- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog
Effective quality control in toy manufacturing is a chain of release gates, not a final inspection checklist. A buyer needs evidence that the intended age group, approved components, production process, required tests, labels, and packed lot still describe the same product. When one of those links changes without a new decision, a passed sample can create false confidence rather than shipment readiness.
For toys, the practical question is not simply whether a unit looks finished. It is whether the factory can show which requirement applies, which production population it affects, and what must be checked before the buyer releases the order. That distinction matters because a paint change, an unapproved magnet supplier, an age-grade revision, or a missing tracking record may affect more units than one visible workmanship defect.
Key takeaways
- Translate the intended market and age grade into a product-specific risk map before production begins.
- Link materials, components, artwork, and test evidence to traceable production lots.
- Use incoming, in-process, and final checks for different decisions rather than repeating the same list.
- Use sampling to choose units, then define the toy-specific checks those units must complete.
- Hold release when a finding has no bounded cause, corrective proof, or recheck population.
Start With a Toy Risk Map, Not a Generic QC Checklist
A toy QC plan should begin with the product's intended age group, market, construction, foreseeable use, and controlled components.
Set up the first review around the product the customer will actually receive: the approved sample, bill of materials, drawing revision, packaging artwork, warning text, instructions, age grading, and destination market. Then list the parts that can change the risk profile. A soft toy may depend on seam integrity, filling, eyes, labels, and small-part control. A battery toy adds battery compartment closure, polarity marks, wire routing, and instructions. A ride-on product creates a different set of assembly, stability, load, and warning questions.
For U.S. children's toys, 16 CFR Part 1250 incorporates the applicable toy safety standard into the federal framework. That does not make every test item relevant to every SKU. It means the buyer and factory need a disciplined way to identify applicable requirements before a finished lot is treated as ready.
ASTM F963-23 is the Standard Consumer Safety Specification for Toy Safety. The standard name does not clear a shipment by itself; the buyer still needs to identify the applicable requirements for the SKU, age grade, and destination market.
A checklist becomes useful only after the buyer can explain why each check belongs to this toy, this market, and this production run.
At TradeAider, the risk map is also the briefing document that separates a pre-production review from a later lot-release decision.
The decision rule is simple: when the age grade, market, materials, or construction changes, reopen the risk map. Do not let a prior test report silently become approval for a different version. A pre-production inspection can confirm that approved references and early materials are available before the first production units set the wrong pattern.
Build Quality Gates Across the Manufacturing Process
Incoming, in-process, and final checks answer different buyer questions and should leave different evidence.
Use incoming checks to stop uncontrolled parts from entering the line
Incoming control is where the factory confirms that the material and component identity still matches the approved product file, a controlled record that identifies the product versions and their accepted references. Record supplier name, material or component code, incoming lot, quantity, condition, and the reference used for acceptance. For painted, molded, stuffed, electronic, or magnetic items, the record should make it possible to answer a later question: which finished units could contain this component lot?
Do not confuse a supplier document with a current production decision. A document may support the material history, but the factory still needs to confirm that the received component matches the approved specification, color, label, and intended toy version. If the buyer cannot trace a component from delivery to finished production, a final finding cannot be scoped responsibly.
Use in-process checks where correction leverage is still high
In-process control should focus on operations that can create a repeated failure: welding, sewing, adhesive application, assembly, print placement, torque, battery-door fit, stuffing, sharp-edge finishing, and packing preparation. The inspection record needs a process window, an operator or line reference where practical, and the checked condition. A clean unit from a display shelf is not evidence that the current line is following the approved method.
A During Production Inspection is useful when the buyer needs to make a correction while the affected production population is still identifiable. The key insight is that the earlier checkpoint does not replace final inspection. It reduces the chance that a repeated defect reaches a completed, mixed, or export-packed lot before its cause is known.
Use final checks to decide whether the packed lot can move
Final inspection confirms the relationship between the completed order and the evidence available at release. Check selected units against approved references, verify finished appearance and function, inspect packaging and labels, and confirm that the cartons presented belong to the stated order. The goal is a buyer decision with boundaries: release, hold, accept a documented deviation, request rework, or require reinspection.
For that decision to be useful, the report must distinguish an observed condition from the population it may affect. A loose battery-door screw in one sample is not automatically a lot-wide failure, but neither is it automatically a local repair. The buyer needs the component, process, and carton records that show which units require correction or recheck before the release status can change.
Separate Sample Selection From Toy-Specific Test Jobs
ISO 2859-1:2026 provides acceptance-sampling plans for inspection by attributes; it does not select the product checks a toy must pass.
Use the agreed lot quantity, inspection level, defect definitions, and acceptance plan to choose units. Then assign those units different jobs. One selected unit may verify packaging artwork and tracking information. Another may be opened and assembled from its own supplied components. A third may focus on a finish, a moving mechanism, a battery compartment, a seam, or a variant that would not be covered by repeating the easiest sample.
The practical rule is that sample size and test depth are separate decisions. An AQL sampling plan is an agreed convention for selecting units and applying acceptance logic; it can make selection repeatable, but it cannot tell the buyer whether a particular toy requires a functional check, a defined laboratory method, a label review, or a packing challenge. For a transparent starting point, the buyer can work out an AQL sample after agreeing the lot and defect logic.
Use variation deliberately. Spread samples across colors, production days, component lots, carton positions, artwork versions, and relevant toy configurations. Record which variation each sample represents. Without that record, a pass tells the buyer only that one unit was seen, not whether the selected units covered the meaningful differences in the order.
Keep Testing, Inspection, and Certification Evidence in One Product File
Inspection can connect current production to evidence, but it cannot substitute for a required laboratory test or product certification.
Toy compliance evidence should be organized as a product file rather than scattered across email threads. The file normally needs the controlled product description, applicable requirement list, approved artwork and warnings, material and component records, relevant test reports, certification records where required, change history, inspection findings, corrective actions, and reinspection evidence. The record needs dates and version identifiers so a buyer can tell whether it applies to the lot that is actually shipping.
ISO/IEC 17020 describes requirements for bodies performing inspection, including impartiality, competence, and reporting. For the buyer, the operational lesson is narrower: an inspection report should say what was observed, which reference controlled the observation, what remains open, and what population must be checked before the release decision changes.
Where an applicable children's-product requirement calls for third-party testing, 16 CFR Part 1112 covers third-party conformity assessment bodies. That regulatory boundary is different from a factory inspection: the product file should show which evidence is required, who produced it, and which version or component scope it covers.
ISO/IEC 17025 specifies general requirements for the competence of testing and calibration laboratories. That is why a laboratory report, an inspection observation, and a factory record should be kept as distinct evidence types in the product file.
International toy safety standards can help define product hazards and methods, but destination-market obligations still need separate confirmation. ISO 8124-1 is a toy-safety standard with mechanical and physical-property requirements; it is not proof that a particular exported lot has met every market-specific obligation. Treat standards as inputs to the product file, not as a badge that ends the review.
Treat an unapproved change as a new release decision
A change-control record should answer five questions before the altered version returns to the line: what changed, when it changed, which approved reference is affected, which units or cartons could contain it, and what evidence is needed before release. The changed item may be a resin grade, pigment, metal fastener, magnet supplier, battery-contact design, warning statement, instruction page, or carton artwork. The fact that the factory considers the change equivalent is not a release decision by itself.
ISO 9001 defines requirements for a quality management system. For a toy buyer, the useful implication is practical rather than ceremonial: a change should be visible in the controlled product file and tied to the evidence that permits the affected population to move again.
Before agreeing to a recheck, teams can review an inspection standard against the changed version, known production boundary, and condition that must be proven. This makes the next visit a focused confirmation of a named decision instead of a second generic tour of the factory.
Start with the boundary. If a revised instruction was printed only after a named artwork approval and is stored by print lot, the buyer can verify that print lot and the cartons using it. If a component substitution entered inventory without a receipt, production order, or consumption record, the buyer cannot tell which finished toys contain the substitute. The appropriate response is to hold a wider population until the factory can establish the boundary or replace the uncertainty with a defined recheck plan.
This distinction also prevents an inspection report from overreaching. An inspector may observe that a selected unit has the approved label and component code, but the report should not claim that every unit is unchanged unless the factory records support that conclusion. The useful report language is evidence-led: identify the reference, the observed unit, the stated production boundary, the remaining limitation, and the proof required to close it.
Use the Finding to Set a Recheck Boundary
Illustrative Battery-Door Traceability Scenario
A buyer is preparing a 12,000-unit battery-operated toy order in two colors for release. This is an illustrative decision example, not TradeAider client data or an acceptance limit.
The export order includes blue and red units. The blue units were made on two lines, while the battery-cover assembly used screw deliveries that can be identified only if the factory's component and production records are complete.
The factory presents export-packed cartons, selected samples, current artwork, and the controlled product file for a pre-shipment release decision.
One blue unit has a battery-door screw that does not retain the cover.
The factory must trace screw, line, color, and production records before deciding the recheck population.
A traceable cause turns a sample failure into a bounded recheck decision. The immediate observation is one failed closure, but the decision question is broader: does the problem follow a screw batch, molding cavity, assembly station, color variant, production date, or a single damaged unit? The cause and the scope cannot be inferred from the defect count alone.
If the factory can show that the suspect screw code was used only on one afternoon run, the buyer may require correction and targeted reinspection of that bounded population. If the records do not distinguish the deliveries or lines, the boundary expands because the cause cannot be separated from the full blue-unit population.
Corrective action should name the cause hypothesis, the quarantined population, the repair method, and the document or physical check that proves the correction occurred.
Reinspection should confirm the closure condition and the affected boundary, not merely repeat the original sample count. The buyer needs evidence that the stated population is complete and that the repaired units satisfy the agreed check.
This example is a buyer decision aid, not a contractual acceptance limit. When the scope must be documented before release, teams can prepare a toy inspection request with the product versions, known changes, lot readiness, and evidence already available.
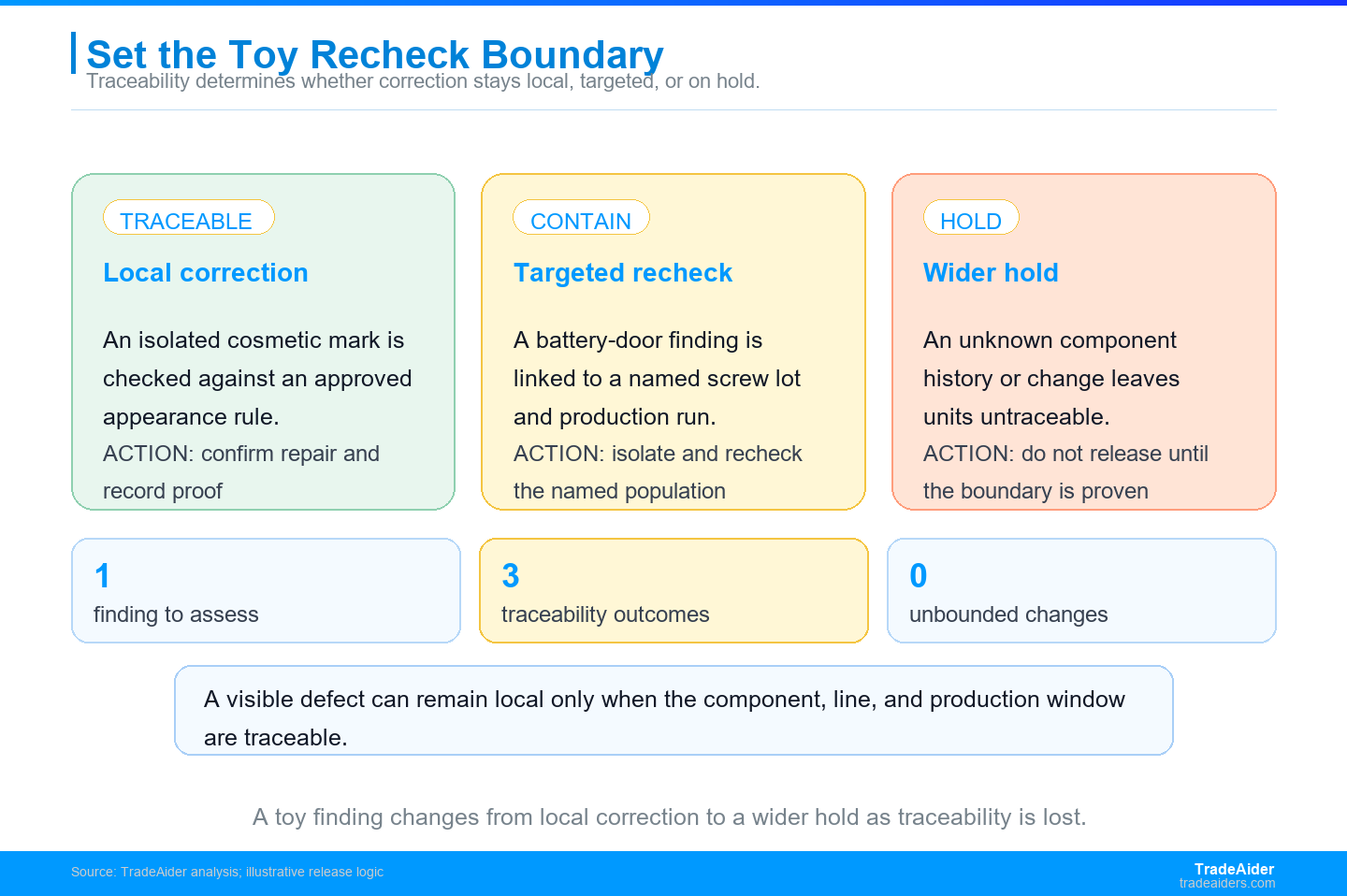
Traceability determines whether a toy finding stays local, triggers targeted reinspection, or holds a wider population.
Give the Buyer a Release Packet They Can Act On
A release-ready toy inspection report identifies the selected lot, the controlled references, the findings, the open risk, and the next proof required.
The final report should not bury the decision in a long defect list. It should state the lot quantity and readiness, the samples and variations checked, the product references used, the observations, the evidence reviewed, any scope limitations, the traceable recheck boundary, and the recommended release position. This lets the buyer decide what to approve without inferring whether a local repair affects a different version, component lot, or packed carton group.
| Finding Pattern | Evidence Needed Next | Buyer Position |
|---|---|---|
| Isolated cosmetic defect | Photo, approved appearance rule, repair proof | Decide repair or approved deviation |
| Repeated component or assembly concern | Component trace, affected population, correction and recheck | Hold the bounded population |
| Missing test, label, or certification evidence | Current controlled file and applicable proof | Do not release on visual evidence alone |
Before discussing release with the factory, the buyer should reconcile the reported lot quantity with the packed-carton count, identify every incomplete SKU or open action, and confirm which version of the product file controlled each result. That short handoff prevents a report from being read as authorization for cartons that were never part of the selected scope. It also makes a later reinspection easier to compare with the original decision.
Before a final visit, prepare the lot quantity, readiness status, product versions, approved references, test and certification file, packing status, planned destination, known changes, and unresolved factory actions. With TradeAider, buyers can book a Pre-Shipment Inspection, the release-stage review of a completed export lot, around the evidence they need rather than a generic list of defects. When earlier production risk is still active, use the same controlled product file to determine whether a mid-production check is the more useful next decision.
Frequently Asked Questions
Does an AQL sample prove a toy is compliant?
No, an AQL sample provides agreed lot-selection and acceptance logic, but it cannot demonstrate every safety, labeling, functional, or certification requirement. Use it after the buyer has defined what each selected unit must prove and how defects are classified. Product-specific checks, applicable testing, and controlled records remain separate parts of the release decision.
When should quality control begin for a toy order?
Quality control should begin before mass production, when the buyer can still confirm the target market, age grade, approved references, materials, and test needs. Incoming and in-process checks then protect the decisions made at that stage. Final inspection confirms the completed export lot and makes any remaining release limitation visible to the buyer.
Which findings should trigger toy reinspection before shipment?
Toy reinspection should begin when a finding could repeat across a known component, production window, colorway, label version, or packing condition. The reinspection plan should identify the population, correction method, and evidence needed to close the hold. A repeated check without a stated boundary may create more observations without resolving the shipment decision.
Can final inspection replace required laboratory toy testing?
No, final inspection confirms the presented lot and available records, while laboratory testing answers requirements under a specified product method. An inspector can verify product identity, selected conditions, packaging, and supporting files. The buyer should keep any applicable test or certification evidence in the controlled product file rather than treating visual inspection as a substitute.
When is a toy pre-shipment inspection ready to book?
A toy pre-shipment inspection is ready to book when production is complete, export cartons and controlled references are available, and any changes have been disclosed. The buyer should also provide the lot quantity, intended market, product versions, and unresolved corrective actions. If key SKUs, labels, packaging, or evidence remain incomplete, record the limitation and schedule the review when the release evidence is genuinely ready.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
