- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog

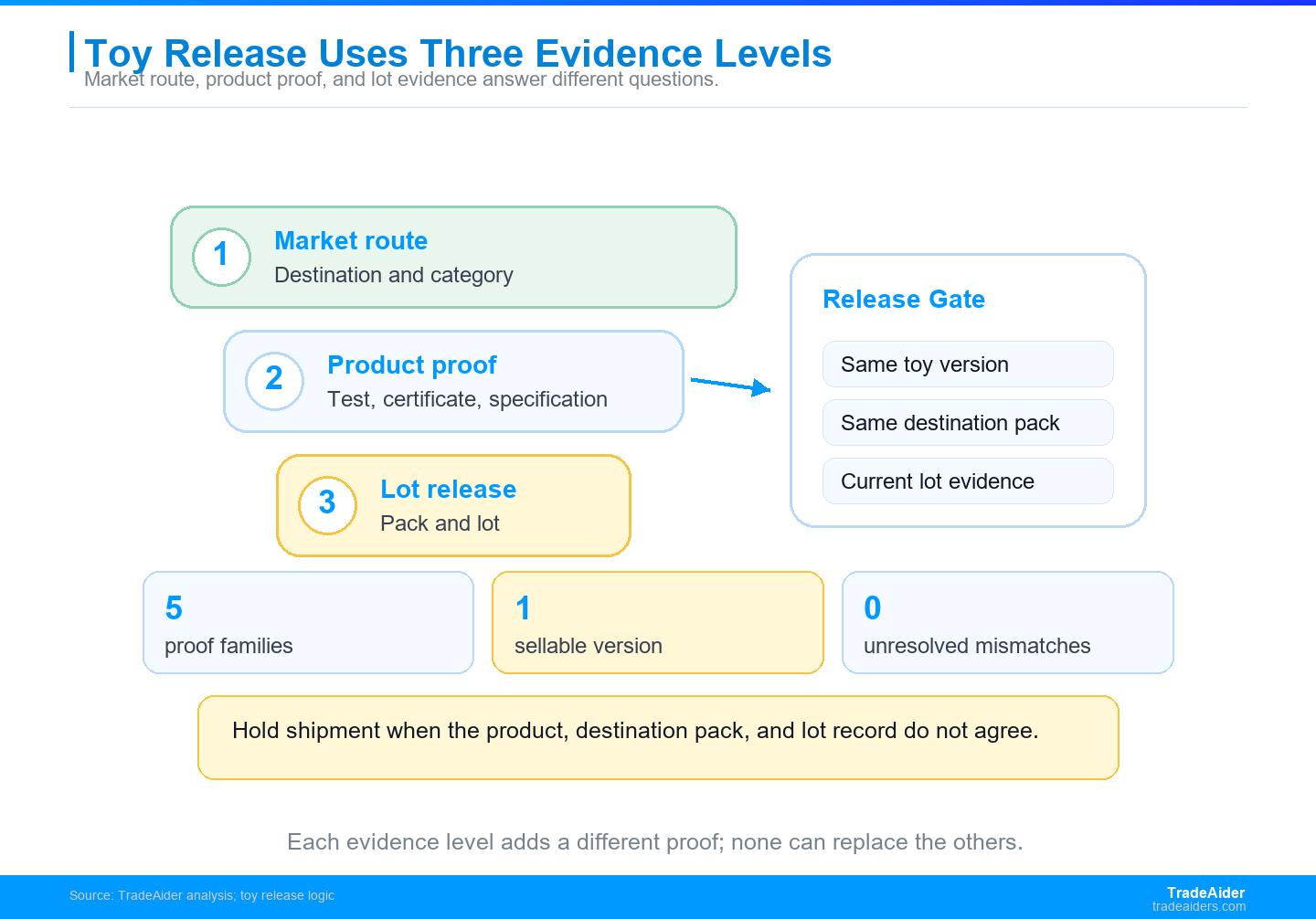
A current-lot appearance check cannot replace the documentation and product-configuration proof required for a destination market; a release decision must reconcile all five proof families.
Toy quality control standards work best as a chain of proof, not a stack of acronyms. One requirement tells a buyer which market baseline applies. Another ties a finished product to the test and certificate path. A third controls the specific toy and its age-grade presentation. The final two show whether the current lot and packed shipment still match that approved evidence. A shipment can look neat and still be the wrong product for its intended market.
The practical goal is not to make an inspector memorize every rule. It is to make each inspection question answerable with a named product reference, destination market, physical sample, document, or carton range. That distinction matters especially for toys because age grading, warnings, components, packaging, and test requirements can shift when a supplier changes a material, mold insert, paint, battery, accessory, or country-specific pack.
TradeAider helps importers turn buyer-owned toy requirements into a clear inspection scope. Start by deciding which proof is required before production, which proof must be linked to a finished SKU, and which observations can change the export release decision.
Key takeaways
- Separate destination-market rules from the factory's appearance checklist.
- Keep test and certificate records tied to the actual product configuration.
- Inspect age grade, warning, barcode, pack, and carton as one retail identity.
- Use sampling to judge the current lot after requirements are already defined.
- Hold a shipment when the physical toy, documentation, and packed SKU no longer agree.
The Five Standards Each Prove a Different Thing
A buyer needs five distinct proof families: a market baseline, a test and certificate path, a product specification, a retail identity record, and a lot release decision. 16 CFR Part 1250 is a useful U.S. starting point because it identifies the federal toy safety standard. Data from the regulation establishes the market-baseline role; it does not replace product-specific testing or a current-lot inspection.
Those five families should be connected before the factory ships. The market baseline tells the buyer which route applies. The test and certificate path establishes what must be supported for the defined product. The product specification identifies the approved toy. The retail identity record connects the toy to its pack and destination version. The lot release decision deals with the particular units, cartons, and corrections present at the end of production.
| Proof family | Question it answers | Evidence to retain | Release risk if missing |
|---|---|---|---|
| 1. Market baseline | Which destination requirements apply? | Market, age grade, category review | Wrong compliance route |
| 2. Test and certificate path | What must the product file support? | Applicable reports and certificate basis | Unlinked test evidence |
| 3. Product specification | What exact toy was approved? | Sample, BOM, drawings, functions | Substitution hidden in production |
| 4. Retail identity and traceability | Does the toy match its age grade, pack, and SKU? | Artwork, label, barcode, carton mark | Wrong consumer-facing version |
| 5. Lot release evidence | What does the current export lot show? | Sample plan, findings, pack-out, recheck | Shipment released against stale proof |
An inspection standard helps a buyer turn these categories into named physical checks before the visit. It is not a substitute for the legal or laboratory route; it is the bridge between a buyer's approved reference and an inspection report that can be acted on.
1: Start With the Destination-Market Baseline
Toy safety requirements begin with the intended market and product category, not with an inspector's generic checklist. The European Commission toy-safety overview describes the EU framework for toy safety. Data from that overview is useful for deciding which market file needs to be reviewed before a toy is packed for that destination.
For U.S.-bound children’s products, the federal route may require a buyer to consider the toy safety standard, testing, and certification responsibilities. For EU-bound products, the applicable framework and documentation route may differ. The same physical toy can therefore need separate artwork, warnings, language, technical documentation, or conformity evidence depending on the sellable version. A factory SKU alone does not resolve that question.
The boundary is important for inspection planning. An on-site inspector can compare an approved warning panel, age-grade mark, component, labeling placement, and packaging version with the current sample. That inspection does not decide whether a material test method was correctly run or whether every legal obligation has been met. State the destination, age grade, toy category, required document, and physical check in the buyer brief before samples are selected.
2: Tie Testing and Certification to a Frozen Product Configuration
A test report or certificate is useful only when the buyer can connect it to the product configuration being offered for sale. For U.S.-bound children’s products, the CPSC's Children’s Product Certificate framework is linked to 16 CFR Part 1107 which addresses testing and certification requirements for children’s products. Data from the regulation supports checking the identity between the certified product and the shipment SKU rather than treating any nearby report as proof.
A frozen configuration should identify the model, age grade, materials, components, color or coating where relevant, intended function, packaging version, warnings, and any version-specific accessories. The purpose is not administrative decoration. If a factory changes a magnet, paint supplier, cord, battery compartment, small accessory, or package insert after a report was prepared, the buyer needs to know whether that change affects the evidence path before assuming the existing record still applies.
ASTM F963-23 is the U.S. consumer-safety specification for toy safety. Data from the standard listing helps identify the product-standard boundary, while the buyer's own specification still controls the exact approved version that the factory must make. A pre-production inspection can be valuable when samples, materials, labels, or pack components need to be aligned before repeated output begins.
Toy release evidence becomes stronger when the product route, retail identity, and export-lot record all point to the same sellable version.
3: Inspect the Toy’s Retail Identity, Not Just Its Appearance
Age grading, warnings, instructions, barcode, model reference, packaging artwork, and carton marks form one retail identity that must match the actual toy. Directive 2009/48/EC is the EU Toy Safety Directive. Data from the directive provides a market-documentation boundary; inspection checks whether the intended version is present on the physical and packed item.
Build a version sheet that puts the approved toy photo beside the pack artwork, warning panel, barcode, language set, inner-pack quantity, carton mark, and destination. Do not rely on memory when several versions share one mold or product name. A correct red toy in a carton printed for the blue version can create a receiving and consumer-information failure even when the toy itself has no visible workmanship issue.
Traceability should be specific enough to support a follow-up decision. Record the SKU, production date or work order when available, colorway, carton number or range, and the source file used for comparison. When a mismatch is found, that record lets the buyer ask whether the issue is isolated to a print batch, a packaging station, a destination version, or a wider production period.
4: Use Sampling to Evaluate the Current Export Lot
For current-lot review, the buyer should define the inspection checklist, lot boundary, and hold threshold first. A sample plan then turns those defined checks into an observation of the current lot; it does not choose the market rule or product configuration for the buyer. ISO 2859-1:2026 describes acceptance-sampling schemes for inspection by attributes. Data from the standard establishes the lot-sampling role, while the buyer still decides which toy attributes and immediate-hold conditions matter.
AQL is a sampling approach for checking selected lot attributes. For toys, that can include workmanship, sharp edges or loose components that are visible within the agreed inspection scope, color and print consistency, functional operation where a buyer-defined check is possible, retail identity, package condition, assortment, and carton count. Use the sample plan only after those attributes are agreed. It does not replace a laboratory test, a certificate route, an age-grade decision, or a product-specific safety assessment.
Make the selection logic visible. If a product comes in several colors, versions, or packs, record how the sample covered them. If a defect appears only in one version, trace the material, print, assembly, or packing difference before assuming that every unit is affected.
A passed sample does not erase a document conflict. A valid document does not prove the packed lot used the same toy and retail version.
Worked Scenario: One Toy, Two Destination Packs
The following illustrative scenario shows why a release decision needs product, destination, and lot evidence at the same time. The example begins after a final-pack mismatch has been recorded against the buyer's approved packing matrix, but before the buyer has accepted the shipment. It distinguishes a print-batch issue, a packing-station issue, and a broader product-version issue. Where the issue begins before final pack-out, a During Production Inspection can help identify the active process boundary. 16 CFR Part 1112 addresses third-party conformity assessment bodies for children’s products. Data from that route keeps the example clear about the difference between certification evidence and a physical packing check.
A Destination-Pack Conflict in an Illustrative 4,800-Unit Order
Illustrative scenario: an importer is preparing a push-along activity toy for two destination markets. ISO/IEC 17025:2017 addresses competence requirements for testing and calibration laboratories. Data from that standard keeps this example clear that an inspection report is not a laboratory conclusion.
The order contains 4,800 units in two destination packs, each with a shared toy body but a different warning and language panel.
The physical toy sample, buyer-defined function check, and finish are acceptable, and the completed cartons are being prepared for export release.
Selected cartons marked for the first destination contain inserts printed for the second destination pack.
The toy body and model number match the approved product reference, but the consumer-facing warning set does not match the carton route.
The finding is not only a packing defect. It breaks the link between destination file, retail identity, and carton mark, so the buyer cannot assume that the selected export version is correct.
Hold the named carton range and verify the destination-pack matrix before release.
Isolate the related insert and carton-print batches, replace the incorrect pack components, and keep the affected cartons separate until a recheck is complete.
Confirm the toy model, destination warning panel, language set, barcode, inner pack, and carton mark agree after correction, then record the carton range rechecked.
This is an illustrative scenario only. A corrected carton range does not prove every pack in the 4,800-unit order is clear, but it does allow a targeted recheck instead of an unsupported whole-order assumption. For a completed order, a Pre-Shipment Inspection, a release-stage review of a completed export lot, can be scoped around the toy, retail identity, packing, and the specific evidence needed for shipment release.
5: Release Only When the Evidence Set Still Matches
The final release file should show that the approved toy, applicable destination route, test or certificate evidence, retail identity, inspected lot, and corrective result still point to the same sellable version. ISO 10005:2018 provides guidance for quality plans applied to a specific output or contract. Data from that guidance supports keeping changes, checks, and release evidence in one reviewable record.
Before release, compare the latest product specification, approved sample, destination-pack matrix, applicable report or certificate file, sample selection, defects, functional observations, pack-out, carton marks, and any corrective recheck. A defect tally alone is incomplete when the finding changes the toy's market identity or the evidence linked to it.
Keep a version ledger beside the release report. For each destination version, list the product reference, pack artwork revision, warning and language set, barcode, required evidence file, carton mark, and the result of the current check. When a factory says that only the packaging changed, the ledger gives the buyer a way to test that statement against the version actually packed. It also prevents a correction from closing the wrong question: replacing an insert may solve a retail-identity mismatch, but it does not answer whether the production file, test basis, or destination route has changed.
Use the corrective record to name the original reference, the mismatch, the affected lot or carton boundary, the action owner, and the exact recheck proof. In practice, that format gives the buyer a defined decision: release the identified population, hold it pending a named proof, or expand the review because the boundary remains uncertain.
When the order is ready for an independent release-stage review, contact TradeAider's team with the destination markets, product file, order status, critical checks, and known factory changes.
Frequently Asked Questions
Which toy standards should an importer confirm first?
An importer should first confirm the destination market, product category, age grade, and the buyer's approved product version. Those inputs determine which evidence path must be reviewed before an inspection sample is selected. Starting with a generic defect checklist can miss the more serious problem: the supplier may be checking a toy against the wrong market or sellable version.
Does an AQL inspection prove toy compliance?
No, an AQL inspection only structures sampling for selected lot attributes after the buyer has defined the requirements. It can show observations from the current lot, such as workmanship, pack-out, or visible identity checks. It does not replace testing, certification, an age-grade decision, a regulatory review, or evidence that a laboratory report applies to the exact toy being shipped.
What should a toy inspection verify on packaging?
A toy inspection should verify the packaging elements that identify the sellable destination version: model, age grade, warnings, language set, barcode, inner-pack quantity, inserts, and carton mark. The correct list comes from the buyer's approved artwork and packing matrix. A clean package is not enough when its warning, barcode, or destination information belongs to a different SKU.
Can one toy use separate packs for different markets?
Yes, the same physical toy may be sold in different destination packs, but the buyer should treat each sellable version as its own evidence path. Match the product configuration, age-grade presentation, warning and language artwork, barcode, documents, and carton route. The shared toy body does not automatically make the surrounding retail and documentation version interchangeable.
When should an importer hold a toy shipment?
An importer should hold a toy shipment when the physical product, destination route, report or certificate file, age-grade presentation, pack components, barcode, or carton identity no longer match. The next action should be proportionate: isolate a named boundary when records support it, correct the mismatch, and recheck the same product and packing evidence before a release decision is made.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
