- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog
In manufacturing, quality inspection matters because it preserves a buyer's ability to act while the affected work is still identifiable. A defect found beside the production line can often be contained, corrected, and checked again. The same defect found after cartons are mixed, booked for shipment, or received by customers may be harder to trace and more expensive to resolve. Inspection is therefore not a ceremonial pass/fail event. It is a way to connect an observed condition to a specific decision, population, and next action.
For importers, that distinction changes how an inspection brief should be written. The useful question is not, "Can someone inspect this order?" It is, "What decision must this visit support, what evidence will answer it, and how much of the order could be affected if the answer is no?" A clear answer protects the factory relationship as well as the shipment. It tells both parties what is being checked, why it matters, and what happens after a finding.
Key takeaways
- Inspection has its greatest leverage before an issue becomes mixed across production, packing, and shipment records.
- A documented plan identifies the product references, checkpoints, owners, and actions before an inspector starts sampling.
- An agreed sampling convention helps select and judge units but does not decide which dimensions, functions, labels, or documents are important.
- Measurements need a stated method and credible instrument chain, or a reported number may not support a release decision.
- A report is valuable when it turns a finding into a bounded correction and verification task, not when it simply lists defects.
Inspection Protects Correction Leverage
The importance of quality inspection is not only that it detects defects. It shows the buyer what can still be corrected before the affected work becomes difficult to separate.
Manufacturing creates a moving trail of materials, setups, operators, work orders, subassemblies, labels, and cartons. Early in that trail, a finding can still be connected to a machine setting, an incoming component lot, an approved sample, or a specific shift. Later, those connections may be blurred by rework, mixed storage, relabeling, and consolidated packing. The sooner a condition is found, the more likely the buyer can ask a precise question instead of ordering a broad and disruptive recheck. That preserves correction leverage, keeps traceability visible, and gives the buyer a release decision that can still be executed. ISO 10005:2018 provides related guidance for establishing, applying, and revising controls around a specific output or contract.
This does not mean every order needs every kind of visit. It means the timing must match the risk. A pre-production review is useful when the main uncertainty is whether material, artwork, tooling, or the approved reference is ready to set the pattern. A pre-production inspection can help a buyer resolve that question before repeated output makes a mismatch larger. A finished-lot visit is useful when the decision is whether the completed order, labels, and export packing match the agreed product file.
Inspection creates value when it converts uncertainty into a specific action while the factory can still isolate the affected population.
A finding becomes more costly when its boundary disappears
A defect count is incomplete unless the buyer can identify where the condition began, which units may share it, and what evidence will close the issue.
Consider a bent metal tab on a storage tray. One bent tab may be a handling mark. Six similar tabs from the same press setup may point to a die, material thickness, or handling problem. The observation alone does not settle the cause, but it changes the next question: which work order, time window, and carton range need attention? The report should capture enough identity to answer that question, including SKU, production stage, visible pattern, quantity status, and relevant lot or carton marks. ISO 9001:2015 places the same emphasis on a quality-management system that can meet customer and applicable requirements through planned and controlled processes.
That is why a final report should not turn every defect into a sweeping claim about the entire order. Nor should it hide a repeated pattern inside a single total. The buyer needs a practical boundary: recheck the named work order, hold the cartons packed after a documented change, or verify the corrective action on a defined sample. A boundary makes correction proportionate. Without one, the factory may either under-react or rework far more than the evidence supports.
Choose the Inspection Stage by the Decision at Stake
Each inspection stage should answer a different decision question, so its checks and records should not simply repeat the same generic checklist.
ISO 10005:2018 describes quality plans as guidance for establishing, reviewing, applying, and revising plans for a product, process, service, project, or contract. For an importer, a quality plan is a documented set of product requirements, checks, owners, and actions. Name the promise first, then choose the point at which it can still be checked. The plan does not need to be a long manual. It needs to show the product reference, the controlled feature, the inspection stage, the acceptance basis, and the action if the result is unclear.
| Stage | Decision supported | Useful evidence | Typical next action |
|---|---|---|---|
| Before production | Are the approved references ready to set the pattern? | Sample, drawing revision, material identity, artwork | Clarify or approve before repetition begins |
| During production | Is a repeated process still producing the agreed product? | Process sample, setup record, work-order identity, in-line checks | Contain, adjust, and verify the affected window |
| Pre-shipment | Can the completed export lot move as described? | Lot selection, sampled units, labels, carton marks, packing condition | Release, hold, or recheck after correction |
Inspection bodies examine items and determine conformity with requirements that can come from standards, regulations, contracts, or internal specifications. That framing in ISO/IEC 17020:2026 is a useful guardrail for buyers: the inspector should not invent the requirement during the visit. The order brief should state the requirement and the decision owner. When a production pattern is the concern, an independent review can focus on the still-correctable portion of the order rather than waiting for packed cartons to reveal the same issue.
Build an Inspection Brief That Can Produce a Decision
A useful inspection brief identifies the exact reference, the relevant checks, the decision threshold, and the evidence needed when a finding is not routine.
A vague brief such as "check quality" asks the inspector to guess what the buyer values. A stronger brief separates four things. First, name the controlled reference: approved sample, drawing, measurement sheet, artwork file, bill of materials, or purchase-order requirement. Second, name the feature being checked: assembly, fit, color, label, count, function, packaging, or documentation. Third, state the acceptance basis. Fourth, specify the escalation path for findings that cannot be classified as a simple minor or major defect. At TradeAider, this kind of brief is also the practical bridge between the buyer's reference file and an inspection visit that can produce a clear next action. For a repeated process concern, a During Production Inspection can focus the review on the still-identifiable work order before packing makes containment harder.
That last point is where inspection becomes more than appearance control. A missing accessory may be visible and easy to count. A label that names the wrong SKU may create a routing problem. A changed component may require the buyer to compare the physical item with an approval or test file. These are different decisions, so they need different photos, measurements, samples, and records. Asking for the evidence in advance is faster than trying to reconstruct it after the factory has packed the order. ISO 9001:2015 frames quality management as a system for meeting customer and applicable requirements; the inspection brief is where an importer makes those order-specific requirements usable at the factory visit.
Keep inspection observations separate from laboratory conclusions
An inspection can document what is present in a lot, while a laboratory result supports a different question about a stated method, specimen, and test scope.
On-site inspection can confirm visible construction, product identity, basic operation where the agreed method allows it, carton condition, and whether documents or markings match the order file. It should not be presented as laboratory proof. ISO/IEC 17025:2017 sets requirements for the competence, impartiality, and consistent operation of testing and calibration laboratories. A buyer who needs a laboratory conclusion should define the applicable requirement, specimen identity, and report scope separately from the factory-floor check.
Separating the two protects the decision from false confidence. A clean visual inspection does not prove an untested performance characteristic. A valid test report does not show that the current packed lot is free from workmanship defects, wrong labels, or shipping damage. The release file is stronger when each document answers its own question and the buyer checks whether all of them still refer to the same product version.
Inspection has the most practical value when a finding can still be linked to a defined production window and verified after correction.
Use Sampling to Scale Observation, Not to Replace Judgment
Sampling makes an inspection practical across a lot, but it does not tell the buyer which product features deserve attention or how a repeated pattern should be contained.
ISO 2859-1:2026 defines acceptance-sampling schemes for inspection by attributes and explains how AQL-indexed plans use sample size and acceptance or rejection thresholds. That is useful structure for a lot-by-lot decision. It is not a substitute for an inspection plan. The plan still needs to identify the attributes to observe and the conditions that deserve an immediate hold, targeted recheck, measurement review, or buyer escalation.
For example, a sampled cosmetic review may reveal minor surface variation. A dimensional check may expose a fit issue that affects every unit made after a tooling adjustment. A packing check may find the right product in the wrong carton. Treating all three as one generic defect count hides the different actions they require. Use an agreed AQL sample plan to make the lot review repeatable, then keep critical checks visible as their own line items and evidence requirements.
Repeated observations should trigger a boundary question
When similar findings recur, the first escalation question is not merely how many were found; it is whether the inspection record can connect them to a common process or population.
A quality team should look for pattern evidence without pretending that every repeat proves a root cause. Do the findings share an SKU, station, component batch, operator period, color, mold cavity, carton mark, or packing sequence? If the answer is no, the buyer may need a broader review. If the answer is yes, the recheck can be directed at a known boundary. This is more useful than asking the factory to "improve quality" because it defines a testable correction. ISO 19011:2026 provides related guidance for a consistent management-system review process.
The same logic applies after rework. A factory statement that the issue is fixed is not yet a release decision. The buyer should know what was changed, which units were touched, how the change was checked, and whether cartons or labels were affected. Those recheck expectations should be explicit before the visit, especially where the physical product and its export packing can become separated.
Treat Measurement Results as Evidence, Not Decoration
A recorded dimension supports a release decision only when the buyer can understand what was measured, against which tolerance, by which method, and on which item.
Numbers can make an inspection report look rigorous while still leaving the buyer uncertain. A length reading without a drawing revision, tolerance, unit, measurement point, or product identity may not answer whether the part fits. A functional claim without a stated sequence may not be repeatable. The inspection brief should identify the measurement point and acceptance basis before the inspector arrives, then the report should show the item selected, method used, result, and any deviation. A clear inspection standard can make that evidence request visible before the visit.
ISO 10012:2026 addresses measurement management systems intended to build confidence in the validity and reliability of measurement results. NIST similarly explains measurement traceability as a chain of calibration back to a standard. For a buyer, those principles mean a simple operational rule: do not make a tight fit, safety, or customer-facing claim depend on an unexplained number.
TradeAider can use a buyer-defined measurement sheet to make the inspection result easier to review alongside the approved reference. The point is not to turn a factory visit into a laboratory exercise. It is to ensure that a dimension or function check is described clearly enough for the buyer to decide whether a deviation is isolated, tolerable, correctable, or a reason to hold the lot.
Worked Scenario: Protecting the Boundary After a Tooling Adjustment
This scenario shows how a buyer can use a known production boundary to make a proportionate recheck decision rather than treating every packed unit as equally uncertain. ISO/IEC 17020:2026 defines inspection in relation to stated conformity requirements, which is the boundary this example applies.
An illustrative recheck decision for a known production window
Illustrative production scenario, not a sampling plan: a buyer is preparing a retail order of powder-coated steel desk organizers.
The order contains 8,400 units, each with removable dividers that must slide into a formed tab without force.
The order is complete and most units are packed. The approved drawing identifies the tab geometry and the expected divider fit.
During the finished-lot review, several sampled organizers show a divider tab that catches before seating.
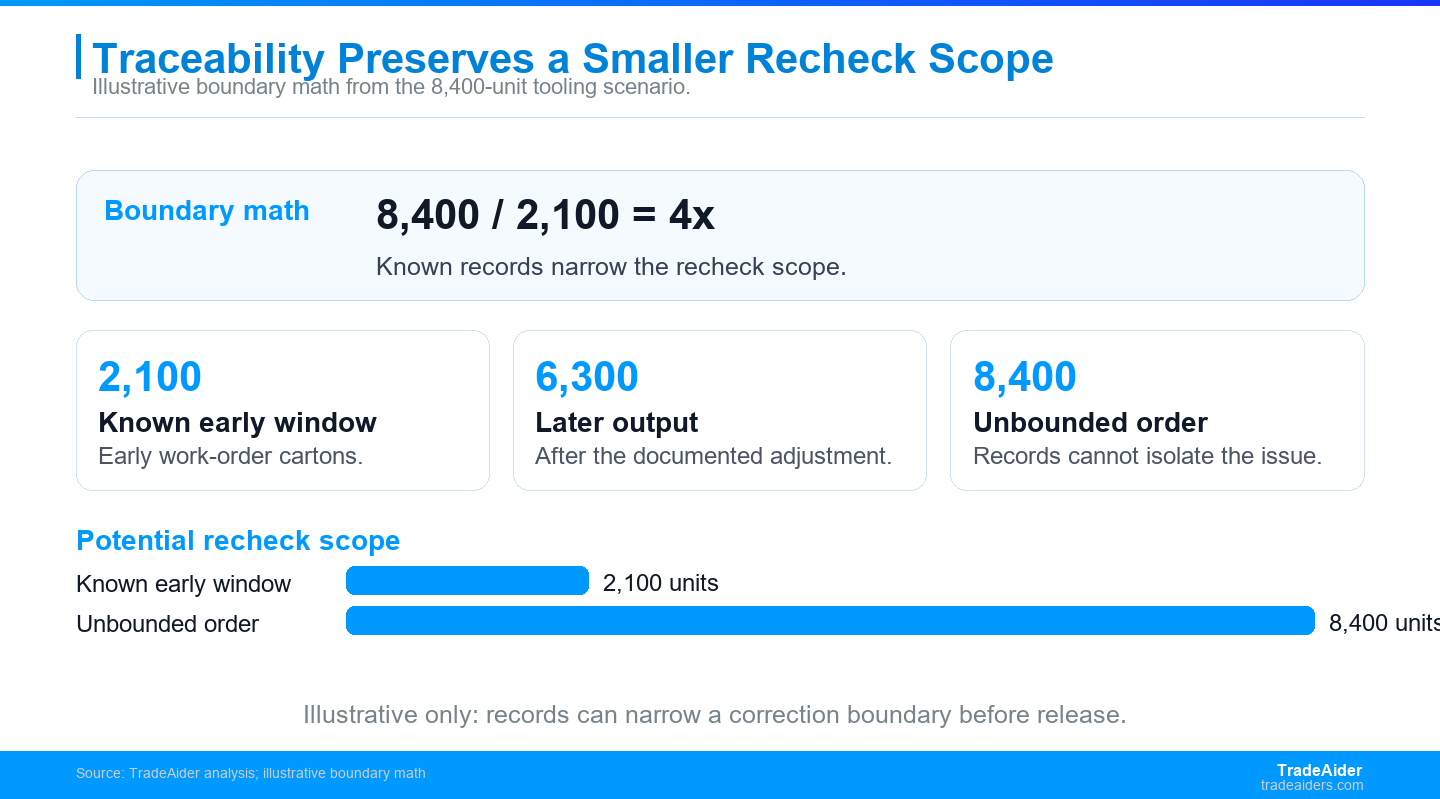
Factory records show that a tooling adjustment was made after the first 2,100 units, while later production used the adjusted setup.
The observations do not prove that every early unit fails. They do show that the issue may be bounded by a known production period rather than scattered randomly across all 8,400 units. In this illustrative calculation, treating only the identified 2,100-unit window as potentially affected is a four-times narrower potential recheck scope than treating the full order as unbounded. ISO 2859-1:2026 supplies the separate framework for lot-by-lot sampling; it does not determine this illustrative scope comparison.
The buyer holds cartons tied to the early work order, requests a defined divider-fit recheck against the approved drawing, and keeps later cartons segregated until the result is reviewed.
The factory adjusts the tool, identifies the affected cartons, reworks only units that fail the agreed fit check, and records the rework boundary.
Verification is not a verbal assurance. It is a follow-up check of the named work order, the corrected fit, and the carton identity.
This illustrative example does not verify every carton, and the final report should state that boundary rather than implying that one corrected sample clears the full order.
This is the practical importance of inspection. The finding preserved a path to a proportionate action because the factory could still connect the physical issue to a documented production window. For help converting a similar order concern into a clear scope, contact TradeAider's team with the product reference, production status, critical checks, and any known change. Include carton ranges and a clear corrective deadline.
Use the Report to Make the Release Conversation Clear
The best inspection report leaves the buyer with a release question that can be answered, not a defect list that must be interpreted from scratch.
A release-ready report should identify the inspected lot, the product references used, the selection method, the checks performed, the observations, the open risks, and the required next proof. It should distinguish a routine defect tally from a condition that needs containment, document review, or a recheck. It should also show the physical identity of the products and cartons so that a factory correction can be matched to the same population later. A concise release note should name the remaining owner, due date, verification record, and evidence attached to each open action.
That format gives the buyer three defensible choices: release the defined lot, hold a defined population pending correction, or request more information before deciding. It also gives the supplier a fairer instruction. Instead of a vague rejection, the factory sees the reference, observed condition, scope, and verification needed to close the issue. ISO 19011:2026 provides guidance for auditing management systems; the broader lesson is that evidence should support a consistent review process, not an improvised argument after the order is already packed.
Before booking the visit, give the inspection team the current product file and name the release decision you need. For a completed export lot, you can book a Pre-Shipment Inspection, a final review of the completed export lot before shipment, around the product reference, order status, destination market, critical checks, and any known change or concern.
Frequently Asked Questions
Why is quality inspection important in manufacturing?
Quality inspection is important because it gives the buyer evidence to decide whether a product, process, or shipment still matches the agreed requirement. Its strongest benefit is practical: a well-timed finding can be linked to a production window, corrected, and checked again before the issue becomes mixed across more units, cartons, or customer deliveries after dispatch.
Does a passed final inspection guarantee product quality?
A passed final inspection provides evidence about the inspected lot and agreed checks, but it cannot guarantee every possible product condition. It remains evidence, not a universal product warranty. A buyer should define the product references, sampling method, critical checks, and release actions in advance, then review any findings, exclusions, and remaining boundaries before releasing the order.
What is the difference between quality inspection and quality control?
Quality inspection is the observation and evaluation of a product, process, or lot against stated requirements and an agreed acceptance basis. Quality control is broader: it includes the planned activities used to prevent, detect, contain, correct, and verify issues across production. Inspection supplies evidence to that larger control process, but it cannot replace specifications, change control, measurement discipline, or corrective action.
How does AQL help with manufacturing inspection?
AQL-based sampling gives a structured way to select and evaluate units from a lot against agreed attributes and acceptance thresholds. It helps make routine lot inspection repeatable, but it does not decide which features are critical for a particular product. Buyers still need a product-specific brief that distinguishes workmanship, dimensions, function, labels, packaging, and any required document review.
When should an importer schedule an inspection?
An importer should schedule an inspection at the point where its most important decision can still be acted on. Use an early review when approvals, materials, or setup are uncertain; use an in-process review when repeat risk must be contained; and use a pre-shipment review when the completed export lot, labels, and packing need release evidence.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
