- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog

A supplier quality engineer is responsible for turning supplier capability into repeatable evidence: approved requirements, qualified processes, verified production, corrective action, and release data that buyers can trust. The role is not only to inspect defects after they appear; it is to prevent supplier risk from becoming shipment risk by connecting engineering, purchasing, factory execution, and quality records.
Key Takeaways
- SQE work starts before mass production: supplier selection, quality planning, sample approval, process review, and risk assessment shape the final result.
- The role owns evidence flow: specifications, test plans, inspection results, nonconformance records, and corrective actions must connect.
- Supplier development and containment are both part of the job: a good SQE prevents issues and also manages defects when prevention fails.
- TradeAider supports the field-verification layer: third-party inspection can give SQEs real-time lot evidence when they cannot be on site.
What Does a Supplier Quality Engineer Do?
A Supplier Quality Engineer, often shortened to SQE, manages the quality relationship between a buyer and its suppliers. O*NET industrial engineer tasks include analyzing product specifications, establishing quality and reliability objectives, and conferring with vendors about production specifications. Those activities overlap strongly with supplier-quality work.
O*NET quality control systems manager tasks also describe stopping production when serious defects are present, reviewing quality documentation, analyzing test results, and verifying that raw materials, purchased parts, in-process samples, and finished products meet standards. An SQE does not always manage the whole quality system, but these tasks reflect the evidence discipline the role needs.
Defect language should also be standardized before a supplier issue becomes a negotiation. ASQ quality glossary uses seriousness-based defect classification, and ISO 2859-1 provides AQL-indexed sampling schemes for lot-by-lot inspection by attributes. The SQE should make sure the supplier, inspector, and buyer apply those ideas to the same product-specific defect list.
| Responsibility area | SQE question | Evidence the role should control |
|---|---|---|
| Supplier qualification | Can this supplier control the product and process? | Audit result, capability review, risk list |
| Requirement transfer | Does the supplier understand the exact requirement? | Drawings, specs, tolerances, approved sample, change log |
| Process control | Can the factory repeat the approved result? | Control plan, checkpoints, in-process data, line records |
| Defect containment | What happens when a defect appears? | NCR, sort plan, rework record, hold decision |
| Corrective action | Will the same issue repeat? | Root cause, corrective action, verification evidence |
| Release decision | Is the current lot safe to ship? | Inspection report, test result, packing status, waiver if any |
SQE is a bridge role, not only an inspector
A supplier quality engineer sits between purchasing, engineering, production, suppliers, inspectors, and sometimes regulators or customers. The job requires technical understanding, but also communication discipline. If a drawing change is not passed to the supplier, a later defect may look like poor workmanship when the real cause is requirement transfer. That is why the role should control both the latest requirement and the evidence that the supplier received it.
The bridge role is why SQE responsibilities often include supplier meetings, drawing reviews, sample approval, quality planning, factory visits, report review, and corrective-action follow-up. The role turns scattered quality information into decisions the buyer can act on.
SQE decisions should be based on current lot evidence
A supplier can pass an audit, deliver a good sample, and still fail a shipment if production changes. The SQE should avoid relying only on historical confidence. Current lot evidence matters: actual materials, production date, operator changes, fixture condition, process settings, packing status, and inspection results. The key insight is that supplier capability and shipment readiness are related, but they are not the same decision.
This is especially important for importers who manage suppliers remotely. Without on-site visibility, the SQE may receive polished summaries instead of raw evidence. A structured third-party inspection report can close that gap when it is tied to the right requirements.
Core Responsibilities Across the Supplier Lifecycle
SQE responsibilities change as the supplier relationship moves from sourcing to development to production to release. A weak SQE process treats quality as final inspection. A stronger process asks what evidence is needed at each stage so final inspection is not the first time the buyer discovers process risk.
The trade-off is timing. Early supplier qualification gives the SQE leverage to prevent problems, while late inspection gives the SQE concrete evidence about the current lot. A mature SQE process uses both: it qualifies the supplier before award, confirms requirements before production, watches process drift during production, and uses final inspection as release evidence rather than as the first quality control.
| Lifecycle stage | Main SQE responsibility | Typical output |
|---|---|---|
| Supplier selection | Assess capability and risk before award | Supplier scorecard, audit notes, risk register |
| Development | Translate requirements and approve samples | Approved sample, CTQ list, control plan |
| Pre-production | Confirm readiness before mass production | Pilot result, material approval, inspection criteria |
| Mass production | Monitor process and contain drift | DPI report, process alerts, defect trend |
| Final release | Verify lot evidence before shipment | PSI report, hold/release decision, rework record |
| Corrective action | Prevent recurrence after defects | 8D/CAPA record, effectiveness check |
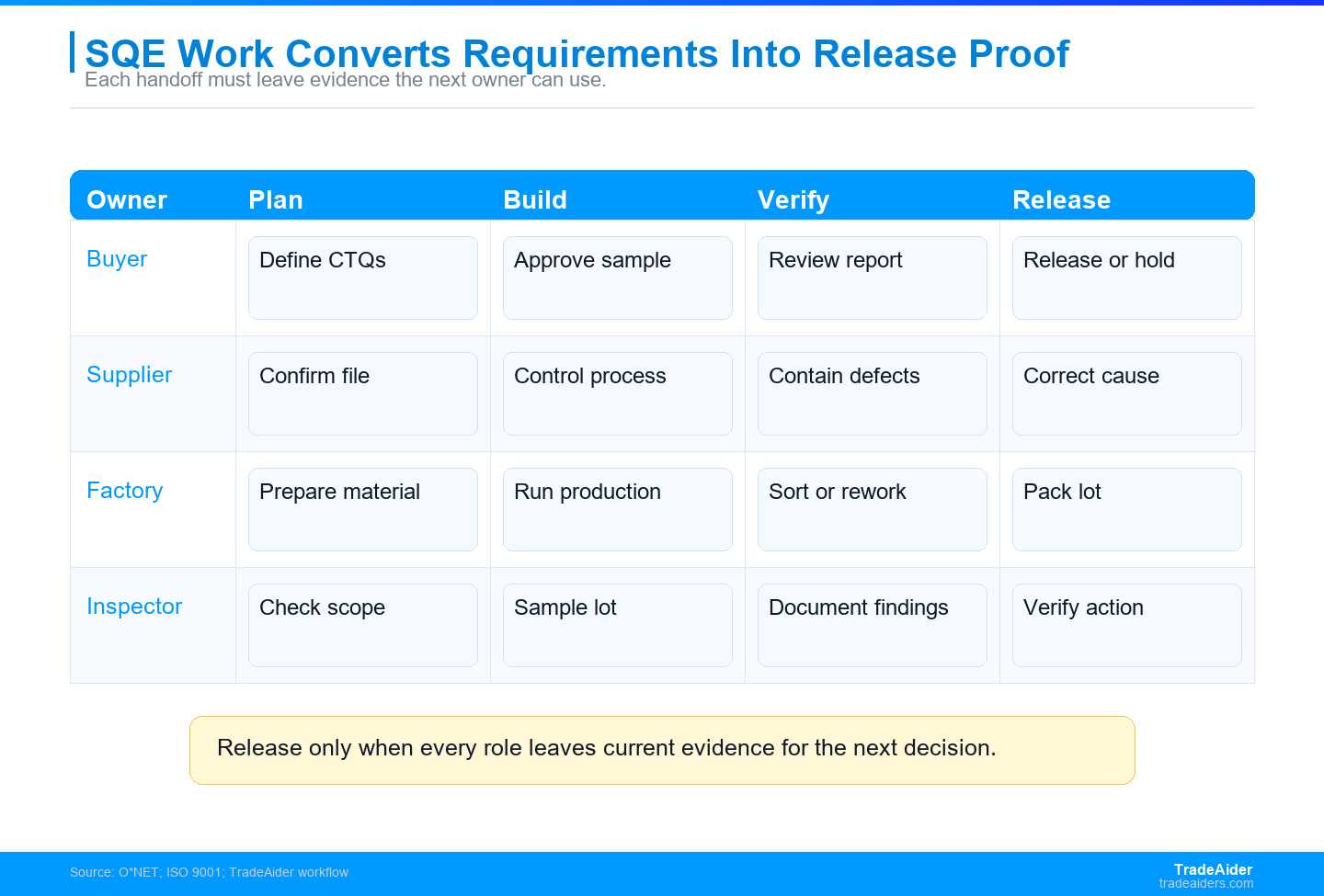
Supplier quality engineers turn buyer requirements, supplier process control, factory execution, and inspection evidence into release decisions.
Before Production: Supplier Qualification and Requirement Transfer
Before production, the SQE should answer two questions. First, can the supplier make this product consistently? Second, does the supplier understand the exact requirements? Supplier qualification without requirement transfer creates a false sense of security. A capable factory can still build the wrong thing if the product file is incomplete.
Useful inputs include factory audit findings, approved samples, drawings, critical-to-quality characteristics, material specifications, packaging requirements, test standards, and customer receiving rules. ISO 9001 supports controlled quality-management processes and documented evidence, so supplier files should make requirements, changes, and actions traceable. When the supplier is new or the process is risky, factory audit and pre-production inspection can provide early evidence before the buyer commits to full production.
During Production: Process Monitoring and Defect Containment
During production, the SQE looks for drift. Process drift may appear as dimension movement, color variation, poor bonding, wrong components, missing labels, higher defect rates, or incomplete packaging control. The goal is to catch the pattern while correction is still possible, not after the lot is packed.
O*NET quality control inspector activities include testing, sorting, sampling, measuring, and weighing products or materials. An SQE should use those activities as inputs, not as the whole job. The SQE interprets whether the evidence suggests an isolated defect, a supplier process problem, or a shipment-release risk.
For remote buyers, during production inspection can give the SQE current factory evidence while there is still time to correct. The report should not only list defects; it should show where the defect appears, how many units are affected, whether the issue repeats by line or batch, and what the factory did next.
After Defects: Corrective Action and Supplier Development
When defects appear, the SQE should separate containment from corrective action. Containment protects the current lot: hold, sort, rework, retest, or reinspect. Corrective action protects future lots: root cause, process correction, training, tooling change, supplier escalation, or design clarification.
O*NET validation engineer tasks include analyzing validation data, reviewing technical documents, and conducting validation tests under protocols or standards. That logic is useful for SQE work because corrective action is not complete when a supplier writes a response; it is complete when evidence shows the fix works.
Scenario Estimate: SQE Visibility Can Collapse Quickly
Assume an SQE manages 4 suppliers, 6 critical-to-quality characteristics per product, and 3 evidence states for each characteristic: approved, in production, and verified before release. That creates 72 visibility points before defects, packaging, and shipment timing are counted.
If only 10 percent of those points are missing or outdated, the SQE has about 7 weak spots. The estimate is illustrative, but it explains why supplier quality is an evidence-management job. A single outdated drawing, missing material approval, or unverified rework record can become a shipment decision problem.
Calculated from 4 suppliers x 6 critical-to-quality characteristics equals 24 supplier-product risk points before process stages are counted. Calculated from 24 risk points x 3 evidence states creates 72 visibility points across approved, in-production, and verified-before-release evidence. Calculated from 72 visibility points x 10 percent gap rate means about 7 points need SQE follow-up before release. Calculated from 2 inspection touchpoints, DPI and PSI, the evidence means the buyer can separate process drift from final-lot status. Calculated from 1 missing corrective-action verification, the same defect means recurrence risk even after the current lot is sorted. Calculated from 7 weak points across 4 suppliers creates a workload that depends on evidence ownership, not personal heroics. Calculated from 1 unresolved release hold across 4 suppliers means the SQE should protect the current shipment while still developing the supplier. Result: the risk is not that the SQE misses one visible defect; it is that the release file cannot be trusted when ownership is unclear.
This means the SQE should define which evidence is mandatory, which evidence is advisory, and who can approve a deviation. The decision rule is to keep shipment release separate from supplier development: a lot can be held today while the supplier still remains a long-term development candidate.
A practical weekly SQE review should therefore cover open drawing changes, supplier capability risks, active production issues, inspection findings, corrective-action age, and shipment release holds. That review does not need to be complicated, but it must be current. Old audit confidence should never hide a new process change, and a clean final inspection should never erase an unresolved corrective-action pattern.
The same discipline helps purchasing and operations teams. When the SQE keeps evidence current, buyers can decide whether to place the next order, reduce inspection intensity, require a production check, or hold a shipment for rework. Without that evidence, supplier decisions often become personality-based: the loudest supplier explanation competes with the buyer's memory of past performance.
How SQEs Work With Third-Party Inspection
Third-party inspection should help an SQE see the current lot without pretending to replace engineering ownership. ISO/IEC 17020 frames inspection as determining conformity with requirements, so the SQE should treat inspection as one evidence input inside the broader supplier-quality system. pre-shipment inspection checks finished goods, packing status, labels, and defects before release. during production inspection checks whether the process is drifting while correction is still possible.
The SQE should give the inspection team a clear file: product requirements, critical characteristics, defect classification, sample references, test requirements, carton spread, and known supplier risks. Without that file, the inspection may become a generic visual check. With that file, the inspection becomes release evidence.
If the SQE needs fast field evidence, send the product file, PO, approved sample notes, and current production status to TradeAider so the inspection scope can match the supplier quality decision.
Supplier Quality Engineer Handoff Checklist
- List the critical-to-quality characteristics and measurable acceptance criteria.
- Confirm which supplier records prove process readiness and which records prove lot release.
- Define critical, major, and minor defect examples before inspection.
- Require photo, count, location, and rework evidence for every major finding.
- Verify corrective action effectiveness before reducing inspection intensity.
FAQ
What is the main responsibility of a supplier quality engineer?
The main responsibility is to make supplier quality controllable and evidence-based. An SQE qualifies suppliers, transfers requirements, monitors process performance, reviews defects, drives corrective action, and supports release decisions. The role exists to prevent supplier issues from becoming shipment failures or customer complaints.
Is a supplier quality engineer the same as a quality inspector?
No, a quality inspector checks products or materials against requirements, while an SQE manages the supplier process that creates those products. Inspectors provide evidence. SQEs interpret that evidence, escalate supplier risk, update requirements, verify corrective action, and decide how the supplier quality plan should change.
What skills does an SQE need?
An SQE needs technical specification reading, defect classification, root-cause analysis, supplier communication, sampling knowledge, data interpretation, and corrective-action discipline. For importers, the role also needs practical understanding of factory constraints, inspection timing, packaging requirements, and the difference between supplier promises and current lot evidence.
When should an SQE use third-party inspection?
An SQE should use third-party inspection when current lot evidence is needed and the buyer cannot verify the factory directly. It is useful for new suppliers, high-risk changes, recurring defects, remote production, final release, and rework verification. The inspection must be tied to SQE-defined requirements, not a generic checklist.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
