- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog

Electronics quality control works when it connects each likely failure mode to a controlled revision, an appropriate test, and a defined response. An electronics inspection can be useful without being a universal proof of product performance; its value comes from matching the check to the failure mode and recording the boundary honestly. That is more useful than asking an inspector to "check the electronics" after the product is packed. A buyer needs to know which build was presented, which function or condition matters, how it will be checked, and what happens if the result is outside the approved requirement.
For importers buying from China, the practical goal is not to turn one factory visit into a blanket performance certificate. A reliable report should support a defined next step, such as proceeding, containing a group, correcting a process, requesting a targeted retest, or obtaining separate testing or authorization materials. That keeps the limits of an on-site observation visible when the buyer decides what happens next.
Key Takeaways
- Map each likely electronics failure to the build stage where it can be observed and corrected.
- Lock component, PCB, charger, and firmware revisions before relying on test evidence.
- Separate repeatable every-unit functions from sampled workmanship and packaging checks.
- Keep safety, radio, and laboratory evidence outside the claims made by an on-site visual inspection.
Start With Failure Modes, Not a Generic Visual Check
A visual pass cannot prove electrical behavior, firmware behavior, or traceability. Here, traceability means connecting a unit group to the version and records that apply to it. For each failure mode, distinguish visual acceptance from functional behavior and require traceable evidence tied to the product group. IPC distinguishes soldering-process requirements from post-assembly acceptance, and its IPC-A-610 overview describes visual acceptance requirements for electronic assemblies. That boundary matters: an enclosure can look clean while a function, software build, or manufacturing document still needs a different form of proof.
Begin the brief by naming the failure that would change your decision. A loose connector, a poor solder joint, a mismatched charger, an unstable Bluetooth pairing sequence, an incorrect firmware build, and an unreadable carton label are not the same problem. They do not belong in one undifferentiated defect count. For each one, state the controlling reference, the likely point of origin, the observation method, the documentation needed, and the person who can decide the exception.
This makes the factory conversation more precise. Instead of writing "check charging," write the approved charger model, operating sequence, expected indicator behavior, timing or measurement method where applicable, and the escalation route for a failed result. Instead of writing "check PCB," name the assembly criteria, approved drawing, component revision, or test instruction that controls the observation. Buyers who need a starting structure can review TradeAider's inspection standard, then tailor it to the actual electronics risks rather than copying a generic list.
Place Checks at Four Points in the Build
A test matrix separates incoming-part, assembly, functional, and shipping checks so the evidence fits the risk. In buyer terms, that means deciding where a condition can be observed most honestly instead of forcing every concern into a final inspection report.
| Control Layer | Typical Question | Useful Proof | Buyer Decision |
|---|---|---|---|
| Incoming parts | Is the approved component or charger version present? | Part label, lot identity, approved reference | Accept, isolate, or clarify the substitution |
| Assembly | Does workmanship meet the agreed assembly criteria? | Observation, photos, defined inspection notes | Count, correct, or escalate the condition |
| Functional use | Does the product respond through the required sequence? | Test method, result, unit or batch identity | Extend, contain, or retest the affected group |
| Shipping presentation | Are the final unit, accessories, labels, and cartons the intended version? | Packing list, artwork reference, photos | Confirm presentation or hold a changed subset |
This four-point map is not a new standard and it should not replace an engineering test plan. Its value is simpler: it stops a buyer from asking a final inspector to settle a question that should have been answered at incoming inspection, during assembly, or through a separate product-specific verification path.
Lock the Design, Firmware, and Component Revision
A component, PCB, firmware, or charger change creates a new verification question until the affected units are traceable. A firmware revision is the identifiable software version, marked by an identifier, that controls device behavior. CPSC guidance describes material changes in design, manufacturing process, or component source that could affect compliance. IPC's electronics traceability standard provides the complementary operating idea: documentation needs to connect materials and processes to the affected build group.
Before mass production, lock the approved reference set that matters to your order. It might include a PCB revision, bill of materials, approved charger, firmware identifier, critical artwork, functional test instruction, and a controlled sample. If the supplier proposes a substitution, do not let the change disappear inside a verbal assurance. Ask which units used it, when the change began, what requirement it might affect, and which test or log will verify the result.
This is a good point to review pre-production controls for electronics builds when a new component, tooling adjustment, or reference build needs scrutiny before the issue is multiplied across a full run. The visit is most useful when the buyer has already decided what information would change the production decision.
Separate Every-Unit Functional Tests From Sampling
Use 100% testing for a simple, safety-relevant, or field-critical function when every unit can be checked reliably; use sampling for defined attributes that the plan can represent. A test result is only as useful as its method and identity. NIST explains measurement traceability as a chain of calibration steps, a reminder to state how the test tool and result relate to the requirement.
The decision rule: every-unit testing can be sensible for a repeatable, quick check such as a power-on sequence, a button response, an indicator state, or a pairing step, provided the procedure and pass condition are defined. It is not useful to write "100% tested" when the sequence changes by operator, the expected result is vague, or the test station cannot be tied to the unit or batch. In that case, the number sounds reassuring but does not add dependable support.
Sampling remains useful for agreed attributes, cosmetic conditions, dimensions, packaging details, and other defined checks. Keep it in its proper lane. A sample result can inform the treatment of a stated lot; it does not silently prove every unit's electrical behavior. Put functional escalation rules beside the sampling plan, not inside it. That distinction protects both the buyer and the inspector from turning a narrow result into a broad performance claim.
Control the Conditions That Create Intermittent Faults
ESD control must be managed as a program, not inferred from a clean-looking workbench. Electrostatic discharge (ESD) is a static-electricity event that can damage sensitive parts. ANSI/ESD S20.20 is described by the ESD Association as a standard for establishing, implementing, and maintaining an ESD control program. That is why a buyer should ask about applicable controls and records when sensitive components or intermittent issues are involved, rather than relying on a single tidy photo.
For an importer, this does not mean conducting a facility certification audit inside a build inspection. It means matching the documentation to the suspicion. When a device works inconsistently, ask whether the supplier can connect the finding to a line, work instruction, component lot, handling condition, test station, or build period. A unit observation might identify the symptom; process documentation can help show whether the symptom has a contained cause.
Use a during-production visit when a recurring fault can still be connected to the build that created it. Buyers can inspect electronics controls during production after defining the component, process, or function that needs attention. TradeAider can provide real-time visibility of the approved observations, but the buyer should retain ownership of the technical threshold and the correction decision.
Treat Battery, Charger, and Radio Claims as Evidence Gaps
Battery, charger, and radio claims need product-specific evidence beyond on-site appearance checks. CPSC identifies battery and charger hazards that include overheating, burns, fire, and explosions. For covered RF equipment in the United States, FCC equipment-authorization procedures are a separate technical and regulatory path.
Keep the scopes straight. In practice, an on-site inspection can verify the presented configuration, identify a label or accessory mismatch, document a selected functional sequence, and show whether the supplied documents match the stated version. It should not be described as laboratory proof, an authorization decision, or a universal safety conclusion. IEC's IEC 62368-1 scope is a useful reminder that product safety requirements and performance characteristics are not the same category of proof.
When a device has a rechargeable battery, charger, wireless function, high-power feature, or destination-market requirement, create a separate documentation line in the buyer brief. Name the version, market, applicable requirement, document owner, and the condition that would stop the shipment decision. Then obtain qualified engineering, laboratory, or compliance advice where the device requires it. That is a stronger strategy than asking an inspector to make a compliance conclusion from the device's exterior.
Use Stage Gates to Match the Decision
The best inspection moment is the point where an observed fault can still be traced to a process, part, or version. Build documentation should preserve that connection to the population it describes. Timing is therefore a quality-control choice, not merely a calendar choice.
Use a pre-production gate when the buyer needs to settle a reference sample, a component choice, tooling, artwork, or test instruction. Use a during-production gate when an emerging pattern needs to be connected to a line condition or component lot while that context still exists. Use a pre-shipment gate when the order is complete and at least 80% packed for export, so the finished product, accessories, final labels, and presentation can be compared with the shipment the buyer is considering. Buyers can plan the final electronics inspection gate around that finished-goods decision.
Sampling can sit inside one of those gates, but it does not define the gate by itself. First decide which observations are countable, which functions need a direct test, which documents must be reviewed, and which issues require a hold. Only then use the AQL calculator for an agreed sampling plan. This sequence keeps a sampling table from becoming a substitute for technical acceptance criteria.
Worked Scenario: A Firmware Rework Fails Verification
For a rechargeable desk fan, a supplier’s completed rework claim is not enough when the reworked population still fails the function that triggered correction.
The scenario is illustrative. It follows the failure, rework, verification, and next-build control choices an importer may face with finished electronics.
Test Whether the Rework Actually Changed the Result
An online home-goods importer is preparing 1,200 rechargeable desk fans for a seasonal launch. The buyer’s functional brief requires each fan to shut down at the defined low-battery condition without repeatedly restarting.
An earlier check finds 18 failures in a 120-unit functional selection. The factory identifies 300 units programmed during one station window and says it has reloaded the approved firmware on that group.
The 300 reworked fans are isolated and logged, while the other 900 units remain outside the rework population. The order is finished, but shipment approval is waiting on verification of the corrected group.
A focused verification of 30 reworked fans finds two units that still restart after the low-battery trigger. Their programming records show the expected firmware identifier.
The supplier discovers that the programming station confirmed file transfer but did not run the required post-load power-cycle check. The rework log therefore proves an action occurred, not that the required behavior was restored.
The failed verification means the corrective action is not closed. The 300-unit rework group remains the immediate boundary, but the missing post-load check also exposes a process control that could affect later programming windows.
Correct the Programming Gate Before Reinspection
Hold the 300 reworked fans and suspend release of any later units processed through the same uncontrolled station sequence. The unaffected 900 units remain a separate decision only if their programming records and functional evidence are intact.
The supplier adds the power-cycle check to the station sequence, reprocesses the 300-unit group, records each unit identifier and result, and reviews later programming windows for the same missing gate.
A new verification selection must complete the buyer-approved low-battery sequence with no unresolved restart behavior. The buyer reviews the unit-level record and the station change before reconsidering release of the reworked population.
This example is illustrative. It does not prescribe a battery-safety protocol, firmware sequence, sample size, or legal requirement for every rechargeable product. It shows why rework evidence and verification evidence are different records.
Make Corrective Action Change the Next Build
Corrective action becomes useful only when the next build changes an identified control and the result is checked again. Traceability should preserve what changed and where it applies. A supplier promise to "be more careful" is not yet a corrective action because it leaves later production teams without a shared basis for checking whether the same problem returned.
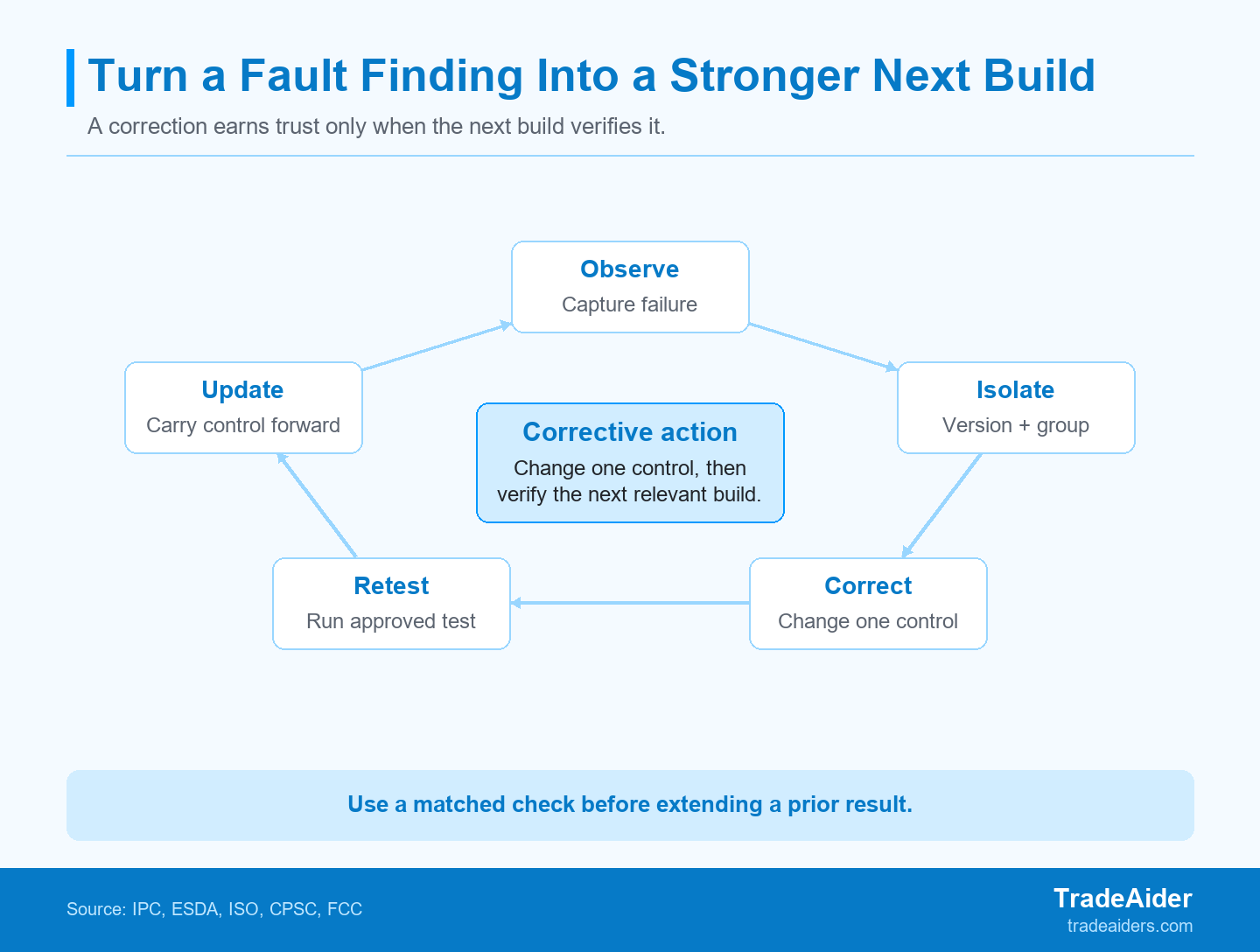
A corrective action closes only when a changed control is verified on the next relevant build.
Ask for a compact correction record: the observed failure, the cause hypothesis, the affected group, the control that changed, the owner, the date, and the verification method. The cause may later prove incomplete, but the record still gives the buyer a disciplined way to test whether the next relevant build is different. A repeat failure with weak scope records may justify a wider hold or review; a contained issue with clear evidence may justify a focused retest.
This is also where an independent report earns its keep. It should distinguish observed facts, reviewed records, remaining limits, and the buyer decision still required. The buyer still owns the technical approval, but the evidence can be made clear enough for procurement, product, and logistics teams to act on the same record.
Buyers assessing inspection providers can compare TradeAider's independent reporting model.
Prepare the Evidence Package Before Booking
A buyer should define the decision owner and the required evidence before an electronics inspection is booked. That brief should name the product and revision, presented quantity or build group, functional sequence, approved references, documentation expected, issues that require an immediate hold, and who can accept a documented exception. It lets the inspector observe and report without inventing technical or commercial authority.
When the version, function, scope, or exception path still needs clarification, contact TradeAider about your electronics inspection scope before the visit is booked. A specific brief gives you a better chance of receiving real-time visibility that can support the next decision.
Frequently Asked Questions
Electronics quality-control answers remain product-specific because functions, markets, and evidence duties differ. The answers below are practical boundaries for an importer, not a substitute for the product's engineering requirements, qualified testing, or applicable regulatory advice.
What should an electronics QC plan test first?
Start with the functions, safety-related conditions, and revision-sensitive parts that would change a buyer's decision if they failed. Then identify the approved version, the test method, and the evidence each condition needs. A cosmetic check may be sampled, while a repeatable critical function may deserve every-unit testing. Do not begin with the easiest items to observe; begin with the conditions that would make a shipment, correction, or retest decision materially different.
Can a visual inspection catch electronic defects?
A visual inspection can reveal workmanship and assembly conditions, but it cannot by itself establish every electrical or firmware behavior. It can document a connector, solder condition, label, accessory, or visible damage against an approved reference. It cannot replace a defined functional sequence, a measurement record, a firmware identifier, or product-specific evidence where those are needed. Use visual checks as one evidence layer, then add the method that addresses the actual failure mode.
When does a firmware change require retesting?
A firmware change needs retesting when it can affect a required function, a safety-related control, a claimed feature, or the evidence supporting it. First identify the updated version and the units that received it. Then define the sequence that exercises the changed behavior and record the result against that population. The earlier result may still apply to the earlier build, but it should not be silently extended to the changed group without matching evidence.
Does an on-site inspection replace laboratory testing?
No, an on-site inspection documents the presented build and selected checks, while required laboratory or authorization evidence follows the product and market. Use the visit to confirm configuration, records, defined observations, and a functional sequence within the approved scope. Keep formal safety, radio, and other product-specific evidence in its own workstream. That separation makes the inspection report more honest and gives the buyer a clearer view of what has and has not been established.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
