- Acerca de Nosotros

- Nuestros Servicios
- Su Industria
- Recursos
- Noticias y Blog

A smoke detector that passes a visual check and sounds when you press the test button appears functional. It can still fail to protect anyone. The test button activates the alarm circuit directly — it does not pass smoke through the optical chamber or ionization cell, and it does not confirm that the detector's sensitivity is within the range required by UL 217 (North American market) or EN 14604 (European market). A unit that triggers the alarm at 3× the specified obscuration level is not a compliant detector. It may never alarm in an actual smoldering fire event until conditions are well beyond survivable.
For importers and brands sourcing smoke detectors from Chinese manufacturers, the gap between a visual inspection result and actual product safety is significant — and the legal, regulatory, and reputational consequences of a field failure are categorically higher than for almost any other consumer product category. This guide explains what a technically sound factory inspection of smoke detectors must verify: the calibration parameters that determine whether a unit actually detects fire at the right threshold, the low battery alarm checks that confirm compliance with warning lead-time requirements, and the additional QC elements that distinguish a compliant product from one that merely looks compliant.
Key Takeaways
- Pressing the test button confirms the alarm circuit and sounder work — it does not verify smoke detection sensitivity. Sensitivity verification requires introducing a controlled amount of aerosol or smoke into the detection chamber and measuring the obscuration level at which the detector triggers.
- UL 217 (9th/10th edition) and EN 14604 require detectors to respond to both smoldering and flaming fires while not triggering nuisance alarms from cooking smoke — a dual performance requirement that standard functional testing cannot confirm at the factory level without calibrated test equipment.
- Low battery alarm compliance under EN 14604 requires the warning signal to activate at least 30 days before complete battery failure — a requirement that demands battery drain testing under controlled conditions, not a simple battery voltage check.
Understanding the Two Main Smoke Detection Technologies
Photoelectric vs. Ionization: What Each Technology Measures
Most smoke detectors exported from China to Western markets use one of two detection principles, and the inspection protocol for each differs at the component level. Understanding the technology is a prerequisite for specifying the right QC checks.
Photoelectric detectors work by projecting a light beam inside a detection chamber. In clean air, the beam does not reach the photosensor. When smoke particles enter the chamber, they scatter the light — redirecting a portion of it toward the sensor and triggering the alarm circuit. Photoelectric technology is more sensitive to large-particle, slow-smoldering fires and is generally preferred for residential applications because these fires produce visible smoke well before flaming ignition. The critical factory QC parameter for photoelectric detectors is the sensitivity of the optical path: how much light scatter at what particle density triggers the alarm threshold.
Ionization detectors use a small radioactive source (typically Americium-241) to ionize air between two electrodes, creating a low current. Smoke particles entering the chamber disrupt this current, triggering the alarm. Ionization technology responds faster to small-particle, fast-flaming fires. Modern multi-criteria detectors combine both principles with algorithmic processing to reduce nuisance alarms while maintaining sensitivity to both fire types — a design direction driven by the 2018–2024 revisions to UL 217 and UL 268 that introduced specific flaming and smoldering polyurethane foam tests alongside cooking nuisance alarm limits.
Why Standard Compliance Testing Cannot Be Replicated at Factory Level
Full type-approval testing under UL 217 requires 28 assembled specimens, each tested in a certified smoke tunnel under controlled atmospheric conditions, including a smoldering polyurethane foam fire test, a flaming polyurethane foam fire test, and a cooking nuisance smoke test using specific smoke profiles. This level of testing is performed once — at type approval — to certify the design and production specification. It cannot and is not expected to be replicated for every production unit.
What factory-level QC inspection must confirm is that each unit's optical sensitivity, electronic calibration, and alarm circuitry match the specification established during type approval. Deviation from those parameters — caused by component substitution, optical chamber contamination during assembly, LED or photodetector performance variance, or firmware changes — means the unit may not perform as certified even though it carries the type-approval marking.
Sensitivity Calibration: What the Factory QC Check Must Confirm
The Calibrated Aerosol Test
Factory-level sensitivity verification for photoelectric smoke detectors uses a calibrated aerosol test instrument — a device that introduces a controlled concentration of aerosol into the detection chamber and measures the obscuration level at which the unit triggers. The result is compared against the manufacturer's specified sensitivity range, which is established during type approval to meet the thresholds defined by the applicable standard.
For photoelectric detectors, the sensitivity range specifies both a minimum threshold (the detector must alarm at or before a defined obscuration level, ensuring it responds to actual fire conditions in time) and a maximum threshold (the detector must not alarm below a defined obscuration level, controlling nuisance alarms). A unit that is too sensitive will generate false alarms in everyday conditions — cooking, steam, dust — causing occupants to disable the device. A unit that is not sensitive enough will fail to alarm during a smoldering fire until dangerous conditions are already established.
Manufacturers typically provide a sensitivity range expressed as a percentage of obscuration per meter (%/m) or as a measurement index value (MIC). The Analog Devices specification for detectors designed to UL 217 and EN 14604 standards, for example, defines specific obscuration thresholds that sensors must not exceed before triggering and must meet before reaching higher obscuration levels. The factory QC check confirms each unit falls within this range using calibrated test equipment — not a simple button press.
Optical Chamber Contamination: The Hidden Sensitivity Defect
The most common sensitivity defect found in smoke detector production is optical chamber contamination: dust, plastic shavings, mold release agents, or assembly grease in the detection chamber that alters the background scatter level seen by the photosensor. Even a small amount of contamination shifts the baseline optical reading, causing the detector to either alarm at lower-than-specified obscuration (oversensitivity, producing nuisance alarms) or to compensate electronically by raising the threshold (undersensitivity, risking delayed detection).
Factory QC inspection should include a visual examination of the detection chamber using illuminated magnification before the sensitivity check, and the sensitivity check result for each unit should be logged against the production batch. Units outside the specified range should be flagged for root cause investigation — a cluster of out-of-range units indicates a systemic production issue, not a random defect, and requires corrective action at the assembly level rather than unit-by-unit sorting.
Component Substitution: The Risk That Sensitivity Testing Catches
Quality fade in smoke detector manufacturing most commonly manifests as component substitution: replacing the specified LED emitter or photodetector with a cheaper alternative that nominally functions but has different optical characteristics than the approved component. A substituted LED with lower luminous intensity requires a higher particle density to produce detectable scatter — effectively reducing the detector's sensitivity to slow-smoldering fires without any visible indication in the finished product.
Sensitivity calibration testing at the unit level catches this substitution indirectly: if units consistently test at the edge of or outside the specified sensitivity range across a production run, and the design and firmware are unchanged, the likely cause is component variance or substitution. Cross-referencing batch sensitivity data against the bill of materials and production records is the investigative step that confirms whether the root cause is component-level. A during production inspection that includes BOM verification against approved specifications prevents this substitution from reaching the finished goods stage.
Low Battery Alarm Checks: Beyond the Voltage Reading
What Low Battery Compliance Actually Requires
The low battery alarm requirement in EN 14604 mandates that a smoke detector emit a warning signal at least 30 days before the battery reaches a level that prevents the alarm from functioning. The intention is to give occupants a meaningful window to replace the battery before the device becomes non-operational. This is a performance requirement defined in time, not voltage — a battery voltage reading at a single point in time does not confirm compliance.
The only way to verify this requirement at the factory level is accelerated battery drain testing: operating the unit at the specified quiescent current drain until the battery voltage drops to the level at which the low battery signal activates, then continuing until the unit's alarm output can no longer be triggered, and measuring the elapsed time between the two events. For a production QC check, this cannot be performed on every unit — it is destructive of the battery and time-consuming. The appropriate approach is AQL-based sampling of low battery alarm performance on each production batch, using the specified battery type and at defined temperature conditions.
Smoke detector ICs designed for this application implement low battery detection by periodically checking battery voltage during the quiescent sleep cycle — commonly every few hours — and activating the warning chirp sequence when voltage drops below a defined threshold. Factory QC should verify that the threshold voltage is programmed correctly per specification and that the chirp sequence activates appropriately in the drained-battery simulation.
Battery Type Verification and End-of-Life Signaling
| Battery Parameter | Factory QC Check | Common Failure Mode |
|---|---|---|
| Battery type matches specification | BOM verification; label confirmation | Substitution with lower-capacity cell that reduces low-battery warning lead time |
| Low battery chirp activates at correct voltage threshold | Firmware parameter check + drained battery functional test on sample | Threshold programmed incorrectly; chirp activates too late to meet 30-day requirement |
| Chirp frequency and pattern comply with standard | Audio output check at drained battery voltage | Chirp too quiet at low voltage to be audible; pattern doesn't match standard requirement |
| Battery contacts and polarity protection | Physical inspection + reverse-polarity test | Inadequate reverse-polarity protection; unit draws excessive current when battery is reversed |
| 10-year sealed battery (where applicable) | End-of-life signal verification; tamper-evidence check | End-of-life signal not implemented correctly; battery can be removed defeating sealed design |
The Complete Factory Inspection Protocol for Smoke Detectors
Pre-Shipment Checks Specific to Smoke Detectors
A technically complete pre-shipment inspection for smoke detectors goes beyond the standard visual and functional checks applied to general consumer products. The following is the minimum protocol for an importer shipping to US or EU markets where UL 217 or EN 14604 compliance is required:
Certification marking verification: Confirm that the UL listing mark (for US market) or CE marking with EN 14604 Declaration of Performance (for EU market) is correctly applied to each unit and matches the certified model specification. Confirm the manufacturer name, model number, and date of manufacture code are present per standard requirements. Marking errors or use of a certification mark from a different model's type-approval are a serious compliance red flag that require immediate escalation.
Sensitivity range verification (sample-based): Using the manufacturer's specified calibrated aerosol test instrument, verify that sampled units trigger within the specified sensitivity range. The sample size should be at AQL GIII minimum for this check given the safety-critical nature of the product. Out-of-range units are a batch-level rejection criterion, not individual unit sorting.
Alarm sound output measurement: EN 14604 and UL 217 both specify minimum alarm sound output levels — EN 14604 requires at least 85 dB measured at 3 metres. Sound output should be measured using a calibrated sound level meter on a sample of units, at both fresh battery voltage and at the specified minimum operating voltage. Sound output below specification at low battery voltage indicates a sounder design that does not maintain compliance through the product's operational battery life.
Test button functional verification: Every unit should activate the alarm circuit when the test button is pressed and silence within the specified period after release. This confirms the alarm circuit, sounder, and basic firmware logic are operational — the baseline check that is necessary but not sufficient for safety compliance.
Hush / silence function (where fitted): Units with a temporary alarm-suppression function should suppress the alarm for the specified period (typically 8–10 minutes) and then automatically return to full sensitivity. Verify that the hush function does not permanently disable sensitivity or require power cycling to restore.
Packaging and labeling completeness: Confirm that installation instructions, warning labels, and certification documentation are present and in the correct language for the target market. Missing or incorrect installation instructions are an EN 14604 non-conformance and a potential import barrier.
The Role of During-Production Inspection in Smoke Detector QC
For safety-critical life-safety products like smoke detectors, waiting until the pre-shipment inspection to catch quality issues is too late — not only for commercial reasons (defect correction after packaging is expensive) but because sensitivity defects caused by optical chamber contamination or component substitution need to be traced to their source in the production process, not sorted at the end. A during production inspection that includes BOM verification against the approved component list, visual inspection of assembled detection chambers before housing closure, and firmware version confirmation against the approved specification provides a production-stage quality gate that significantly reduces the defect population reaching pre-shipment inspection.
TradeAider's real-time inspection reporting system means that if a DPI inspector identifies a component substitution or out-of-specification sensitivity reading during production, the buyer receives the alert during the inspection — not in a report three days later when the production run is complete and corrective action options are limited. This is particularly valuable for smoke detectors because a systematic production defect — a bad batch of LEDs, a calibration offset in the firmware — can affect an entire production run that would otherwise pass visual pre-shipment checks entirely.
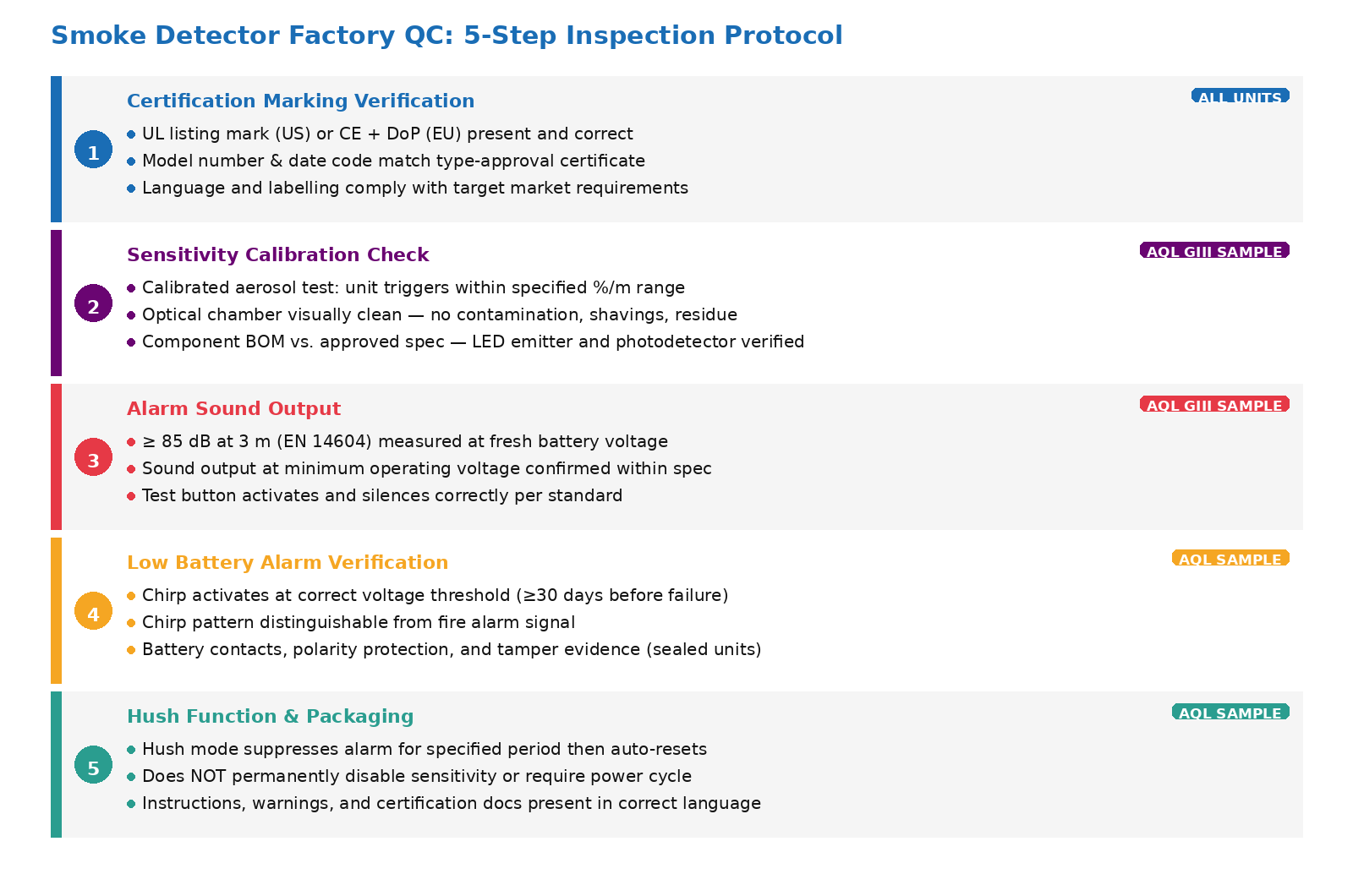 A complete smoke detector pre-shipment inspection covers five distinct verification areas — each requiring different test equipment and sampling strategies.
A complete smoke detector pre-shipment inspection covers five distinct verification areas — each requiring different test equipment and sampling strategies.
Market Compliance: UL 217 vs EN 14604
Key Differences That Affect Your Inspection Checklist
Smoke detectors certified under UL 217 for the North American market and EN 14604 for the European market are not interchangeable, and the inspection protocol differs based on the target market. The most operationally significant differences for factory inspection are:
UL 217 (9th/10th edition) introduced new flaming and smoldering polyurethane foam fire tests and a cooking nuisance alarm test, raising the bar for dual-mode detection performance significantly compared to earlier editions. Products manufactured to 8th edition or earlier UL 217 standards generally cannot meet 10th edition requirements without design changes. Importers should verify that the type-approval certification on file is for the current applicable edition, not a superseded standard.
EN 14604 mandates CE marking under the EU Construction Products Regulation and requires a Declaration of Performance (DoP) referencing the specific EN 14604 tests passed. A factory attaching CE marking to smoke detectors without a valid DoP backed by third-party certification is non-compliant regardless of whether the product physically meets the standard's performance requirements. Importers sourcing from Chinese factories for EU markets should obtain and review the current type-approval certificate and DoP before production begins — and verify the marking on finished goods against those documents during inspection.
For buyers needing formal product testing and certification support, TradeAider's product testing services can coordinate compliance verification across both UL and EN standards alongside the inspection workflow.
Frequently Asked Questions
Does pressing the test button confirm a smoke detector will detect actual fire smoke?
No. The test button bypasses the smoke detection circuit and directly activates the alarm sounder. It confirms the sounder, alarm circuitry, and battery connections are functioning — it does not verify that the detection chamber's optical sensitivity is within the calibrated range required by UL 217 or EN 14604. Sensitivity verification requires a calibrated aerosol test instrument that introduces a controlled particle concentration into the detection chamber.
What causes smoke detector sensitivity to go out of range in production?
The most common causes are: optical chamber contamination (dust, plastic shavings, or assembly residue in the detection chamber); LED emitter or photodetector component substitution with units of different optical specifications; incorrect firmware calibration parameters; and physical damage to the detection chamber geometry during assembly. Sensitivity testing during and after production is the quality gate that catches all of these — visual inspection alone cannot.
How do I verify a smoke detector's CE marking is legitimate?
A valid CE mark on a smoke detector sold in the EU must be backed by a Declaration of Performance (DoP) referencing EN 14604 test results, a notified body certificate number, and the manufacturer's contact information. Request the current DoP and type-approval certificate from the factory before production. During inspection, verify that the model number, production date, and specification on the unit match the certified design. If the factory cannot provide these documents, the CE marking on the finished goods cannot be treated as compliant.
What is the minimum battery low-warning lead time required by EN 14604?
EN 14604 requires the low battery warning signal to activate at least 30 days before the battery drops to a level that prevents the alarm from sounding. This is verified through battery drain testing under controlled conditions, not by a single voltage measurement. The warning chirp must also be audibly distinguishable from the fire alarm signal. Factory QC should sample-test this function on each production batch using a depleted battery simulation.
Conclusion
Smoke detectors sit at the intersection of life safety and high-volume consumer goods manufacturing — a combination that creates specific quality risks that generic inspection protocols are not designed to catch. A functional test that confirms the alarm sounds does not confirm the product will detect a smoldering fire within the timeframe required by the applicable standard. Sensitivity calibration and low battery alarm verification require test equipment and protocols that go beyond standard QC, and the consequences of skipping them are categorically different from those of missing a cosmetic defect.
For importers sourcing smoke detectors from China for US or EU markets, the minimum defensible QC approach is: BOM verification during production to catch component substitution, calibrated sensitivity testing on AQL GIII sample during pre-shipment, sound output measurement at minimum operating voltage, and certification document verification before goods leave the factory. TradeAider's pre-shipment inspection service supports fully customised checklists including safety-critical functional tests, with results reported in real-time so that out-of-range findings are actionable before the inspector leaves the factory. Contact TradeAider to build a smoke detector inspection protocol for your specific certification requirements and target market.
Artículos Relacionados



Haga crecer su negocio con el Servicio TradeAider
Haga clic en el botón de abajo para ingresar directamente al Sistema de Servicios TradeAider. Los pasos simples desde la reserva y el pago hasta recibir los informes son fáciles de operar.
