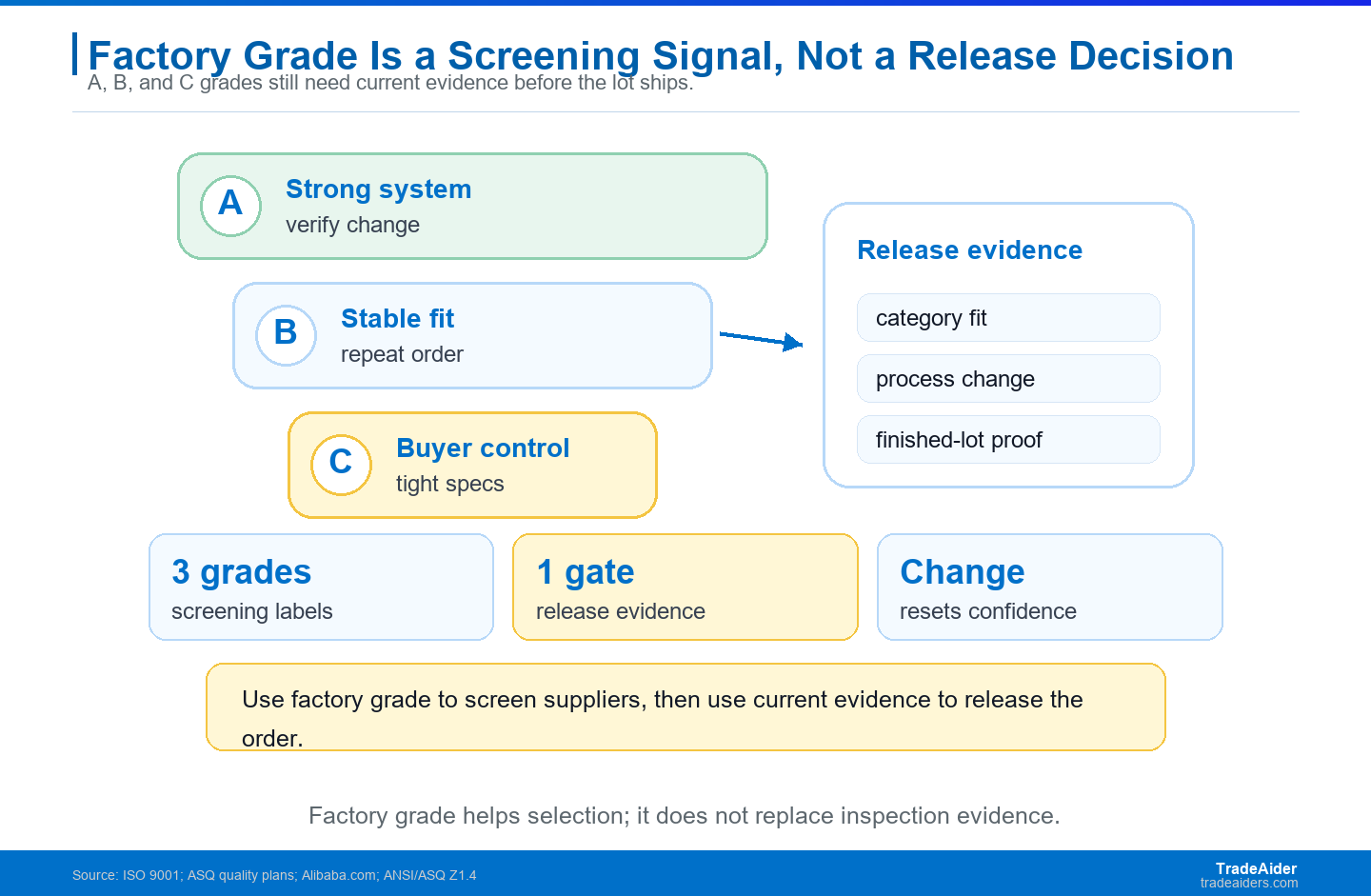
A factory grade should tell the buyer how much control the supplier can prove, not how impressive the supplier sounds. The strongest grade is the one supported by current, order-relevant evidence.
According to ISO's overview of ISO 9001, the standard is built around quality management principles such as customer focus, leadership, process approach, improvement, evidence-based decision making, and relationship management. Those principles are useful for supplier selection because they remind buyers to ask for process evidence instead of relying on sales language.
A factory certificate alone does not prove that the current production line, workers, subcontractors, materials, and packing team will control your order. It is still valuable, but it should be treated as one evidence item. The buyer also needs recent inspection reports, production photos, equipment list, line capacity, incoming-material control, worker training, calibration records, sample approval discipline, and defect-response history.
The mechanism behind many supplier-selection mistakes is timing asymmetry. Before purchase order placement, the factory's sales team controls the story. After shipment, the buyer receives the consequences. A practical grading process reduces that asymmetry by forcing supplier claims to meet verifiable evidence before deposit, during production, and before final shipment release.
A-grade factories prove repeatability, not just scale
An A-grade factory should be able to prove repeatability across orders. The evidence is usually visible in documented procedures, stable production planning, incoming-quality control, traceable materials, line inspection, equipment maintenance, calibrated gauges, trained supervisors, and corrective-action records. Large export customers can be a useful signal, but they are not enough. The buyer should ask whether the factory can assign the right line and attention to this specific order. A factory that is excellent for a million-unit retail program may treat a 3,000-unit custom order as a nuisance unless the buyer controls priorities clearly.
B-grade factories can be strong when the product fits their lane
A B-grade factory often has real manufacturing capability but weaker documentation, less redundancy, or less polished management. That does not automatically make it a bad supplier. For simple products, moderate quantities, or custom work that needs owner attention, a disciplined B-grade factory can outperform a large supplier that delegates the order to a low-priority line. The key is fit. The buyer should check whether the supplier has made similar products recently, whether the same team will produce the order, and whether the factory accepts third-party inspection without resistance. If the product has 3 critical dimensions and the B-grade factory can show recent measurement records for all 3, that evidence matters more than a polished lobby photo.
C-grade factories hide risk behind price and urgency
A C-grade factory is not defined by being small. It is defined by weak control. Warning signs include vague ownership, no reliable production records, changing answers about capacity, unwillingness to show workshops, inconsistent samples, missing material traceability, no written QC plan, poor packing area discipline, or pressure to skip inspection. The low price may be real, but it usually transfers risk to the buyer through higher defect probability, delayed rework, uncertain compliance evidence, and weaker leverage after balance payment. According to ASQ's cost of quality overview, quality cost includes prevention, appraisal, and failure costs; a factory that is 5% cheaper can still be more expensive if defects move into external failure after shipment.
A-Grade vs B-Grade vs C-Grade Factory Comparison
The grade should change the buyer's control plan. A-grade suppliers still need order evidence, B-grade suppliers need tighter checkpoints, and C-grade suppliers should be avoided unless the buyer can tolerate and control the added risk.
The comparison below treats supplier grade as a working decision label. The exact category should be assigned only after review of audit evidence, product fit, inspection history, and current order conditions.
| Factory Grade | Typical Evidence | Best Use Case | Hidden Risk | Buyer Control Rule |
|---|---|---|---|---|
| A-grade | Stable systems, export history, records, line control | Complex products, regulated categories, high repeat orders | Low-priority treatment for small or unusual orders | Confirm line assignment and current-lot inspection |
| B-grade | Real capability, uneven documentation, owner involvement | Moderate complexity, custom work, focused production | Process gaps appear when volume rises | Add DPI, PSI, and written corrective actions |
| C-grade | Weak records, inconsistent samples, limited transparency | Only very simple, low-risk, price-sensitive orders | Defects, substitution, delays, poor rework leverage | Avoid or use strict deposit, audit, and inspection gates |
The comparison shows why a grade is not a moral judgment about the supplier. It is a control plan. A supplier with more evidence earns a lighter monitoring burden; a supplier with less evidence requires tighter checkpoints or should be rejected. The buyer's mistake is treating grade as a shortcut when it should be a summary of the evidence already collected. If a 6000 unit order carries a plausible 2 percent major-defect pattern, the grade decision is really about protecting 120 units before they become customer complaints, rework claims, or write-offs. In 2026 sourcing work, even a 3 day delay for evidence review can be cheaper than accepting an unclear grade and discovering the defect pattern after shipment. The buyer also preserves the 4 weeks usually needed for rework, reinspection, and shipping-plan adjustment; once goods leave the factory, the same fix may consume 8 days just in destination handling.
How to Rate Suppliers With Evidence
A reliable supplier rating has three evidence layers: capability evidence before deposit, process evidence during production, and order evidence before shipment. Missing one layer leaves the buyer guessing at the exact moment risk becomes expensive.
Capability evidence answers whether the factory can make the product in principle. Process evidence answers whether the factory is controlling production now. Order evidence answers whether the finished lot is safe to release. A buyer who only checks capability may choose a supplier that looks good but fails the current order; a buyer who only checks final goods may discover problems too late to negotiate smoothly.
According to ISO 2859-1, sampling procedures for inspection by attributes are used for lot-by-lot inspection. According to ASQ, ANSI/ASQ Z1.4 also provides sampling procedures for inspection by attributes. These standards do not select the factory for you, but they give buyers a disciplined way to check finished goods instead of relying on supplier self-certification.
The supplier rating should also include commercial behavior. Does the supplier answer technical questions directly? Does it acknowledge defects or deny everything? Does it provide root-cause explanations? Does it protect the buyer's approved sample? Does it allow inspection photos and videos? Those behaviors often predict what will happen when a shipment has a problem.
Capability evidence belongs before deposit
Before deposit, the buyer should confirm business identity, factory location, product scope, equipment, workforce, export experience, sample accuracy, and compliance readiness. For regulated or customer-sensitive products, the buyer should ask for test reports, certificates, materials declarations, and prior inspection examples before pricing negotiations harden. According to CBP origin-marking guidance, imported articles may need proper country-of-origin marking, so supplier capability should include label control when the goods are bound for the U.S. The purpose is to avoid negotiating with a supplier that cannot actually control the category. A lower unit price is not useful if the supplier has to improvise the process after production begins, especially on a 5000 unit first order where relabeling each unit can erase the negotiated savings.
Process evidence belongs during production
During production, the buyer should look for incoming material control, first-article approval, inline defect tracking, worker instructions, packaging preparation, and whether the factory is staying with the approved sample. A during-production inspection is most valuable when new materials, new molds, new packaging, or seasonal labor are involved. It catches drift while there is still time to change the process. Without process evidence, the buyer may not learn about substitution, color drift, accessory shortages, or weak workmanship until the finished goods are packed. A 2 week production run can drift after the first 20% of output if a material batch changes, which is why process evidence belongs before final cartons close.
Order evidence belongs before shipment release
Before shipment release, the buyer needs finished-goods evidence: sample results, defect counts, photos, measurements, function tests, barcode scans, carton labels, packaging checks, and document matching. According to GS1 barcode standards, barcodes support product identification across supply chains, so a supplier rating should include the ability to keep SKU data, retail labels, and carton labels consistent. A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export. This timing lets the inspector sample real finished goods while rework is still practical. A supplier grade that looked strong during sourcing can still fail release if the current lot does not meet the product specification.
Supplier grades are useful only when each grade is tied to evidence and a release rule.
SPAR Scenario: Choosing Between a Polished Factory and a Focused Factory
The best supplier is not always the one with the highest apparent grade. The best supplier is the one whose evidence fits the order's risk profile.
Situation: A U.S. seller needs 6000 units of powder-coated bathroom shelves for a new retail channel. Factory A has a larger showroom, several export certificates, and a higher price. Factory B is smaller, has fewer formal documents, but recently made a similar shelf for another customer and offers direct access to the production supervisor. Factory C is 12% cheaper than Factory B but cannot provide stable sample dimensions.
Problem: Factory A assigns the order to a secondary line because the quantity is small compared with its major accounts. Factory B shows stronger current-product familiarity but weaker document organization. Factory C pushes for quick deposit and refuses a pre-production sample correction. A simple A/B/C label would favor Factory A, but the order evidence is more mixed.
Action: The seller rejects Factory C, asks Factory A for line assignment and production schedule confirmation, and asks Factory B for a corrected golden sample, coating test evidence, packaging mock-up, and acceptance of DPI plus PSI. Factory B responds faster, provides the exact prior-product lessons, and agrees to hold release until packaging rub marks are controlled.
Result: The seller chooses Factory B with tighter inspection gates. The cost is extra coordination and one additional checkpoint, but the benefit is better control over the actual shelf design. The decision is not "B-grade beats A-grade." The decision is that current-order evidence beats a grade label when the label does not prove line priority.
Supplier Rating Action Card
- Define what A, B, and C mean in your own sourcing process before comparing suppliers.
- Request evidence for capability, process control, and current-lot release instead of accepting grade claims.
- Match the supplier to product complexity, compliance risk, quantity, customization, and timeline pressure.
- Use factory audit for capability questions and inspection for order-release questions.
- Reject any supplier grade that cannot be tied to records, samples, photos, tests, or inspection behavior.
Frequently Asked Questions
Is an A-grade Chinese factory always the safest choice?
No. An A-grade factory may be safest for complex or regulated products, but it can still be a poor fit if the order is too small, too customized, or assigned to a weak line. The current order needs evidence, not only the supplier's reputation.
Can a B-grade factory produce good quality?
Yes. A B-grade factory can be a strong choice when the product fits its experience and the buyer adds clear specifications, during-production checks, and PSI. The risk is not the label itself; the risk is unmanaged process gaps.
Should buyers use factory audit or product inspection?
Use both when risk justifies it. A factory audit evaluates supplier capability and control systems. Product inspection evaluates the actual order. The audit helps select the supplier; inspection helps decide whether to release the shipment.
Artículos Relacionados



Haga crecer su negocio con el Servicio TradeAider
Haga clic en el botón de abajo para ingresar directamente al Sistema de Servicios TradeAider. Los pasos simples desde la reserva y el pago hasta recibir los informes son fáciles de operar.
