- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog

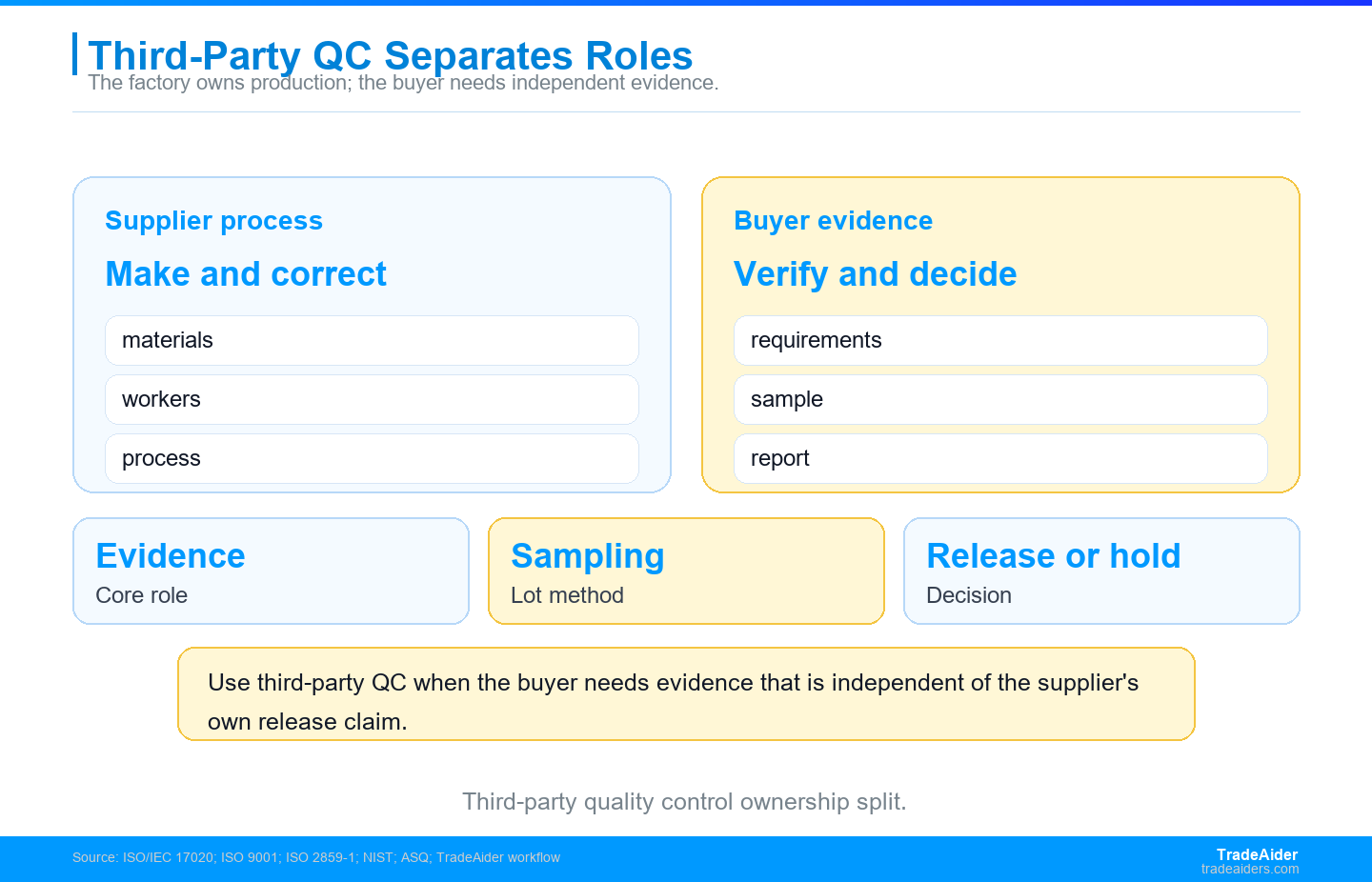
Third-party quality control is not extra reassurance; it means an independent inspection team checks product, packaging, quantity, labels, and defects against buyer requirements before the buyer makes a shipment decision, and TradeAider uses that evidence to keep release, hold, sort, rework, testing, or reinspection choices visible. The practical answer is to inspect the risks that can still be changed, record the evidence that proves conformity, and decide whether to release, hold, sort, rework, test, or reinspect before the shipment moves beyond buyer control.
Key Takeaways
- Third-party QC is independent evidence: it checks the shipment against buyer requirements rather than repeating the supplier's own promise.
- It does not replace supplier QA: the factory still owns process control, correction, and prevention; the third party verifies a defined lot at a defined stage.
- Sampling needs a lot map: the report should show quantity, SKU spread, cartons, defects, photos, and severity so the buyer can judge release risk.
- The output is a decision file: release, hold, sort, rework, test, or reinspect should be possible from the evidence collected.
What Does Third-Party Quality Control Mean?
Third-party quality control is a buyer-side verification service performed by an inspection team that is separate from the supplier's own production and quality department. ISO/IEC 17020:2026 frames inspection around competence, impartiality, consistent operation, and determining conformity with requirements. In simple terms, third-party QC asks one question: does this defined order match the buyer's product file closely enough to release, hold, correct, or investigate?
The word third-party does not mean the supplier is ignored. It means the evidence is not produced only by the party that made the goods. ISO 9001 is useful background because quality management depends on requirements, controlled processes, performance evaluation, and improvement. A supplier quality system may be strong, but the importer still needs shipment-specific evidence before goods move beyond practical control.
Supplier QA still owns the process
Supplier QA should prevent defects, train workers, control materials, check the production line, correct problems, and keep records. A third-party inspector arriving before shipment cannot redesign the factory's process in one visit. If the supplier has weak process control, the buyer may still need a factory audit, earlier production checks, or product testing. This boundary matters because a third-party QC report is not a magic warranty; it is evidence about the inspected lot at the inspected stage.
In a 15,000-unit order, third-party QC can identify a defect pattern, but the supplier still has to correct line setup, worker instructions, material handling, and rework control. Keeping that role clear prevents the buyer from treating one inspection visit as a substitute for process ownership.
The buyer owns the acceptance rule
The buyer must decide what counts as acceptable before inspection starts. That includes product specification, approved sample, defect classifications, tolerance, packing rules, label requirements, destination-market constraints, and escalation instructions. Without that acceptance rule, the inspector can observe problems but cannot reliably classify release risk. A strong buyer brief turns third-party QC from a visual walk-through into a decision tool that can withstand supplier debate and internal approval pressure.
A practical acceptance rule should name the defect severity, the sample plan, the tolerance, and the person who can approve release. If 3 teams read the same report differently, the problem is usually not the inspector's eyesight; it is an undefined buyer rule.
What Does Third-Party QC Usually Check?
Most third-party QC checks combine product identity, workmanship, dimensions, function, labels, packaging, quantity, carton condition, and report evidence. BLS describes quality control inspectors as workers who examine products and materials for defects or deviations from specifications. For importers, that definition should be read literally: the inspection must compare actual goods with a specification, not with a general impression of acceptable quality.
O*NET also lists practical inspection tasks such as inspecting, testing, sorting, sampling, measuring, and weighing products or materials. In a buyer report, those tasks become evidence fields: sample size, sampled cartons, measured values, photos, defect counts, severity, lot identity, and comments that explain whether the issue is isolated or systemic.
| Check area | Evidence the buyer should see | Decision value |
|---|---|---|
| Product identity | SKU, model, color, size, approved sample match | Prevents wrong-goods release |
| Workmanship | Photos, counts, defect locations, severity | Supports accept, hold, or sort |
| Function and measurement | Test steps, gauges, tolerances, failed samples | Shows whether defects affect use |
| Labels and packaging | Carton marks, retail labels, barcode, packing method | Reduces retail and customs disruption |
| Quantity and lot spread | Carton count, sampled cartons, subgroup notes | Shows whether the sample represents the lot |
The table is also a useful way to judge weak inspection reports. If the report gives a pass or fail result without showing lot identity, defect severity, and evidence spread, the buyer may still be exposed even when the supplier accepts the report.
How Third-Party Quality Control Works in a Real Order
A practical third-party QC process starts before the inspector arrives. The buyer sends the purchase order, product specifications, approved sample notes, packing rules, label files, defect definitions, destination requirements, and production status. If the order is still early, Pre-Production Inspection can verify materials, samples, labels, and readiness before mistakes multiply.
When production is moving, During Production Inspection can check early output, defect concentration, and correction evidence while the supplier can still adjust the process. When the shipment is complete, Pre-Shipment Inspection can verify the finished lot; for TradeAider PSI, goods should be 100 percent completed and at least 80 percent packed for export so the sample represents the shipment.
Third-party quality control is useful when it separates supplier responsibility, buyer requirements, and independent evidence into one release decision.
Sampling turns checking into a lot decision
ISO 2859-1:2026 provides current AQL-indexed sampling schemes for lot-by-lot inspection by attributes. NIST describes acceptance sampling as a middle path between checking nothing and checking every unit. That distinction is useful for importers: third-party QC does not prove that every unit is perfect; it uses a defined sample and acceptance rule to decide whether the lot is acceptable enough to release or should be held for action.
The buyer should read the sample as a representation of a defined lot, not as a promise about every unit. When 315 checked pieces represent 18,000 units, carton spread, SKU spread, and defect location decide whether the sample evidence is trustworthy.
The report must support escalation
A useful report does more than record defects. It helps the buyer negotiate the next step. If defects are minor, isolated, and within the agreed acceptance rule, release may be reasonable. If defects are major, concentrated in one color, repeated across cartons, or tied to function or safety, the buyer may need sorting, rework, product testing, or reinspection. The inspection report should therefore make defect distribution and severity easy to understand.
Escalation should be built into the report before emotions rise. A buyer who can point to 9 major defects, 3 affected cartons, and the relevant photos can request sorting or reinspection more cleanly than a buyer relying on a general complaint.
When Importers Should Use Third-Party QC
Third-party QC is most useful when the buyer cannot physically supervise the order, when the supplier is new, when product requirements are detailed, when the destination customer has strict receiving rules, or when a defect found after arrival would be expensive to correct. It is also useful when internal teams need an independent record before paying a balance, approving shipment, or releasing goods to a marketplace, retailer, distributor, or warehouse.
Importers should not wait for final inspection if the real risk appears earlier. Materials, tooling, first output, labels, and packaging artwork may need earlier checks. If the risk is hidden rather than visible, TradeAider can coordinate product testing services so the buyer does not confuse a visual inspection with proof of composition, performance, restricted substances, or regulatory compliance.
| Order condition | Best QC timing | Why timing matters |
|---|---|---|
| New supplier or new product | PPI plus DPI | Confirms readiness before defects scale |
| Complex workmanship risk | DPI and PSI | Finds process drift before final packing |
| Finished repeat order | PSI | Confirms the lot before release |
| Hidden safety or material claim | Testing plus inspection | Separates visual evidence from lab proof |
| Urgent shipment with strict customer rules | PSI with clear hold rule | Avoids late receiving disputes |
Scenario Estimate: What Independent Evidence Changes
Consider an 18,000-unit order from a supplier that says the goods are ready. In a weak process, the buyer receives a message, a few factory photos, and a request for balance payment. In a stronger third-party QC process, the buyer receives a lot map, sampled cartons, measured evidence, defect photos, counts, severity, packing checks, and a clear release recommendation. The difference is not paperwork volume; it is decision leverage.
If the inspected sample finds defects concentrated in one subgroup, the buyer can ask for targeted sorting or reinspection rather than rejecting the whole order blindly. If the report finds no material issue and the sample spread is representative, the buyer has a cleaner reason to release. The value is greatest when the report arrives before payment, pickup, vessel cutoff, or customer delivery commitments remove the buyer's practical choices.
Calculated from 18,000 units and a 315-unit inspected sample, 315 divided by 18,000 equals 1.75 percent of the shipment turned into direct buyer evidence. Calculated from 9 major defects found in 315 checked units, 9 divided by 315 equals 2.86 percent of the sample needing severity review before release. Calculated from a USD 0.38 sorting cost and 1,200 units in the suspect subgroup, 1,200 x USD 0.38 equals USD 456 before replacement, freight, or chargeback exposure. Calculated from 4 buyer actions, release, hold, sort, and reinspect means the report must support 4 different decisions instead of one vague pass message. Calculated from 3 independent evidence fields per defect, photo, count, and location equals 27 evidence points when 9 defects are recorded correctly. Calculated from a 2-day hold window, 2 x 24 hours equals 48 hours for buyer-supplier negotiation before the cargo leaves the factory. Calculated from 5 review fields and 9 major defects, 5 x 9 equals 45 buyer review points before the release call.
What Third-Party Quality Control Cannot Prove
Third-party QC should not be oversold. ASQ explains acceptance sampling as a way to make accept-or-reject decisions from sample evidence; it does not promise zero defects. AQL sampling can support a lot decision, but it cannot guarantee that every unit in a shipment is conforming. The buyer should also avoid using a visual report as proof of chemical content, electrical safety, material composition, or long-term performance.
Some questions require lab tests, engineering review, factory process evidence, or destination-market compliance checks. CBP reasonable care guidance also reminds importers that responsibility does not disappear because a third party inspected goods. The importer still needs to know what is being bought, where it is going, and which documents or safety obligations apply.
- Do not treat a visual inspection as a certification of hidden material properties.
- Do not inspect without an approved sample, specification, or defect classification.
- Do not accept a pass result if the report does not show sample spread and evidence.
- Do not use late PSI when material or process risks should have been checked earlier.
- Do not forget that supplier corrective action remains the supplier's responsibility.
How TradeAider Fits Third-Party QC Into Buyer Decisions
TradeAider helps importers match the inspection stage to the decision that still needs to be made. For supplier readiness and early production risk, buyers can use Pre-Production Inspection and During Production Inspection. For final release risk, buyers can use Pre-Shipment Inspection with product checks, AQL sampling, photos, measurements, label review, packing review, and defect classification.
For supplier capability questions, factory audit services can review factory conditions before the order becomes a shipment problem. For hidden risk, product testing services can add lab evidence. If the buyer already knows the lot size and inspection level, the TradeAider AQL calculator and inspection standard guide can help align sample size and acceptance rules before booking.
To plan the inspection, send the PO, product file, approved sample notes, order quantity, production status, packing status, destination market, known risks, and shipment deadline. The practical next step is to contact TradeAider before the supplier's release window becomes the buyer's receiving problem.
Third-Party QC Checklist for Importers
A simple checklist works best when it is short enough to use before every order and specific enough to prevent a vague report. The goal is not to ask the inspector to check everything equally. The goal is to make the buyer's highest-risk requirements visible before the inspection date.
- Confirm product file, approved sample, tolerance, and defect classifications before booking.
- Define the lot by quantity, SKU, color, size, production date, and carton count.
- Choose inspection timing based on correction leverage, not only shipment date.
- Require photos that show overview, close-up, scale, carton identity, and defect location.
- Separate visual inspection from testing when hidden claims matter.
- Decide in advance who can approve release, hold, sorting, rework, or reinspection.
If these 6 points are missing, the buyer may still have an inspection event but not a decision-ready QC file. TradeAider can use the same checklist to turn a supplier-ready claim into release, hold, sort, rework, testing, or reinspection evidence.
Frequently Asked Questions
Is third-party quality control the same as inspection?
Third-party quality control usually includes product inspection, but its broader purpose is to create independent evidence for the buyer's shipment decision. It may include product checks, packing checks, sampling, measurement, photos, defect classification, report review, and escalation. The supplier still owns production control; the third party verifies whether the defined order matches buyer requirements at a defined stage.
Does third-party QC guarantee that every unit is defect-free?
A normal third-party QC report supports a lot decision from sample evidence, so it cannot guarantee that every unit is defect-free. AQL sampling can help decide whether a lot should be accepted or rejected, but hidden risks may still need testing. Critical defects may also require a stricter hold rule than normal minor-defect limits.
When should an importer book third-party QC?
Importers should book third-party QC before the relevant defect risk becomes expensive to correct or impossible to separate. Use PPI for materials and readiness, DPI for early production and defect spread, and PSI when the shipment is complete and at least 80 percent packed. If safety, chemical, or performance claims matter, add product testing instead of relying only on visual inspection.
What should a buyer send before third-party QC starts?
A buyer should send the files that define conformity before the inspector arrives, not after the supplier disputes a finding. Send the PO, product specification, approved sample notes, drawings, packing files, label artwork, order quantity, production status, destination market, known risks, defect classifications, and shipment deadline. A clearer brief makes the final report much easier to use for release, hold, sorting, rework, or reinspection.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
