- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog
Consumer electronics quality inspection standards are useful when they help a buyer decide what condition matters, what proof is needed, and who can release the product. A standards list is not a release certificate. Assembly workmanship, soldering process, electrostatic-discharge control, product safety, radio authorization, and material restrictions each answer a different question. The practical job is to route each risk to the right evidence instead of asking one factory visit to prove everything.
That distinction matters for importers buying from China. These scopes are often confused because a finished-goods visit can place workmanship observations, functional results, and market documents in the same report even though they support different decisions. A factory can present a clean finished unit, a sampling record, and a familiar standard name while a wireless function or destination-market document still needs separate review. The buyer needs a clear inspection brief that does not overstate what an on-site observation can establish.
Key Takeaways
The buyer should keep visible assembly, ESD, market evidence, and changed-component decisions distinct before release.
Use IPC-A-610 for visible assembly acceptance and J-STD-001 for soldering-process questions.Treat ESD as an operating control program, not a one-time clean-bench check.Keep safety, wireless, and European material-restriction evidence in separate workstreams.Do not extend an approved-sample result to mass production without matching production evidence.
Use Standards by Evidence Type, Not by Name
The main standards for consumer electronics quality inspection govern different evidence types: assembly acceptance, soldering process, ESD controls, safety, RF authorization, and material restrictions. That is why a purchase order should not simply say "follow IPC" or "meet compliance." It should identify the product version, the condition being assessed, the record or observation expected, and the release decision that follows a failure.
Start with the product and destination market. A wired desk lamp, a Bluetooth earbud, and a battery-powered toy can share some workmanship concerns while needing very different technical or regulatory evidence. The table below is a routing aid, not a universal approval checklist. It helps a buyer avoid turning a useful reference into a promise it was never designed to make.
| Standard family | Primary question | Useful proof | Boundary |
|---|---|---|---|
| IPC-A-610 | Visible assembly acceptability | Approved visual criteria and observations | Not complete function proof |
| J-STD-001 | Soldering process | Materials, methods, and process records | Not universal product approval |
| ANSI/ESD S20.20 | ESD handling controls | Control-plan observation and selected records | Not one tidy bench |
| IEC, FCC, and EU material rules | Safety, radio, and materials | Market-specific technical documentation | Not an on-site visual pass |
For a practical starting point, buyers can review TradeAider's inspection standard and then replace broad labels with the actual reference, revision, product group, and escalation path. The value comes from the match between the condition and the proof, not from the length of the list.
Use IPC-A-610 and J-STD-001 for Different Assembly Questions
IPC-A-610 addresses post-assembly acceptance, while J-STD-001 addresses process requirements for soldered electrical and electronic assemblies. IPC's explanation of the two documents makes the difference useful for buyers: one helps frame what is acceptable on an assembled product, and the other addresses the way soldered assemblies are produced.
Use this distinction before the inspection booking, not after a dispute. If the concern is a visible bridge, solder splash, lifted lead, or connector alignment, define the relevant acceptance criteria. If the concern is whether the production method, materials, or soldering controls are appropriate, ask what process evidence should be available and which product group it covers. Neither reference replaces a product-specific functional test, drawing, or engineering release instruction.
Use the approved reference as a decision tool rather than a document to archive. A photo, controlled sample, drawing callout, or test instruction should show the inspector what to compare and show the buyer what a result means. When the factory cannot identify the matching version, record that limitation before assessing the unit. That approach keeps a visible condition, a process observation, and a functional result from being mixed into one unsupported conclusion.
When the approved sample, component source, or assembly reference needs to be checked before the build scales, it can be useful to check pre-production inspection availability. The visit is most valuable when the buyer has already named the condition that could stop production or require a revised reference.
Apply IPC-A-610 to Visible Assembly Acceptance
IPC-A-610 is useful for visible acceptability conditions on electronic assemblies, not as proof of every device behavior. IPC describes IPC-A-610 as visual acceptability requirements. In an inspection brief, tie that visual scope to the approved product version and the agreed class or acceptance reference, then state what happens when the observation falls outside it.
Do not let a clean assembly result stand in for charging performance, wireless pairing, firmware behavior, or battery endurance. Those conditions need their own method and pass condition. The boundary is not a weakness in visual inspection; it is what keeps the report honest and usable.
Use J-STD-001 for Soldering Process Control
J-STD-001 addresses the materials, methods, and acceptance criteria used to produce soldered electrical and electronic assemblies. The J-STD-001J scope is especially relevant when a buyer needs to ask about the production route rather than only the final appearance.
For a consumer-electronics build, the useful question is narrow: which soldering concern could affect this product, and what process reference, training record, control, or traceability evidence should support the answer? Keep the requirement tied to the specific assembly and its intended use. A general process statement cannot resolve an undefined product risk.
Ask the factory to show the reference that governs the affected process, not a generic declaration that its operators are trained. A useful record identifies the assembly or production area, the relevant revision, and the point in the process where the buyer's concern can be observed. If the concern is confined to a changed connector, cable, or PCB population, preserve that boundary in the report. That keeps an isolated corrective action from being reported as proof for untouched and changed units alike.
Treat ESD as a Control Program, Not a Clean Bench
ESD evidence should address an operating control program rather than a single tidy workbench observation. ANSI/ESD S20.20 is framed as a control-program standard. Electrostatic discharge (ESD) is a static-electricity event that can damage sensitive parts without leaving a visible mark.
That makes the inspection question more demanding than "is the table clean?" A buyer might need to see whether the relevant work area, handling practice, grounding arrangement, packaging, and selected records align with the agreed ESD-control approach. The exact observation list should reflect the product, process stage, and risk. A single visit can observe chosen controls; it does not certify an entire facility program.
For an active build with sensitive parts or recurring handling concerns, buyers can check during-production inspection availability. Seeing the line in operation can preserve context that is no longer available after packing, provided the inspection scope identifies what evidence matters.
Keep Safety, Wireless, and Material Evidence in Their Own Workstreams
Safety, radio, and hazardous-substance obligations require product- and market-specific evidence beyond an on-site appearance check. RoHS is the European framework that restricts certain hazardous substances in electrical equipment and electronic equipment. IEC 62368-1 defines a product-safety scope; it does not establish every functional or performance characteristic. Its relevance depends on the product and the applicable market route.
Radio frequency (RF) refers here to wireless-signal functions that can trigger market-specific technical requirements. In the United States, covered radio-frequency devices subject to equipment authorization must meet the relevant technical requirements before importation or marketing, as set out in the FCC equipment-authorization procedures. A factory observation can confirm that the presented unit has a stated label, component, or version; it should not be presented as RF authorization.
The European Commission's RoHS overview explains the material-restriction framework. For a buyer, the question is not whether an inspector can visually identify every substance. It is which declaration, test record, component identity, or specialist review is needed for the exact product and destination.
Separate workstreams do not create bureaucracy for its own sake. They prevent a supplier's finished-goods appearance check from being stretched into a safety, RF, or materials conclusion it cannot support. Record the market, product model, revision, and document owner next to each requirement so an unresolved item has a clear route.
Write a Standard-to-Evidence Brief Before Booking
A useful booking brief names the standard, the product version, the proof expected, and the owner of the release decision. In practice, use three questions: Which condition does this standard govern? What proof should be reviewed? Who decides what happens if it fails? These questions turn a familiar acronym into an actionable instruction for the buyer, supplier, and inspector.
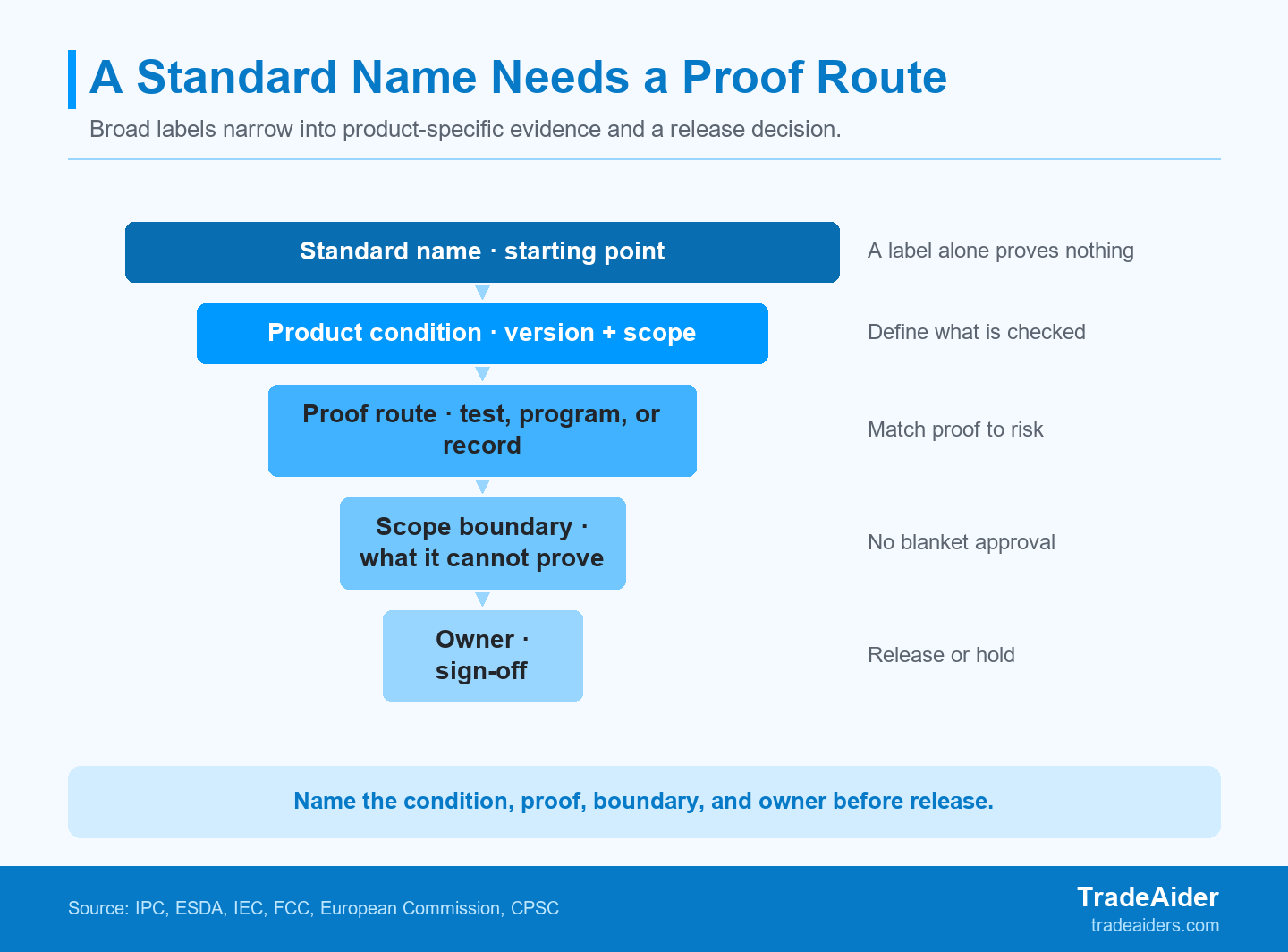
A standard becomes actionable only when the product condition, proof, boundary, and decision owner are explicit.
For example, write "inspect visible charging-case assembly against the approved reference and stated IPC acceptance criteria" rather than "check PCB." Then add the functional sequence, production-evidence boundary, and documentation items that cannot be proven by that visual check. Sampling can support an agreed attribute plan, but it should not hide a required functional, safety, or market-evidence escalation. When the brief supports a finished-goods decision, buyers can scope a standards-led pre-shipment inspection.
Before the booking, make the scope readable by someone who was not present in the product discussion. Put the model, drawing or sample revision, production stage, lot identifier, and required photos or records in one place. Separate checks that the inspector can observe from results that must be supplied by the factory, laboratory, or regulatory owner. State whether a failed result means record an observation, pause a defined lot, request correction, or wait for technical review. This protects both sides: the supplier knows what must be prepared, and the inspector does not need to invent criteria on the factory floor. It also helps the buyer see whether one approved sample, one test record, or one changed component has been applied beyond the group it actually represents.
Make the release consequence equally specific. A packaging discrepancy may be recorded and corrected before the next run, while a changed charging path may require the affected group to remain separate. Name the contact who receives the finding, the time allowed for a response, and the evidence needed to close it. This does not turn an inspector into a compliance authority; it gives every owner a shared record of what was checked and what still needs a decision.
TradeAider's role is to apply the buyer-approved scope and preserve the observations and documents that affect the decision. The release authority remains with the buyer or the designated technical and compliance owner; readers can review TradeAider's evidence-reporting approach.
Worked Scenario: The Approved Sample Does Not Prove Mass Production
A clean approved sample and a visual assembly result do not prove that the mass-production units perform the same charging and pairing sequence. The following is an illustrative sourcing scenario, not a certification protocol for all wireless earbuds.
Separate Sample Approval From Production Evidence
An online audio-accessories importer is preparing 3,200 wireless earbud sets for a US and EU launch. The approved engineering sample completed the buyer’s charging, reset, and pairing sequence before mass production.
Production is complete and 2,720 sets, or 85% of the order, are packed. The factory presents IPC-A-610 workmanship observations for finished charging cases and points to the approved sample’s functional result.
No production functional record connects the packed units to the charging, reset, and pairing sequence. The sample result is traceable to one engineering unit, not to the 3,200-unit production population.
An illustrative 32-set production check finds three sets that charge normally but fail to return to pairing mode after the case-reset step. Their exterior assembly remains visually acceptable.
The supplier cannot show that the same reset sequence was run on mass-production units or identify a smaller production window that excludes the three observed failures.
The visual result still supports an assembly observation, but the approved-sample function result cannot be extended to mass production. The failed reset behavior creates a production-level evidence gap that the sample and IPC workmanship check do not close.
Verify Production Behavior Before Release
Pause release of the production lot until the buyer has a defined production test and a result tied to the finished population. The approved sample remains a reference, not a substitute for that evidence.
The supplier compares the approved sample with production firmware, case-reset settings, and the functional-test station. It corrects the identified cause, locks the production sequence, and records the production units or batch windows checked.
The buyer-approved charging, reset, and pairing sequence is rerun on a defined production population. Release is reconsidered only when the result, production identity, and remaining safety, RF, and materials documentation support the finished product and destination markets.
This illustrative example does not prescribe a universal sample size, test sequence, safety protocol, certification route, or acceptance threshold for wireless earbuds. It shows why sample approval, workmanship acceptance, and mass-production function are separate evidence questions.
Prepare the Evidence Package Before the Factory Visit
The buyer should assemble a product-specific standards package before asking an inspector to assess a consumer-electronics build. Include the product and revision, applicable standard or market requirement, inspection object, approved reference, functional method where needed, documents to review, affected-lot rules, and the owner who can release or hold the goods.
This package makes the decision path visible before the visit: an assembly observation can be recorded against its criteria, ESD conditions can be observed in context, and separate safety, RF, or materials evidence can be assigned to the right owner. TradeAider can help apply that scoped request in the factory. Buyers ready to turn their product references into an inspection scope can contact TradeAider about your consumer electronics inspection scope.
FAQ
Is IPC-A-610 enough for consumer electronics inspection?
No, IPC-A-610 can guide finished-assembly acceptance when the visible condition and acceptance reference are clear, but it does not replace functional, market, or safety evidence. Add a separate functional method for behavior such as charging, pairing, or battery response, and use the applicable market-evidence route for safety, RF, or material restrictions.
Does an IPC standard prove a product is compliant?
No, an IPC assembly standard does not by itself establish safety, RF authorization, or material-restriction compliance for a defined electronics model and destination market. It may be valuable evidence for an assembly or soldering question, but compliance depends on the product, the destination market, and the route that applies. Keep the resulting documentation and technical review separate from an on-site workmanship conclusion.
When should a buyer check ESD controls?
Check ESD controls when sensitive parts or intermittent faults make handling conditions relevant to the release decision during the particular production stage. The best time is usually while the relevant line and material-handling context can still be observed. State the product risk and the controls or records to be reviewed; an on-site observation supports that defined scope but does not certify every aspect of the factory program.
What changes require a new inspection or retest?
A changed component, design, process, or software build needs a new scope decision when it could affect the requirement being relied on. First identify the affected population and the earlier evidence that no longer clearly covers it. Then define the targeted check, document review, correction path, and release owner for that changed group rather than extending a prior result without a boundary.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
