- Acerca de Nosotros

- Nuestros Servicios
- Su Industria
- Recursos
- Noticias y Blog

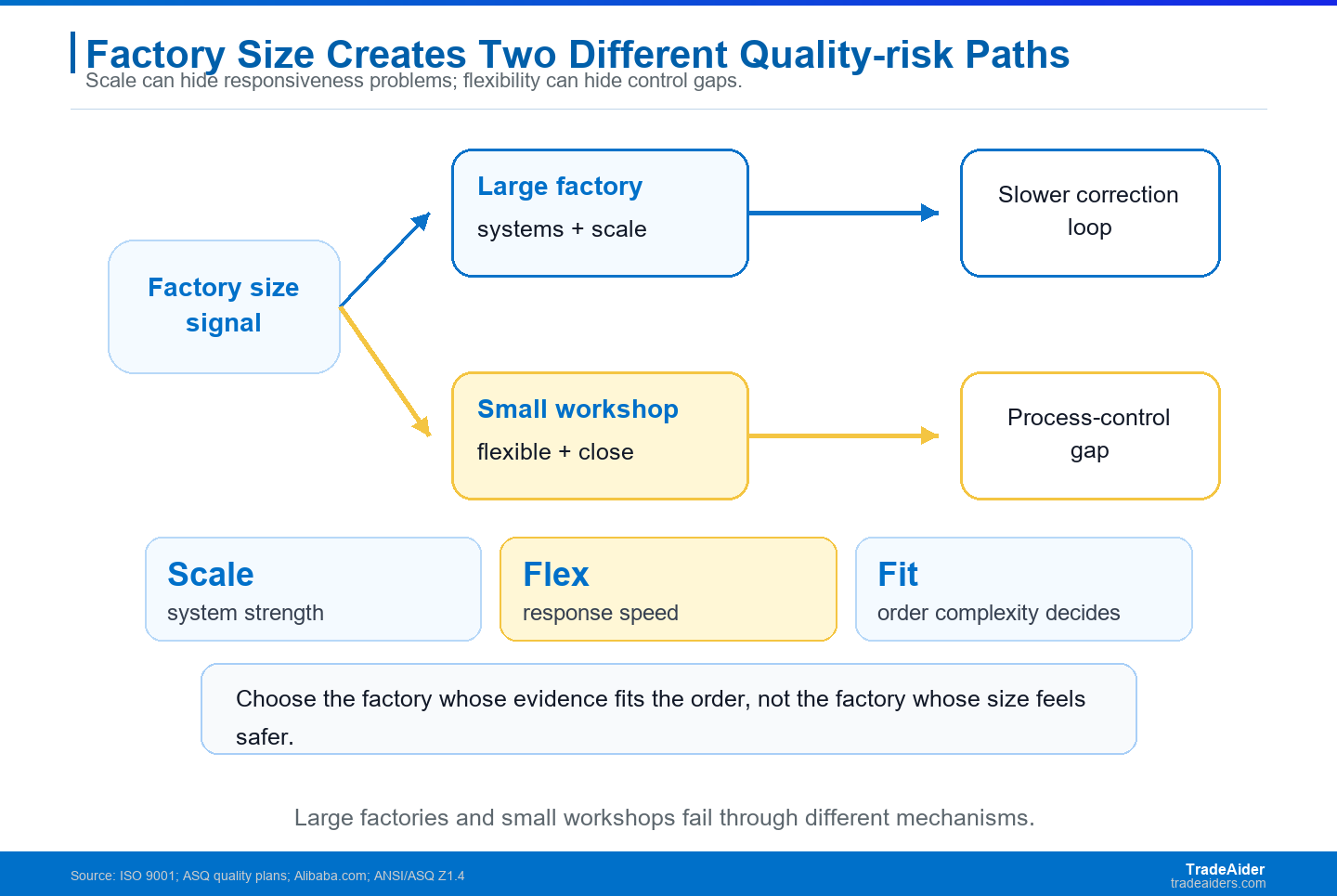
Large factory vs small workshop quality risk is not a simple choice between safe and unsafe suppliers. Large factories usually offer stronger systems and capacity, while small workshops may offer focus and flexibility; each supplier type creates different failure modes that importers must control.
Importers often assume a large factory is automatically safer than a small workshop. That assumption is understandable, but incomplete. Size can bring process systems, equipment, records, compliance experience, and capacity. Size can also create bureaucracy, low-priority treatment for smaller orders, production-line substitutions, and communication distance between the buyer and the people making the product.
Small workshops create the opposite pattern. They may lack formal documentation, redundant equipment, or professional QC systems, but they can give a buyer direct access to the owner, faster custom changes, and tighter attention to a narrow product type. The risk is that the workshop's control depends on people rather than systems. If the key technician is absent or the order volume jumps, quality can drift quickly.
The practical decision is not "large factory good, small workshop bad." The practical decision is whether the supplier's size, systems, people, and inspection cooperation match the product risk. The same importer may choose a large factory for a regulated electronic device and a small specialized workshop for a custom metal accessory, as long as each order has the right evidence gates.
Key Takeaways
- Definition: Factory size changes the quality failure mode; it does not remove quality risk.
- Large factory risk: System strength can be offset by low-priority lines, subcontracting, or mixed-version production.
- Small workshop risk: Flexibility can be offset by weak records, limited redundancy, and person-dependent control.
- Decision: Match supplier size to product complexity, order volume, compliance burden, customization, and inspection access.
- Timing: Run PSI after production reaches 100% completion and export packing reaches at least 80%, while rework is still practical.
Factory Size Changes the Failure Mode
A large factory usually fails through handoff gaps, line priority, or system blind spots. A small workshop usually fails through weak documentation, limited capacity, or person-dependent control. The buyer's control plan should match the failure mode.
According to ISO's ISO 9001 overview, quality management relies on principles such as process approach, evidence-based decision making, improvement, and relationship management. Those principles help explain why size alone is not enough. A large factory may have documented processes but still assign a new buyer's order to a line with weak supervision. A small workshop may lack formal systems but maintain excellent control over a single narrow process because the owner reviews every batch.
The hidden cost of choosing by size alone is mismatched control. Buyers who over-trust large factories may skip line confirmation and discover that their order was produced during overflow. Buyers who over-trust small workshops may skip capacity checks and discover that the supplier outsourced part of the order. In both cases, the failure comes from a gap between the buyer's assumption and the supplier's real operating condition.
A better approach is to decide which failure mode would hurt the order most. If product safety, compliance documentation, and repeatability are critical, the buyer may need a larger factory with auditable systems. If product detail, small-batch customization, and fast engineering feedback are critical, a smaller specialist may be stronger, but only if inspection and documentation are tightened.
Large factories reduce some risks and create handoff risk
Large factories can reduce risk when the product requires stable equipment, formal purchasing control, calibrated testing, certified materials, or consistent repeat production. The failure mode appears when the buyer's order moves through too many hands. Sales promises may not reach engineering. Engineering notes may not reach the line. Line changes may not reach the buyer. Packaging revisions may not reach the carton team. The buyer should therefore confirm the actual production line, supervisor, material batch, packaging version, and inspection window instead of assuming the factory's general system covers every detail.
Small workshops reduce communication distance and create capacity risk
Small workshops can reduce communication distance because the buyer may speak directly with the owner, engineer, or line leader. This helps when the product is custom, visual, handmade, or sensitive to small adjustments. The failure mode is capacity and redundancy. A workshop may depend on one technician, one machine, one material supplier, or one packing team. When order volume rises or a deadline tightens, the supplier may rush, outsource, or simplify checks. The buyer should verify capacity honestly and keep the order size within the workshop's controlled range. If the workshop says it can double output in 2 weeks without adding people, machines, or inspection time, that capacity answer deserves skepticism.
The best supplier size changes by product and stage
The best supplier size can change as a product matures. During development, a small specialist may help the buyer refine details quickly. During scale-up, a larger factory may be needed to stabilize volume, documentation, and repeatability. During peak season, even a strong supplier can become risky if capacity pressure changes line discipline. The buyer should not freeze the supplier decision forever. Supplier fit should be reviewed when quantity, packaging, compliance rules, material, or customer channel changes. A workshop that controlled 2000 units in a pilot run may need new fixtures, packing space, or inspection help before it can control 12000 units in a retail replenishment.
Large Factory vs Small Workshop Comparison
The right comparison is not size versus size. It is control evidence versus product risk. A supplier is suitable when its strengths cover the buyer's most expensive failure points.
The table below compares supplier types by where they tend to be strong, where they tend to fail, and what the buyer should verify before shipment.
| Supplier Type | Typical Strength | Typical Failure Mode | Best Fit | Control Rule |
|---|---|---|---|---|
| Large factory | Systems, capacity, records, equipment | Low priority, handoff gaps, mixed versions | Regulated, complex, repeat-volume products | Confirm line, supervisor, and current-lot evidence |
| Small workshop | Owner attention, flexibility, specialized detail | Weak records, capacity stretch, person dependence | Small custom batches and narrow processes | Limit quantity and require inspection cooperation |
| Trading-company managed workshop | Commercial coordination and sourcing reach | Factory visibility gap and responsibility ambiguity | Simple products when buyer needs sourcing support | Identify actual factory and inspect at production site |
| Overflow or seasonal line | Extra capacity when demand spikes | Training gaps, rushed packing, inconsistent workmanship | Only low-risk replenishment with strong samples | Add DPI and PSI; hold if version control fails |
The comparison points to a different sourcing habit: choose the supplier type first by failure consequence, then by price. If the consequence of a defect is compliance action, customer safety, or high return loss, choose the supplier that can prove system control. If the consequence is mostly cosmetic or customization-related, choose the supplier that can prove close attention and honest capacity.
Factory size changes the quality failure mode; it does not remove the need for evidence.
How to Choose by Product Risk
Product risk should decide the supplier size more than the buyer's personal comfort with big or small factories. The higher the consequence of failure, the more evidence the supplier must produce before deposit and shipment release.
For regulated products, the supplier must manage documents and production consistency. According to the CPSC General Certificate of Conformity guidance, certain non-children's products subject to consumer product safety rules require certification. According to FCC equipment authorization guidance, radiofrequency devices may require authorization before marketing or import. According to CBP origin-marking guidance, imported articles may need proper country-of-origin marking. A supplier that cannot keep documents, labels, and production batches aligned is risky regardless of size.
For non-regulated but customer-visible products, the supplier must control expectation gaps. A home decor item with a premium finish may not require complex compliance files, but color drift, scratches, packaging dents, or wrong hardware can still create returns. For Amazon, TikTok Shop, retail, or DTC channels, presentation defects can damage conversion because the customer judges quality from the first touch.
For replenishment orders, the supplier decision should include stability over time. A small workshop that made the first order beautifully may struggle when the reorder triples. A large factory that passed a first order may still drift if material cost changes or the line is moved. The decision rule is to recheck supplier fit whenever the order changes materially.
Use large factories when failure consequence is high
Large factories are usually more suitable when the product has safety rules, electrical components, strict material requirements, tight tolerances, or large repeat orders. The buyer should still verify that the actual factory line has the necessary controls. A certificate in the office does not prove the line packed the correct manual, used the approved material batch, or scanned the right carton labels. Use the large factory's system strength, but require order-specific evidence from that system. For a 50000 unit seasonal order, line priority and version control can matter more than the supplier's brochure because one wrong packaging version can spread across many cartons before anyone notices.
Use small workshops when attention beats scale
Small workshops can be appropriate when detail, handwork, small-batch flexibility, or fast adjustment matters more than volume. The buyer should keep the order within realistic capacity and avoid forcing the workshop into hidden outsourcing. The inspection checklist should focus on consistency, workmanship, material match, packaging, and whether the same team made the inspected goods. A small workshop can be the right choice, but only when the buyer controls the boundary of the workshop's capability. If a 9% higher unit price buys owner attention and prevents a 2% visible-finish defect pattern, the higher price may be the lower-risk sourcing decision.
Use inspection to test assumptions about both
Inspection tests the buyer's assumptions about either supplier type. According to ASQ's ANSI/ASQ Z1.4 overview, sampling procedures are used for inspection by attributes. According to ISO 2859-1, sampling procedures for inspection by attributes can be applied to lot-by-lot inspection. A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export. The inspection plan should be different for each supplier type: for a large factory, check version control, line handoff, and carton consistency; for a small workshop, check workmanship consistency, capacity strain, and packaging discipline.
SPAR Scenario: A Small Workshop Beats a Large Factory on Fit
Supplier size should be tested against the order's real bottleneck. Sometimes the bottleneck is system control; sometimes it is attention to detail.
Situation: An importer sources 2500 units of brushed-metal desk organizers with a custom finish and two logo positions. A large factory offers a lower unit price if the buyer accepts standard finishing tolerances. A small workshop quotes 9% higher but shows recent samples with the exact finish and allows direct review with the polishing supervisor.
Problem: The product is not safety-regulated, but the selling point is visual consistency. The large factory can make the quantity easily, yet it wants to run the order beside standard items. The small workshop has better finish attention but limited packing space and no formal QC report template.
Action: The importer chooses the small workshop but limits the first order to 2,500 units, freezes a golden sample, requires daily production photos during finishing, and schedules PSI before export packing is complete. The inspection checks finish uniformity, logo position, burrs, retail sleeve rub marks, carton protection, and random assembly fit.
Result: The workshop passes workmanship checks but fails the first packaging check because sleeves rub during carton vibration. The importer delays shipment by 36 hours to add interleaving paper and stronger inner cartons. The trade-off is a short delay and slightly higher packing cost, but the buyer protects the finish that justified choosing the small workshop in the first place.
Factory Size Decision Card
- List the most expensive failure consequence before comparing factory size.
- Choose large factories for system-heavy products only after confirming actual line priority.
- Choose small workshops for detail-heavy products only after confirming honest capacity.
- Ask who will make the order, where it will be made, and what happens if capacity changes.
- Use inspection results to update supplier fit before scaling the next order.
Frequently Asked Questions
Are large factories in China always better quality?
No. Large factories often have stronger systems, but quality still depends on the assigned line, material control, supervision, and order priority. A large factory can fail a small custom order if the order does not receive the right attention.
Are small workshops too risky for importers?
Not always. Small workshops can be suitable for simple, custom, or detail-sensitive products when the buyer verifies capacity and uses inspection. The risk rises when the workshop hides outsourcing, rushes volume, or lacks packaging discipline.
Should an importer audit or inspect a supplier?
Use audit to understand supplier capability and inspection to decide whether the current lot should ship. For higher-risk orders, the two checks answer different questions and should be used together.
Artículos Relacionados



Haga crecer su negocio con el Servicio TradeAider
Haga clic en el botón de abajo para ingresar directamente al Sistema de Servicios TradeAider. Los pasos simples desde la reserva y el pago hasta recibir los informes son fáciles de operar.
