- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog
A quality defect in manufacturing is useful only when it is tied to a requirement, severity class, source, and release decision. Importers should classify defects by safety, function, appearance, compliance, and customer impact before using AQL numbers or accepting supplier explanations.
Key Takeaways
- Defects need requirements: a defect cannot be judged without a specification, approved sample, tolerance, drawing, label file, or use requirement.
- Severity changes the decision: critical, major, and minor classifications should be tailored to the product, not copied blindly from another category.
- Source matters: material, process, workmanship, assembly, packing, and documentation defects need different corrective actions.
- TradeAider adds value when classification is tied to evidence: photos, counts, AQL results, and rework status should support release, hold, or reinspection.
Quality Defect vs. Nonconformity
Quality teams often use defect and nonconformity as if they are the same. In practice, the buyer should separate the broad idea of not meeting a requirement from the narrower question of product fitness for use. ISO 9001 is useful context because quality management depends on controlled requirements, documented processes, and action when outputs do not meet those requirements.
ASQ quality glossary defines classification of defects as listing possible unit defects according to seriousness and notes common classes such as critical, major, and minor. That definition is important because the seriousness of a defect is not universal. A loose thread on an inner seam may be minor for one product and major for another if it affects safety, fit, or brand acceptance.
| Term | Practical meaning | Buyer decision |
|---|---|---|
| Requirement | The approved standard, sample, drawing, label, tolerance, or contract point | Use it as the inspection reference |
| Nonconformity | A requirement is not fulfilled | Contain, investigate, correct, or accept with concession |
| Defect | The product condition fails intended or specified use | Classify severity and decide release action |
| Defective unit | One unit contains one or more defects | Count against the selected acceptance rule |
| Defect class | Critical, major, minor, or custom severity group | Apply the right AQL or hold rule |
A defect is not real until the requirement is visible
A scratch, shade difference, loose stitch, odor, dimension deviation, barcode error, or missing accessory becomes a defect only when it violates a requirement. The requirement may come from an approved sample, purchase order, drawing, inspection checklist, safety rule, platform requirement, retail guide, or customer expectation.
This is why generic defect lists are useful but incomplete. A defect list can prepare the inspector, but it cannot replace the buyer's product file. If the buyer never defined acceptable color tolerance, logo placement, seam strength, smell, carton compression, barcode grade, or packaging method, the final dispute will be about interpretation rather than evidence.
Severity should reflect customer and safety impact
Severity classification should answer a release question. Does the defect create a safety issue, violate a regulation, make the product unusable, reduce function, hurt appearance, or create a low-risk cosmetic issue? The same physical flaw can move between classes depending on product type and user. A loose button on adult apparel is different from a detachable part on a children's product.
The buyer should define critical, major, and minor examples before inspection, then let the inspector classify actual findings against that file. That avoids the common problem where a supplier argues that a defect is only cosmetic after the buyer has already sold the product as premium.
Main Types of Quality Defects in Manufacturing
Most import inspections use a practical severity structure: critical, major, and minor defects. Some buyers add packaging defects, workmanship subcategories, regulatory defects, documentation defects, or customer-experience defects. The right structure depends on how the product can fail in use.
| Defect type | Typical meaning | Example | Usual decision |
|---|---|---|---|
| Critical | Safety, legal, or severe usability risk | Sharp edge on a children's item | Hold or reject until resolved |
| Major | Function, saleability, fit, or visible acceptance risk | Wrong size, failed zipper, large stain | Count against major AQL and require correction |
| Minor | Small deviation with limited use impact | Slight thread end or tiny hidden scratch | Count against minor AQL or accept within limit |
| Packaging | Retail, warehouse, barcode, carton, or label problem | Wrong carton mark or missing insert | Sort, relabel, rework, or hold by severity |
| Documentation | Report, certificate, instruction, or product file mismatch | Wrong model on test report | Escalate because physical pass may not prove compliance |
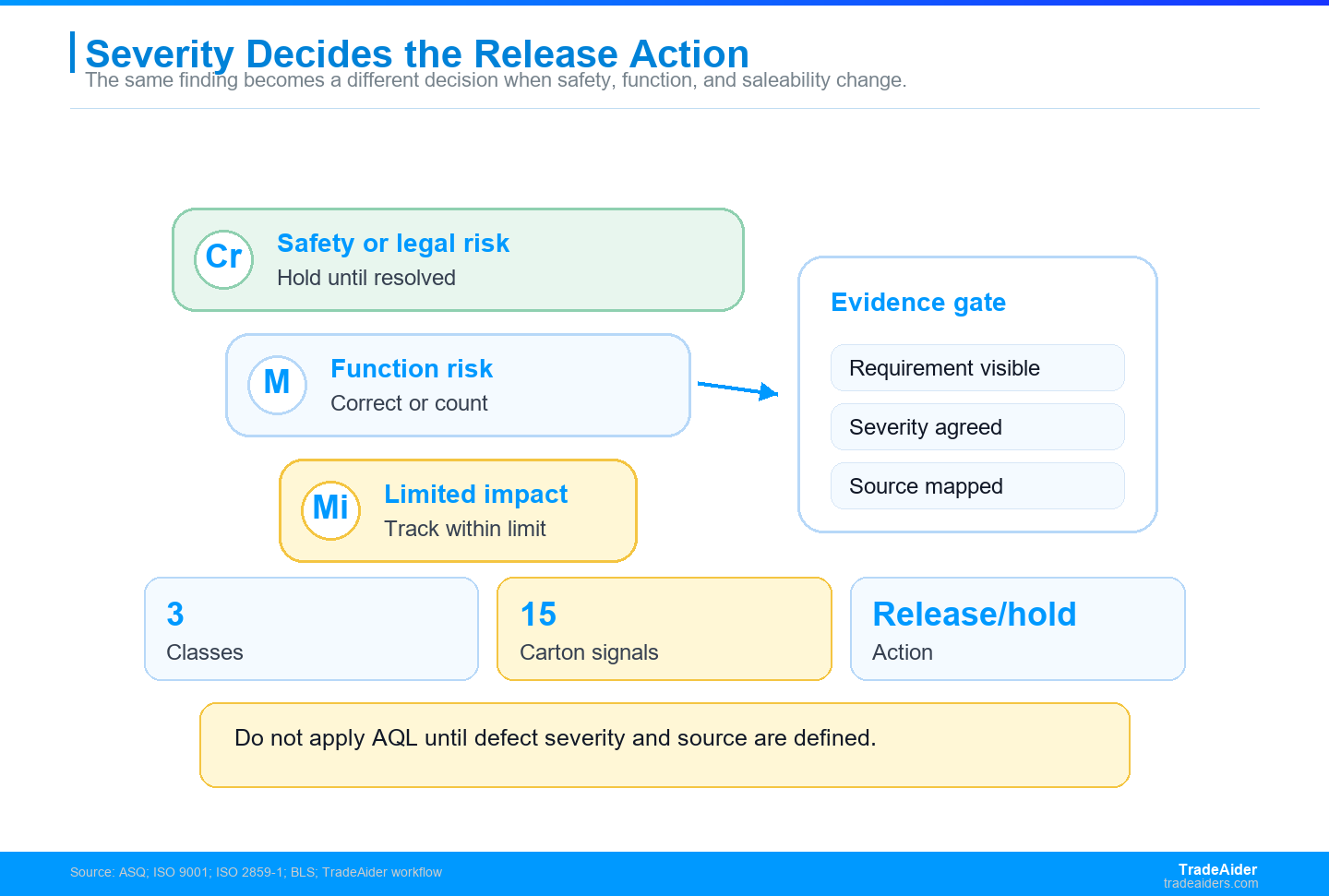
Manufacturing defects should be classified by severity and source before the buyer applies AQL or release decisions.
Where Defects Come From
BLS quality control inspector guidance describes inspectors as examining products and materials for defects or deviations from specifications. O*NET quality control inspector activities also include testing, sorting, sampling, measuring, and weighing products or materials. In manufacturing, those deviations can come from raw materials, machine setup, assembly sequence, operator training, process drift, component substitution, packaging, or late engineering changes.
The source of a defect changes the corrective action. A wrong component may require supplier containment. A loose seam may require line rework. A repeated dimension issue may require fixture correction. A mislabeled carton may require warehouse sorting. Treating all findings as product defects can hide the process point that created the issue.
Material and component defects appear before assembly
Material defects include wrong fabric, poor plating, damaged plastic, color deviation, odor, moisture, coating failure, or incorrect component grade. Component defects include missing parts, weak accessories, wrong screws, incompatible chargers, poor hinges, or unapproved trims. These defects are best caught before assembly because rework becomes slower after the product is packed.
That is why pre-production inspection and incoming-material checks matter for new suppliers or risky materials. A final inspection can find the problem, but it may not leave enough time to replace the material before the shipping window closes. For seasonal orders, that timing gap can turn a correctable material issue into an air-freight or cancellation decision.
Process defects usually repeat across the lot
Process defects are dangerous because they are not isolated accidents. If a machine setting, fixture, adhesive cure time, needle choice, printing setup, or packing instruction is wrong, many units can carry the same issue. The inspector should look for patterns by line, shift, material batch, colorway, or carton group instead of recording every defect as random.
A process defect is also harder to solve with simple sorting. Sorting removes bad units from the inspected lot; it does not fix why the next lot may repeat the failure. Buyers should ask for corrective action when the same defect appears across multiple cartons, sizes, or production dates.
How AQL Uses Defect Classification
ISO 2859-1 provides AQL-indexed sampling schemes for lot-by-lot inspection by attributes, and ASQ acceptance sampling guidance explains that acceptance sampling supports accept-or-reject decisions from sample evidence. AQL does not tell the buyer what is critical, major, or minor; the buyer defines those classes, then applies the sampling plan.
This distinction matters. If the classification list is weak, the AQL result can look precise while the decision is wrong. For example, treating a loose electrical connection as minor because it is not visible would understate risk. Treating a small hidden scuff as major in a low-visibility component could overstate risk and waste rework time.
When repeated defects trigger containment or supplier escalation, O*NET quality control systems manager tasks are useful context because they include stopping production when serious defects are present, reviewing quality documentation, and analyzing test results. For buyers, the practical takeaway is that defect classification should connect to authority: who can stop the line, approve rework, release a concession, or require corrective action.
Scenario Estimate: Why Defect Maps Beat Defect Lists
Assume a final inspection checks 200 units across 5 carton groups and uses 3 severity classes: critical, major, and minor. That creates 15 severity-by-carton signals before product features are even considered. If two major defects appear in one carton group, the buyer learns something different from two major defects scattered randomly.
Under those assumptions, the article-specific decision rule is simple: classify by severity, then map by source. A defect count tells the buyer whether the lot may pass; a defect map tells the buyer whether the factory should sort, rework, reinspect, change process controls, or hold future production.
Calculated from 200 checked units divided by 5 carton groups equals 40 units reviewed per carton group. Calculated from 3 severity classes x 5 carton groups creates 15 severity-by-location signals across the sample. Calculated from 2 major defects in 1 carton group, the pattern means concentration risk rather than a random defect signal. Calculated from 4 possible actions x 3 severity classes creates 12 action paths before the buyer chooses sort, rework, reinspect, or hold. Calculated from 1 unclear requirement, every later AQL number means less because the defect class is disputed. Calculated from 15 signals across 5 carton groups means the release decision should follow both severity and source. Result: the trade-off is speed versus proof; a defect map gives the buyer a verifiable reason for the next action, while a flat defect count only says whether the sample crossed a limit.
This means the inspection report should preserve defect location, not only total count. The trade-off is speed versus diagnosis: a fast pass/fail answer may be enough for low-risk goods, but repeated or safety-sensitive findings need a map that shows whether the factory can fix the current lot and prevent the next one.
The buyer should also separate product correction from process correction. Product correction answers what happens to the units already made. Process correction answers why the same defect should not appear in the next purchase order. When those two questions are mixed, the supplier may rework the visible sample and leave the root production condition unchanged.
For importers, this distinction protects both the shipment and the supplier relationship. A factory can accept a rework request but resist a deeper corrective action if the buyer cannot show the pattern. A report that connects requirement, severity, source, photo evidence, and count gives both sides a more objective basis for deciding whether the problem is isolated, systematic, or severe enough to change future inspection intensity.
How TradeAider Turns Defect Findings Into Release Evidence
TradeAider's inspection value is not just finding defects; it is tying those defects to photos, counts, locations, severity, and action. ISO/IEC 17020 frames inspection as determining conformity with requirements, which is the discipline importers need when defect findings become release evidence. With pre-shipment inspection, importers can see whether the finished lot should release, hold, sort, rework, or be reinspected. With during production inspection, they can catch repeating process defects earlier.
Use TradeAider AQL calculator to align sample size and acceptance rules, then define the defect classes in the inspection checklist before the factory visit. The strongest inspection file combines AQL results with buyer-specific defect definitions, not generic severity labels alone.
Defect Classification Checklist for Importers
- Define the requirement: sample, drawing, PO, tolerance, label file, test report, or standard.
- Classify each defect by safety, function, appearance, compliance, and customer impact.
- Map repeated findings by SKU, color, size, carton group, line, shift, or material lot.
- Separate correction from corrective action: rework the lot and fix the process when needed.
- Send the final checklist to TradeAider before inspection so the report reflects your release decision.
FAQ
What are the three main types of quality defects?
The three common types are critical, major, and minor defects. Critical defects create safety, legal, or severe usability risk; major defects affect function, saleability, or visible acceptance; minor defects are smaller deviations with limited impact. Each buyer should tailor examples to the product being inspected.
Is every nonconformity a product defect?
No, every product defect is usually a kind of requirement failure, but not every nonconformity is a product defect. A missing procedure, incomplete record, or process-control gap may be a quality-system nonconformity. It becomes a product defect when the unit itself fails an intended or specified use requirement.
How should importers classify packaging defects?
Packaging defects should be classified by release impact, not by the fact that they are packaging issues. A wrong barcode, missing warning, or incorrect country mark may be major or critical. A small carton scuff may be minor. The classification should reflect retail, warehouse, compliance, and customer risk.
Can AQL decide whether a defect is major or minor?
No, AQL applies the acceptance rule after defect classes are defined. The buyer or product owner must decide which findings are critical, major, or minor for the specific product. AQL then helps determine whether the sampled lot is acceptable under those definitions and selected limits.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
