- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
When you order custom-built industrial equipment from a manufacturer in China — a production line, a CNC machining center, a pressure vessel, or a packaging system — you face a problem that every equipment buyer knows too well: the machine looks perfect in the factory photos, but only months later, once it's installed on your floor, do the real defects appear. A Factory Acceptance Test (FAT) is designed to catch those defects before the equipment ever leaves the supplier's facility. But when travel is restricted, costly, or simply not practical, remote video inspection has become the method that brings the FAT to you, wherever you are.
This guide walks through exactly what a FAT covers, which checkpoints carry the highest risk, and how a structured remote video inspection protocol can give you the same verification confidence as being in the factory in person.
Key Takeaways
- A Factory Acceptance Test verifies that custom equipment meets your specifications before it ships — catching defects at the source is dramatically cheaper than correcting them after installation.
- Remote video FAT requires a structured checkpoint protocol and a qualified on-site representative; an unstructured live stream is not an inspection.
- The six critical FAT checkpoint categories — dimensional, functional, safety, documentation, performance, and packing — must all be covered, not just the ones the supplier volunteers.
What Is a Factory Acceptance Test and Why Does It Matter
The Core Purpose of a FAT
A Factory Acceptance Test is a formal verification procedure conducted at the manufacturer's facility before equipment is accepted, paid in full, and shipped. The buyer — or a qualified representative acting on the buyer's behalf — witnesses the equipment being tested against an agreed set of criteria drawn from the purchase order, technical specifications, drawings, and applicable standards.
The FAT serves three functions simultaneously. First, it is a quality gate: defects, non-conformances, and missing features are identified while the manufacturer still has the equipment and the skilled labor to fix them. Second, it is a contractual milestone: in most equipment supply agreements, FAT completion triggers the final payment installment, so both parties have a financial stake in a clean result. Third, it is a knowledge transfer: the FAT procedure forces documentation of how the equipment actually performs, which becomes a baseline for future maintenance and troubleshooting.
According to the International Society of Automation (ISA), equipment defects identified during a FAT cost an average of 10 to 100 times less to correct than identical defects found after site installation — a ratio that becomes even more extreme when the equipment has shipped internationally and the manufacturer's technicians are on the other side of the world. (ISA — Automation Standards)
FAT vs. Site Acceptance Test (SAT)
A FAT is often paired with a Site Acceptance Test (SAT), which is conducted after the equipment arrives and is installed at the buyer's facility. The two tests are complementary, not interchangeable. The FAT focuses on the manufacturer's build quality and conformance to specifications under controlled factory conditions. The SAT confirms the equipment performs correctly in the buyer's actual operating environment, including integration with local utilities, control systems, and upstream or downstream processes. Skipping the FAT and relying solely on an SAT is a costly gamble: by that point, the supplier has been paid, the equipment has traveled thousands of miles, and your leverage to demand rework is minimal.
The Six FAT Checkpoint Categories
1. Dimensional and Mechanical Verification
Before any functional test runs, the inspector verifies that the equipment's physical dimensions, weights, connection points, and mechanical assemblies match the approved drawings. This includes overall envelope dimensions (critical for installation into tight spaces or through facility doorways), foundation bolt pattern and load points, inlet and outlet connection sizes and orientations, and clearances for maintenance access.
Dimensional errors are among the most common FAT findings in Chinese manufacturing. A study published in the International Journal of Advanced Manufacturing Technology found that geometric deviations in custom fabricated equipment accounted for approximately 34% of all FAT non-conformances, making it the single most frequent defect category. (International Journal of Advanced Manufacturing Technology)
2. Functional Testing
Functional tests verify that every operating mode, control sequence, and safety interlock performs as specified. For a typical production machine, this includes:
- Power-on and startup sequence (including emergency stop circuit verification)
- Manual mode operation across all axes or process stages
- Automatic cycle execution, including all programmed routines
- All operator interface panels, HMI screens, and alarm displays
- Communication protocols (Ethernet/IP, Profibus, Modbus, OPC-UA) verified against integration drawings
3. Performance and Throughput Testing
Performance testing confirms that the equipment meets the contractual production rates, accuracy tolerances, and process parameters. For a filling machine, this means running at rated speed and measuring actual fill volume accuracy and spillage rate. For a machining center, this means cutting test pieces to specified tolerances. For a conveyor system, this means running at full rated load and measuring speed and tracking accuracy.
Performance tests should run for a duration sufficient to identify issues that only appear under sustained operation — thermal expansion, lubrication migration, vibration fatigue, and controller drift all tend to manifest only after 30 to 120 minutes of continuous running. A 5-minute demo is not a performance test.
4. Safety System Verification
Safety verification is non-negotiable and should be treated as a pass/fail gate with no partial credit. Every safety interlock, guard switch, emergency stop, pressure relief valve, overload protection, and hazard warning label must be tested or verified against the applicable standard. For equipment destined for the US or EU market, this typically means verification against OSHA machine guarding requirements, CE Machinery Directive (2006/42/EC), or both.
A critical point often missed in supplier-managed FATs: safety system testing must include deliberate fault injection — physically bypassing or triggering each safety input to confirm that the machine actually stops as designed, not merely that the wiring exists on a drawing. (OSHA — Machine Guarding)
5. Documentation and Certification Review
The documentation package is part of what you are buying. A FAT that passes the machine but ships without complete documentation leaves you unable to maintain, modify, or certify the equipment in your market. The inspector should verify and collect:
- As-built drawings (updated to reflect any changes made during manufacture)
- Electrical schematics and PLC ladder logic or source code backup
- Bill of materials (BOM) with component manufacturer names and model numbers
- CE Declaration of Conformity or UL certification (if applicable)
- Calibration certificates for instrumentation
- Spare parts list with part numbers
- Operation and maintenance manual
6. Packing and Shipping Preparation Inspection
The final FAT checkpoint — frequently skipped because it feels like logistics rather than quality — is packing inspection. Equipment that passes all functional tests and then arrives with a cracked casting, corroded shaft, or deformed frame because of inadequate export packing has failed in a way that is entirely preventable. The inspector should verify that all exposed machined surfaces are coated with anti-rust compound, all delicate assemblies are braced or removed for separate packing, the crate is rated for the gross weight and meets ISPM-15 requirements for wood packaging, and all connection points are blanked off or capped.
FAT Checkpoint Summary Table
| Checkpoint Category | Key Activities | Common Failure Mode | Pass/Fail or Scored |
|---|---|---|---|
| Dimensional / Mechanical | Measure vs. drawings; verify connection points | Incorrect flange size; envelope exceeds spec | Pass/Fail |
| Functional | All operating modes; HMI; comms protocols | Missing operating mode; HMI label errors | Pass/Fail per item |
| Performance | Sustained run at rated speed; measure output | Throughput below spec; thermal drift | Scored (% of spec) |
| Safety Systems | Fault injection on each interlock; E-stop circuits | Guard switch bypassed; E-stop non-functional | Pass/Fail (gate) |
| Documentation | Review completeness; collect as-built docs | Missing BOM; no PLC source backup | Checklist |
| Packing / Shipping Prep | Anti-rust; bracing; crate rating; ISPM-15 | Unprotected machined surfaces; undersized crate | Pass/Fail |
Remote Video FAT: How It Works and Where It Falls Short Without Structure
The Case for Remote Video Inspection
Remote video FAT — where the buyer participates in the acceptance test via live video link rather than traveling to the factory — has shifted from a pandemic-era workaround to a standard practice for cross-border equipment procurement. It offers clear advantages: zero travel cost and time, ability to include multiple remote stakeholders (engineering, procurement, safety) simultaneously, and a recorded video record of the entire test that an in-person attendance would not automatically generate.
Major industrial automation vendors including Siemens and ABB now offer structured remote FAT protocols as standard service options for their equipment deliveries. (ABB Remote Support Services)
The Critical Difference: Structured Protocol vs. Unguided Video Call
The most common mistake buyers make with remote FAT is treating it as a live stream with commentary from the supplier. A supplier-guided video call is not a FAT — it is a sales demonstration. The supplier will show you what works. A structured remote FAT requires a qualified inspector on the ground at the factory who is working from the buyer's checkpoint protocol, not the supplier's demo script, and who has the authority to direct the camera, request specific tests, and flag non-conformances in real time.
This is the role that a third-party inspection service fills in a remote FAT: the on-site representative is independent of the supplier, follows a pre-agreed test plan, and reports findings to the buyer through a real-time inspection platform. The supplier cannot redirect an independent inspector away from a failing component the way they can redirect a camera on a video call they control.
TradeAider's quality inspection services include real-time reporting during the inspection — the buyer sees findings, photos, and test results as the inspector generates them, not hours later in a PDF. This means a buyer in the US can participate in a FAT happening in a Shenzhen factory in something close to real time, and can redirect the inspector to any checkpoint on their list without relying on the supplier's cooperation.
Remote FAT Checklist: What the On-Site Inspector Must Cover
A well-structured remote video FAT protocol assigns each checkpoint to one of three verification methods:
- Visual verification (V): Inspector visually confirms the item and provides video and photo evidence — appropriate for labeling, surface finish, packing condition, presence of components.
- Measurement verification (M): Inspector takes a physical measurement with calibrated tools and records the result — appropriate for dimensional checks, clearances, torque values.
- Witnessed test (W): Inspector witnesses and documents the supplier running the specified test — appropriate for functional, performance, and safety tests.
Any checkpoint that cannot be assigned to one of these three methods should not appear in the FAT protocol — "supplier self-certification" is not a valid remote FAT verification method.
Pre-FAT Preparation: The Work That Determines the Outcome
Agree the FAT Protocol Before Manufacturing Begins
The single most effective action a buyer can take to improve FAT outcomes is to agree on the detailed FAT protocol — checkpoint by checkpoint, acceptance criteria by criterion — at the time of purchase order, not the week before the test. Suppliers who know their equipment will be tested to a specific standard during production build to that standard. Suppliers who expect to define the test scope themselves during the FAT tend to interpret acceptance criteria generously.
The FAT protocol should reference specific standards where applicable: ISO 9283 for industrial robots, ISO 230 series for machine tools, ASME B&PV Code for pressure vessels, IEC 61511 for safety instrumented systems. Where no applicable standard exists, the protocol should define acceptance limits quantitatively — not "within acceptable tolerance" but "within ±0.05 mm as measured with a Mitutoyo digital caliper." (ISO 9283 — Manipulating Industrial Robots)
Confirm the Inspector's Access Rights
For a remote FAT to be valid, the on-site inspector must have unrestricted access to every part of the equipment during the test — including areas the supplier would prefer to keep covered. Confirm in writing before the FAT date that the inspector has the right to open control panels, access the back of machines, request that safety covers be temporarily removed for guard switch verification, and photograph any component. Suppliers who push back on this access right before the FAT are signaling that there is something they do not want independently verified.
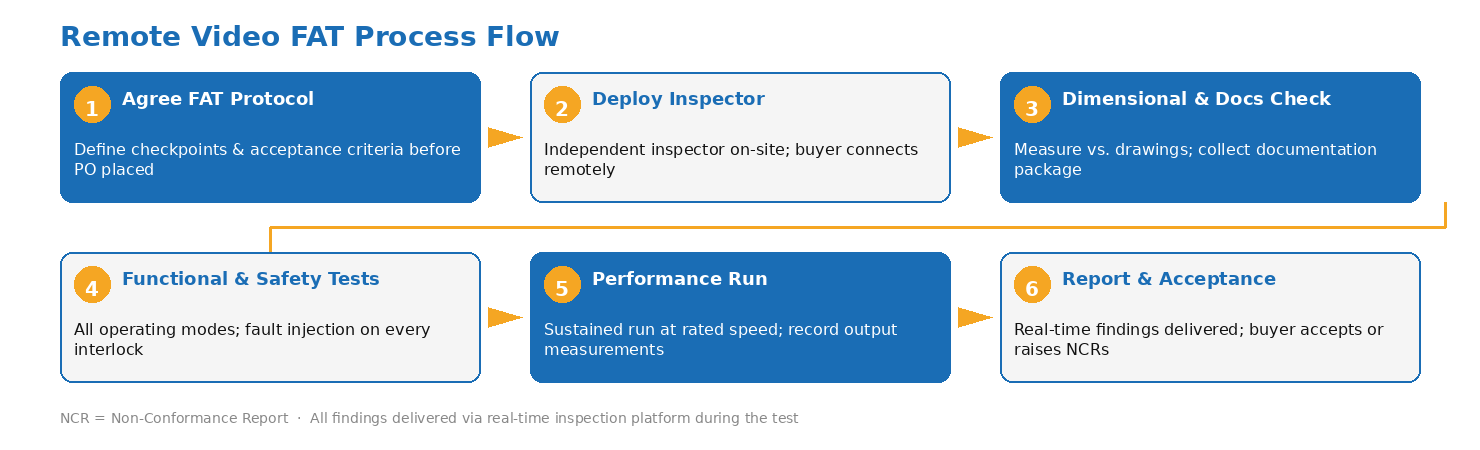
Figure 1. Remote video FAT process: from pre-FAT protocol agreement through live checkpoint execution to report delivery.
What Happens When the FAT Fails
Non-Conformance Categories and Resolution Paths
FAT findings should be categorized before the test so that the resolution path is clear when findings occur — not negotiated under pressure on the day. A standard categorization framework uses three severity levels. A Critical non-conformance (equipment does not meet safety requirements or cannot perform its primary function) requires a hold: no shipment until the issue is corrected and re-tested. A Major non-conformance (equipment meets its primary function but a specified feature is absent, incorrect, or below spec) requires corrective action with a defined completion date and re-verification before shipment. A Minor non-conformance (cosmetic, documentation, or labeling issue that does not affect function or safety) can be resolved before or immediately after shipment with documented supplier commitment.
Buyers who arrive at a FAT without a pre-agreed categorization framework routinely find themselves in negotiation with the supplier over whether a failing safety interlock is "critical" or "major" — a conversation that should never happen on the test floor.
Partial Acceptance and Conditional Shipping
When a FAT identifies minor or easily correctable issues that do not justify holding the entire shipment, a partial acceptance protocol — where the buyer accepts the equipment conditionally, with specific items to be resolved before or after delivery — is a practical middle path. The key is that this agreement must be documented in writing, signed by both parties, and include a specific completion deadline and verification method for each open item. Verbal agreements at FAT made across a language barrier, without a written record, are rarely honored once the equipment has shipped.
FAT for Equipment Sourced from China: Specific Considerations
Documentation Gaps Are the Most Common Finding
In the experience of quality control professionals working in Chinese manufacturing facilities, documentation-related findings are consistently the most frequent FAT result — not functional failures, not dimensional errors, but missing or incomplete paperwork. Electrical schematics that show a planned design rather than the as-built wiring, component BOMs that list generic descriptions rather than actual brand and model numbers, and operation manuals that are translated from a previous machine version and do not match the current build are common findings.
The practical implication is that documentation verification should be allocated significant time in the FAT schedule — not treated as a quick end-of-day checklist. For a complex machine, reviewing and verifying the documentation package can easily require two to four hours of the inspector's time.
Language Barriers in Remote FAT
Remote video FAT conducted across a language barrier introduces specific risks. Supplier technicians demonstrating equipment in Mandarin while a buyer's engineer watches via video link in English cannot effectively communicate about nuanced test findings, marginal results, or failure modes. A qualified inspector who is both technically competent and bilingual, working from a protocol that defines acceptance criteria numerically rather than subjectively, eliminates most of this risk. Defining pass/fail criteria as numbers — speeds, temperatures, voltages, dimensions, cycle counts — rather than qualitative assessments removes the interpretation gap that language barriers create.
For buyers managing equipment procurement from China at scale, TradeAider's factory audit service provides independent supplier capability assessment that complements the FAT process — verifying that the supplier has the quality management systems and technical capability to build to specification before the order is placed.
Frequently Asked Questions
What is the difference between a FAT and a final inspection?
A FAT is a structured acceptance test for custom-built or engineered equipment that verifies performance, safety, and documentation against contractual specifications — it typically involves running the equipment through its complete operating cycle. A final inspection (or pre-shipment inspection) is a conformity check for production goods that verifies quantities, product specifications, labeling, and packaging quality against purchase order requirements. FATs are used for capital equipment; pre-shipment inspections are used for production goods. Both can be conducted by independent third-party inspectors, and both result in a formal report that forms part of the shipment documentation.
Can a remote video FAT replace a physical FAT?
A remote video FAT conducted with a qualified on-site inspector following a structured protocol can be functionally equivalent to a physical FAT for most equipment types. The key requirement is that the on-site representative is independent of the supplier and working from the buyer's test plan — not a supplier-guided live stream. For equipment with safety-critical systems or very tight measurement tolerances, some buyers prefer to conduct a physical FAT for the first order and then transition to remote FAT for repeat orders once the supplier's process is established.
Who should attend a FAT?
At minimum, the FAT requires a buyer's representative (or qualified third-party inspector) with technical authority to accept or reject the equipment, and a supplier representative with authority to commit to corrective actions. On the buyer's side, it is beneficial to include the commissioning engineer who will install the equipment and the operations or maintenance engineer who will run it — they often identify practical integration issues that a procurement-only attendee would miss. In a remote FAT, including multiple remote stakeholders simultaneously is easy and adds significant value.
How long does a typical FAT take?
FAT duration depends entirely on equipment complexity. A simple standalone machine with 10 to 20 checkpoints can be completed in a single working day. A complex production line, automated system, or integrated skid with multiple subsystems typically requires two to five days. Performance testing that requires sustained run time — thermal equilibration tests, endurance cycles, accuracy tests across multiple operating conditions — adds significantly to the schedule. Always build contingency time into the FAT schedule: finding and correcting a significant non-conformance mid-test can add half a day or more.
What happens if the supplier refuses to conduct a FAT?
A supplier who refuses to support a FAT is a significant commercial risk signal. FAT acceptance should be written into the purchase contract as a condition of final payment, not treated as an optional request. If a supplier objects after the contract is signed, the buyer should formally document the request and the refusal in writing. Proceeding to shipment without a FAT means accepting the equipment on the basis of the supplier's self-certification alone — an approach that removes virtually all of the buyer's leverage to demand corrections at supplier cost.
Conclusion
A Factory Acceptance Test is not a formality — it is the last opportunity to verify that custom-built equipment meets your specifications before it ships thousands of miles to your facility. The six checkpoint categories (dimensional, functional, performance, safety, documentation, and packing) must all be covered systematically, and remote video FAT is a fully viable approach when it is built around a qualified independent inspector and a pre-agreed test protocol.
If you are sourcing equipment from Chinese manufacturers and need qualified on-site representation for your next FAT or production quality inspection, TradeAider's inspection services cover the full range of quality verification needs — with real-time reporting so you see findings as they happen, not after the fact. Use the Inspection Charge Calculator to estimate costs for your next inspection.

Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
