- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog

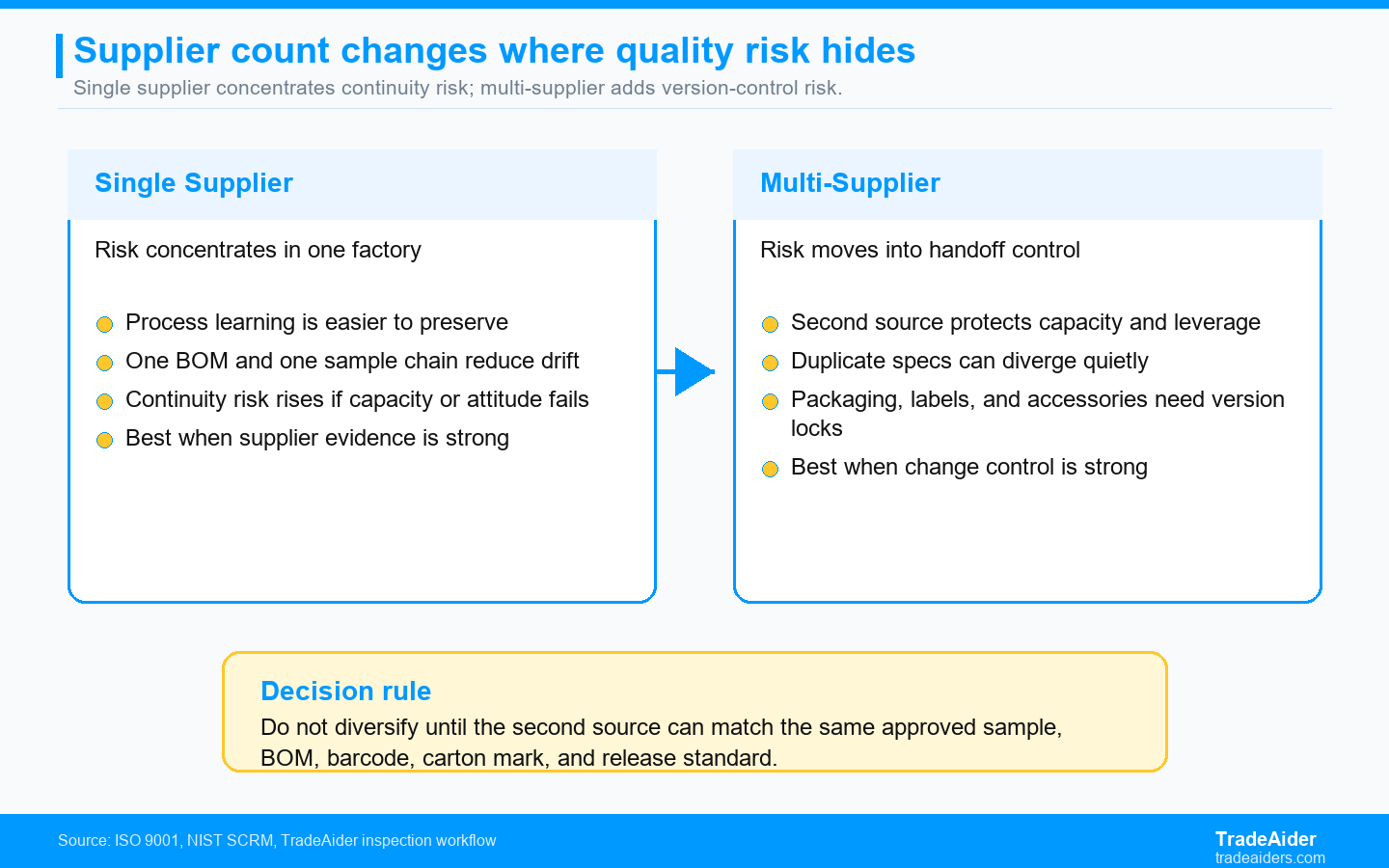
A multi-supplier strategy does not automatically reduce quality risk; it changes quality risk from supplier dependency into specification coordination. Single sourcing fails when one factory controls too much capacity, knowledge, or leverage; multi-sourcing fails when two factories interpret the same product differently.
The safer supplier strategy is not the one with the larger supplier count. It is the one where product definition, change control, sample approval, production evidence, and release authority are clear enough for the buyer to see risk before shipment. For importers sourcing from China, the single-supplier decision is usually about concentration risk; the multi-supplier decision is usually about version drift.
The buyer's decision should be based on whether the second source can reproduce the same approved sample, BOM, label, packaging, and release criteria. This is a direct TradeAider buyer problem because adding a second source changes what audit and inspection must prove: the buyer no longer needs only one factory's current-lot release evidence, but also evidence that two production systems can hold the same version standard. If two suppliers each receive five uncontrolled product fields, the buyer has ten places where version drift can begin before the first PSI.
- Core risk: Single supplier concentrates dependency; multi-supplier strategy multiplies handoff risk.
- Quality control point: The second source must prove the same sample, BOM, packaging, barcode, and inspection standard before volume is split.
- Inspection timing: A PSI is conducted when 100% of the order quantity is completed and at least 80% is packed for export.
- Decision rule: Add a second source only after it passes a controlled pilot lot, not only after it offers a lower price or more capacity.
The Direct Answer
Choose a single supplier when the factory has proven process control and the product definition is stable; choose a multi-supplier strategy only when the second source can reproduce the same controlled evidence, not merely the same quoted item.
TradeAider treats a second supplier as a new quality system, not a backup name on a spreadsheet, because the buyer has to prove both factories can hold the same sample, BOM, label, and release standard.
A single supplier can be safer for early orders because learning stays inside one production system. Workers, supervisors, tooling, fixtures, inspection limits, and packaging routines improve around one version of the product. A multi-supplier strategy can be safer for mature products because it protects the buyer from capacity shortages, negotiation pressure, sudden factory failure, and seasonal bottlenecks. The trade-off is that two factories can create two versions of the same SKU unless the buyer controls the handoff.
According to ISO 9001 quality management guidance, quality management depends on controlled processes and evidence-based decisions. According to NIST supply chain risk management guidance, supplier risk should be managed through controls rather than assumptions about vendor labels. This matters because supplier diversification is not a quality control system by itself. The buyer still needs proof that every supplier is building the same product.
Why Supplier Count Changes the Quality Mechanism
Single sourcing creates dependency risk; multi-sourcing creates interpretation risk. The inspection plan should match the risk mechanism, not the sourcing slogan.
According to ASQ quality plan resources, a quality plan connects specifications, resources, and inspection programs to product requirements. In supplier strategy, that means the buyer must define which information travels with the SKU: drawings, BOM, approved sample, test method, packaging dieline, barcode, origin mark, defect classification, and change-approval rule. If that information is incomplete, a second supplier may increase supply options while weakening product consistency.
According to ISO 2859-1 sampling procedures, lot inspection depends on defined sampling and acceptance rules, so every supplier split should still create separate lot evidence. This means a 60/40 production split is not a paperwork split; it creates two release decisions that must both prove the same SKU standard.
Single supplier risk starts with dependency, not only defects
Single sourcing is not weak because one factory is automatically worse. It is weak when the buyer has no alternate capacity, no benchmark, no backup sample chain, and no leverage if the supplier's process slips. A factory that has made five clean repeat orders may still become a risk during peak season, management change, material shortage, or line transfer. The quality risk is that the buyer cannot separate a temporary defect pattern from a structural supplier problem quickly enough. If the only supplier fails a 3,000-unit order two weeks before launch, the buyer may be forced to choose between rework, delay, or accepting a marginal lot.
Multi-supplier risk starts with version drift
Multi-sourcing is not strong because there are two factories. It becomes strong only when the buyer controls the same product definition across both factories. The second supplier may use a different sub-supplier, carton thickness, accessory kit, label printer, inspection fixture, or surface-finish interpretation. According to GS1 barcode standards, barcodes support product identification across supply chains, so barcode value and placement are not cosmetic details. According to CBP origin-marking guidance, imported goods may require proper country-of-origin marking, so label control must stay consistent across suppliers. The risk is not that one factory is bad; the risk is that both factories are slightly different.
The second source should be qualified like a new product
A second source should be treated as a new production route, even if the product is familiar. The buyer should not move from one approved supplier to two active suppliers without a sample match, document match, pilot-lot check, and finished-order inspection. According to ISO 2859-1 sampling procedures, inspection by attributes is tied to defined lots and sampling rules; a second source therefore needs its own lot evidence. According to ASQ Z1.4 sampling resources, attribute sampling supports acceptance decisions, but it does not correct a weak specification. The source must first understand what product it is being asked to repeat.
Supplier count changes where quality risk hides: dependency risk in one factory, coordination risk across two.
Single Supplier vs Multi-Supplier Quality Risks Compared
The comparison reveals a risk shift, not a universal winner. Single sourcing protects consistency until dependency becomes dangerous; multi-sourcing protects continuity until variation becomes dangerous.
| Decision Area | Single Supplier | Multi-Supplier | Release Rule |
|---|---|---|---|
| Process learning | Strongest when repeat orders stay stable | Split across factories | Keep one source if process learning is still immature |
| Capacity risk | Higher exposure to one factory | Lower if second source is real | Diversify when one supplier cannot protect schedule |
| Spec consistency | Easier to control one version | Harder to keep both versions identical | Lock BOM, sample, label, and carton evidence before split |
| Inspection evidence | One lot history is easier to compare | Each source needs separate lot evidence | Inspect pilot and first mass order from each source |
| Supplier leverage | Buyer may lose leverage over time | Buyer has fallback capacity | Use fallback only after qualification, not as pressure alone |
The comparison reveals why a second supplier can reduce business risk while increasing quality risk. If the product definition is not locked, multi-sourcing creates more places for mistakes to hide. If the product definition is locked and the second source passes a pilot lot, multi-sourcing can protect the buyer from capacity and negotiation pressure without turning one SKU into two versions.
When to Stay Single and When to Add a Second Source
The buyer should stay single while the product is still learning; the buyer should diversify after the product definition is stable enough to travel.
The practical question is not "one supplier or two suppliers?" It is "which risk would hurt the next order more: dependency or drift?" A new product with unresolved finish, packaging, labeling, or accessory decisions usually needs one tightly controlled factory until the standard is stable. A mature product with repeatable inspection results, stable packaging, and predictable defects may need a qualified second source before capacity pressure appears.
Stay single when the standard is still being learned
Single sourcing is often stronger during launch, first tooling, early packaging revisions, and first repeat orders because feedback stays concentrated. If every inspection finding leads to a sample update, fixture update, packaging correction, or label revision, adding another factory can multiply unfinished learning. The buyer should stay single when the approved sample is still changing, when the defect list has not stabilized, or when the supplier's engineers are still adjusting product controls. The decision is not loyalty to one factory; it is avoiding a second interpretation before the first interpretation is reliable.
Diversify when dependency becomes the larger failure mode
Multi-sourcing becomes attractive when the product standard is stable but the supplier relationship creates exposure. Warning signs include repeated capacity excuses, late corrective actions, refusal to share records, weak peak-season planning, or pricing pressure that appears after the buyer has become dependent. In this stage, the buyer should build a controlled second source before an emergency. The second source should receive the current approved sample, current spec sheet, packaging files, barcode rules, origin-marking rule, and defect classification. Without that transfer package, diversification is only a purchasing tactic, not a quality strategy.
Use a pilot order to test whether the second source is real
A second supplier is not real until it has produced evidence. A sample-room copy does not prove mass-production control, and a quotation does not prove release readiness. The buyer should run a pilot order, compare it against the original approved sample, and inspect it before shifting main volume. A TradeAider's factory audit can test whether the second source has the process control to attempt the order, while PSI tests whether the pilot lot actually matches the same release standard as the first supplier. The scenario estimate is simple: two suppliers with five uncontrolled fields create ten potential drift points. If only 2% of a 5,000-unit split order uses the wrong accessory kit, that is 100 units requiring sorting, rework, or customer-service recovery. The small pilot cost protects the larger split-order decision.
SPAR Scenario: The Second Source That Was Added Too Late
A backup supplier protects the buyer only when it has been qualified before the main supplier fails.
Situation: An Amazon FBA seller sources 5,000 desk organizers from one factory in Ningbo. The first two orders passed inspection, but the third order is scheduled during peak season. The factory warns that it may be 10 days late, so the buyer asks a second factory to produce 2,000 units using the same photos and carton artwork.
Problem: The second factory makes a visually similar product, but the divider slots are 2 mm wider, the barcode label is placed on a different carton panel, and the accessory bag uses a different count label. The issue appears small until the buyer realizes the two shipments cannot be mixed in one FBA plan without relabeling and sorting.
Action: The buyer pauses the second shipment, sends the original approved sample and current spec sheet, and orders a pilot-lot inspection before releasing the remaining balance. The inspector checks dimensions, accessory count, carton mark, barcode scan, and packing version against the locked standard.
Result: The second shipment loses 5 days, and the buyer pays for local sorting at the factory. The trade-off is still better than sending two product versions into the same sales channel. The remaining limitation is that the second source should have been qualified 6 weeks earlier, before the peak-season delay forced an emergency decision.
Supplier Strategy Control Checklist
The best supplier strategy is the one that keeps product evidence portable without letting product interpretation drift.
- Use one supplier until the approved sample, BOM, packaging, label, and inspection standard are stable.
- Prepare a source-transfer package before asking a second factory to quote.
- Run a pilot order before moving main-volume production to the second supplier.
- Inspect each supplier's first mass-production lot separately before mixing inventory.
- Use factory audit to verify capability and TradeAider's Pre-Shipment Inspection to verify finished-lot release evidence.
If you are adding a second source, send TradeAider the approved sample package, spec sheet, BOM, supplier list, planned split quantity, pilot order plan, and destination market. The next step is to ask TradeAider to qualify the second supplier and align the PSI standard before version drift enters a split order.
Frequently Asked Questions
Is a multi-supplier strategy always safer than one supplier?
No. A multi-supplier strategy is safer only after the product standard is stable enough to be repeated by more than one factory. If the second supplier receives incomplete specifications, it may reduce capacity risk while increasing quality variation.
When should an importer add a second supplier?
An importer should add a second supplier when the product has stable specifications, repeatable inspection results, and enough business risk from dependency to justify qualification work. The second supplier should pass sample review, pilot production, and finished-lot inspection before receiving large volume.
How does inspection change in a multi-supplier strategy?
Inspection becomes a version-control tool. Each supplier's lot should be checked against the same approved sample, specification, packaging file, barcode rule, and defect classification so the buyer can confirm that two factories are producing one product standard.
Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
