- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog
A quality control inspection checklist is useful only when every checkpoint tells the team what proof is needed and what decision follows. It is not a page of vague prompts such as “check color” or “inspect packaging.” It is a buyer-owned working brief that pairs an approved reference with an inspection method, an evidence record, and an exception action the supplier, inspector, and buyer can all understand.
For an importer, that distinction matters. A factory can agree that a product should look good, yet still ask which artwork applies, how a dimension is measured, whether a scuff is countable, or who can approve a changed carton. Resolve those questions before the visit.
A buyer can build a usable brief by defining the fields that make a line item testable, placing sampling in the right layer, assigning a stop-and-review response to serious conditions, and keeping a late change from quietly expanding an earlier inspection result.
Key Takeaways
- Every checkpoint needs a controlling reference, method, evidence record, owner, and exception action.
- Use one approved revision for each check; unresolved document conflicts should pause the related judgment.
- Keep countable defects separate from safety, function, labeling, and document conditions that require review.
- Choose the inspection stage by when the evidence can still change the order outcome.
A Checklist Is a Decision Tool, Not a List of Things to Look At
A quality control inspection checklist translates a buyer’s requirements into a repeatable inspection plan. The strongest version answers five questions for every important condition: What is the approved reference? How will the condition be checked? What evidence must be retained? Who can interpret an exception? What action follows if the requirement is not met?
That structure supports later review. It lets a buyer compare a photo with an approved sample, request a correction, decide whether a changed group needs a recheck, and issue a narrow release instruction. A mark in a box cannot do that alone.
It bridges product development and a current order. It does not replace a specification, drawing, approved sample, laboratory report, or statutory requirement; it identifies the source that controls an observation.
Start With the Requirement That Controls the Result
ISO 10005 frames a quality plan as guidance for establishing, reviewing, applying, and revising controls for a specific output. ISO 10005 is useful here because it keeps the control tied to the particular product, process, project, or contract rather than to a generic category label.
Begin with the approved reference, not the attribute name. “Logo placement” is not a complete checkpoint. Name the artwork file or sample, product and packaging location, comparison method, and revision code. The inspector then has something concrete to compare.
Version control deserves special attention for import orders. A supplier may receive a new carton mark, insert, color callout, or instruction after production has started. If the checklist only says “check labels,” the inspector cannot know whether the current label is the intended revision. Add the reference identifier directly to the line item and state which record wins when a drawing, email, and sample do not agree. Traceability means connecting the product group, the controlling version, and the related record so a later finding can be placed in the right scope.
TradeAider can report against a buyer-approved brief, but it should not invent a tolerance, select an artwork version, or decide which deviation the buyer will accept.
Review the inspection-standard fields before locking your brief. The practical goal is not to copy a form. It is to make sure each requirement has a source, a method, and a result language that someone outside the original email thread can understand.
Choose One Controlling Reference for Each Check
One controlling reference prevents an inspector from choosing between conflicting instructions during a visit. Different controls can have different references: product dimensions may use a drawing, surface appearance may use approved boundary samples, carton marks may use an artwork file, and a function test may use a test instruction or fixture requirement.
When the references conflict, do not ask the inspector to negotiate the answer at the factory. Mark the condition as pending buyer clarification, identify the conflicting sources, and pause the related judgment. This is not administrative fussiness. It prevents a report from looking definitive when the standard being applied was never actually agreed.
Give Every Checkpoint a Method, Evidence, and Escalation Path
A reliable inspection line tells an inspector how to look, not simply what to notice. “Verify carton dimensions” should state which carton is measured, the permitted tolerance, the tool or method, and whether the result is recorded for every sampled carton or only for an exception. “Check function” should identify the operating sequence, the input condition, the expected response, and the evidence needed when the result differs.
ISO 9001 links planned and controlled operation with documented information, monitoring, measurement, evaluation, and improvement. Its quality-management guidance supports a simple discipline: an inspection requirement is stronger when the method and record are planned before the finding occurs.
CPSC certificate guidance shows why a regulated product record must identify the product it covers and retain supporting test information. The CPSC’s required elements are not a generic inspection template, but they make the traceability lesson clear: the record must be connectable to the product and the evidence that supports it.
For non-regulated consumer goods, the same operational habit still helps. Record a SKU, purchase-order reference, production or packing identifier where available, and the revision that controlled the checkpoint. If a result is later questioned, the buyer should not have to guess whether the photo, measurement, or document belongs to the relevant product group.
Use a Five-Part Checkpoint Model
The five-part checkpoint model makes a finding repeatable, reviewable, and actionable. Use it to turn a product or document requirement into a compact instruction that can survive a handoff between the buyer, supplier, and inspector.
| Checkpoint part | What to state | Why it changes the decision |
|---|---|---|
| Requirement | Approved sample, drawing, artwork, rule, or tolerance | Sets the standard the finding is compared against |
| Method | Measure, operate, compare, scan, count, or review | Makes the observation repeatable |
| Evidence | Photo, reading, scan result, sample ID, or document record | Lets the buyer review the finding later |
| Owner | Buyer, supplier, inspector, technical lead, or compliance owner | Prevents an exception from drifting without a decision |
| Action | Accept, count, hold, correct, recheck, or escalate | Connects evidence to the next order decision |
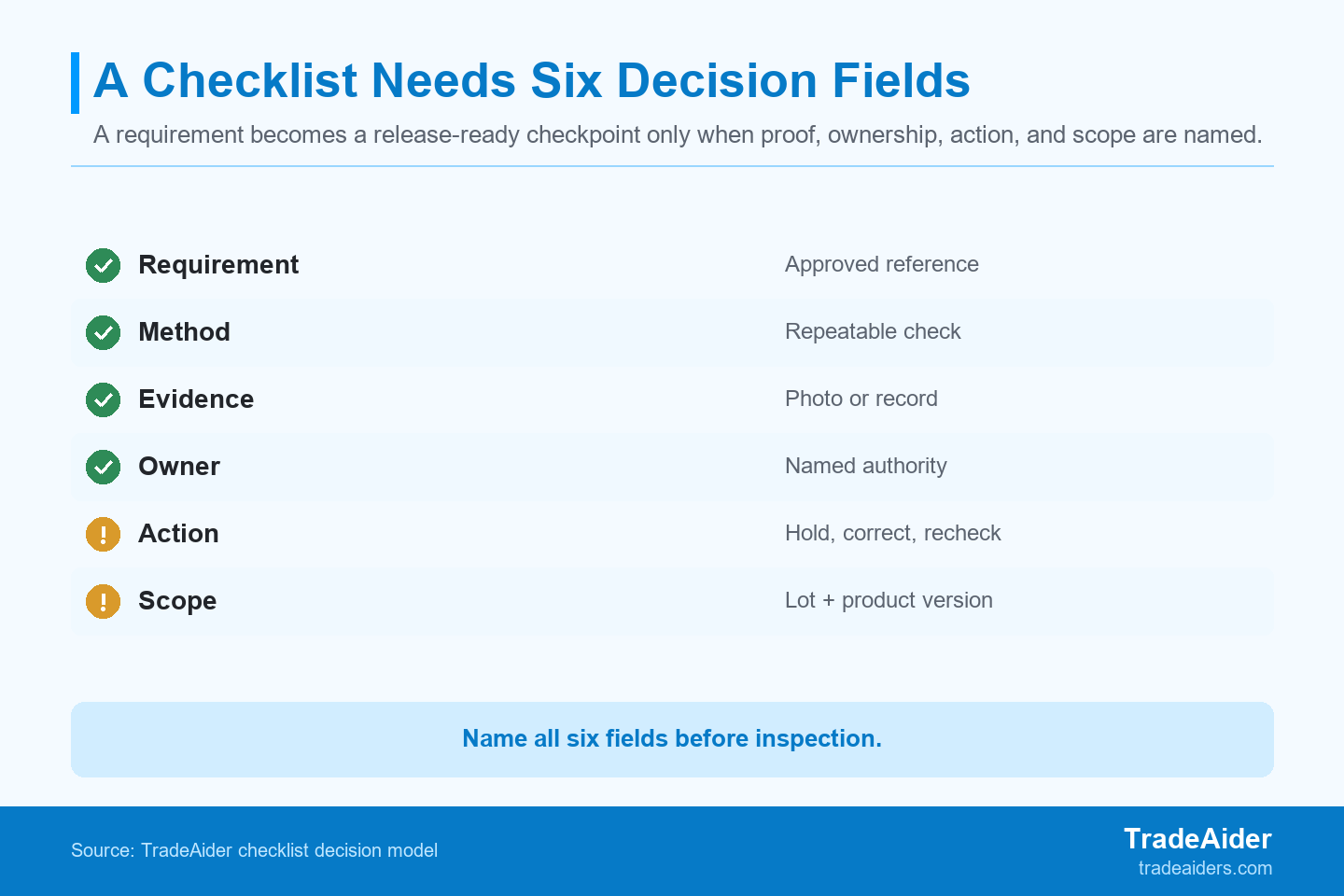
A checkpoint becomes usable when its requirement, proof, owner, action, and scope are all explicit.
GS1's barcode guidance names quiet zones, contrast, construction, size, packaging effects, and positioning as checks that can affect scan performance. GS1’s checklist illustrates why “barcode present” is too weak: the line should say what is scanned or compared, which packaging condition applies, and what proof is retained.
Use this model for documents as well as physical goods. A carton-marking line might require a scan image and carton identifier. A packing-list line might require a quantity cross-check and a named document version. A functional line might require a test result and a video only when the procedure calls for it. The point is proportional evidence, not an indiscriminate pile of photos.
Keep Countable Defects Separate From Stop-and-Review Conditions
Most checklists need more than a list of physical attributes. They need a decision rule for the condition found. Some findings can be counted within an agreed sampling plan. Others require an immediate pause because a requirement, safety concern, document, or product function needs to be checked before a buyer can decide what the result means.
NIST explains that acceptance sampling is intended to support a disposition decision for a lot rather than estimate the quality of the entire lot. NIST’s acceptance-sampling overview is a useful boundary: a sample result can inform a decision about a stated lot, but it does not erase the need to define each inspection condition.
ISO 28590 introduces attribute-sampling systems and the need to choose an inspection system for the particular situation. ISO 28590 reinforces the practical sequence: first define what counts as a defect or exception, then select a sampling approach that fits the stated lot and purpose.
ISO 2859-1 defines AQL-indexed sampling plans for lot-by-lot inspection by attributes. ISO 2859-1 therefore belongs beside a checklist as a sampling layer, not in place of the product, packaging, and documentation requirements that the checklist defines. Acceptance Quality Limit (AQL) is a sampling-plan input used to evaluate a stated lot against agreed acceptance rules; it is not a definition of the product requirement.
Write the exception path in plain language. For example: “Count cosmetic scratches against the agreed classification.” “Hold the decision if the warning label does not match the approved artwork.” “Escalate if a function fails the stated test.” “Do not treat missing certification evidence as a visual defect.” That wording lets the inspector report facts without silently deciding a commercial or regulatory issue that the buyer has not delegated.
Use the AQL calculator after the checklist is locked. The calculator can help apply an agreed sampling plan, but it cannot decide whether a misleading label, absent record, or failed function is acceptable for your product and market.
Use the Checklist at the Moment It Can Still Change the Outcome
Use the same checklist early enough to correct a known issue and late enough to verify the finished condition the buyer must decide on. Choose the timing from the order’s actual risk: a recurring assembly issue may need an earlier check, while final artwork, accessories, shipping marks, and carton presentation may require a later one.
The checklist should travel across stages, but the evidence question changes. Before production, it helps align samples, materials, and the reference set. During production, it can surface a repeat pattern while the supplier can still identify the line, component lot, or work instruction. Before shipment, it helps compare the goods and export packaging presented with the condition the buyer is about to move.
This is where an independent inspection partner becomes operationally useful. TradeAider can apply the buyer-approved brief and return real-time visibility of observations, but the buyer should establish the reference and exception authority before the visit. Before arranging an earlier visit, confirm the production population, the repeat issue being tested, the records that will identify affected units, the supplier's corrective action, and the person who can approve a revised result. Keep the first result separate from later output until the traceable scope is known. Buyers can assess a during-production checklist visit while the affected production population is still identifiable.
Do not make an early progress observation sound like final shipment proof. If packing, final labels, or supplied accessories are not yet present, state that limitation in the report. A clear limitation is more useful than a broad pass statement that later gets applied to goods the inspection never covered.
Worked Scenario: Approved Artwork Conflicts With Packed Cartons
A checklist should expose a document-versus-product conflict before the buyer treats the packed order as shipment-ready. The following illustrative scenario is not a client case.
Do Not Release Cartons That Cannot Be Separated
A U.S. retailer is importing 2,400 collapsible storage bins packed in 120 export cartons. Its checklist names artwork revision C, retailer item code 88421, the barcode position, and the scan result required for shipment approval.
Production is complete and all 120 cartons are presented for a final check. The supplier’s packing list states that revision C applies to the full order.
The packed cartons carry no print-run code or other identifier that would let the inspection team separate one artwork batch from another.
Six cartons selected from different stack positions display revision B even though the packing list and buyer approval both name revision C.
Scanning those six labels opens a discontinued retailer item record. Other selected cartons scan correctly, but the factory cannot identify how many revision-B labels entered the 120-carton population.
The checklist has exposed a conflict between the approved document, the shipment record, and the physical cartons. Because the cartons lack a separating print-run identifier, the buyer cannot treat the six observed cartons as the only affected group.
Hold all 120 cartons from shipment approval until the artwork population is reconciled. Releasing the cartons that happened to scan correctly would assume a boundary the records do not support.
The supplier checks every carton against revision C, replaces revision-B labels, and records the corrected carton numbers. The packing list is updated only after the physical count and artwork revision agree.
A fresh selection across stack positions is visually compared with revision C and scanned against item code 88421. The shipment recommendation changes only when the corrected cartons and the revised packing record agree.
This illustrative example does not prescribe a universal barcode sample or retailer rule. It shows why a checklist must name both the controlling file and the action when the document and packed goods conflict.
Buyers comparing inspection providers can review TradeAider's reporting approach.
Close the Inspection With a Bounded Buyer Decision
A completed checklist should leave the buyer with more than a pass or fail label. The final note should identify the presented goods, the approved references used, what was observed, what was corrected, the evidence reviewed, any open limits, and the exact population the recommendation covers. That makes it easier for procurement, logistics, and the supplier to act on the same facts. Call this the release scope: the covered goods supported by current evidence for a buyer decision.
For products subject to applicable rules, a visual inspection checklist does not replace testing or a reasonable testing program where one is required. CPSC guidance for certain regulated consumer products makes that line clear. Keep laboratory, certification, or market-specific evidence in its own checkpoint and avoid calling a visual observation a compliance conclusion.
For a pre-shipment inspection, TradeAider uses a readiness definition in which production is complete and at least 80% of the order is packed for export. That timing helps align product, carton, marking, and packing observations with the shipment population a buyer is deciding to move. Buyers can schedule a checklist-led pre-shipment inspection when the brief is ready to specify the lot, reference set, checkpoint methods, and exception path.
Before authorizing a shipment, ask one final question: “Which exact goods does this evidence support?” If a correction, version change, missing record, or uninspected group falls outside that answer, either limit the release, obtain focused verification, or hold the decision. That approach does not slow a good order down. It prevents an unclear instruction from becoming a larger problem after dispatch.
A useful release note can be read without reopening a chain of supplier emails. It names the order and presented quantity, the current product or carton version, the inspection date and method, the items that were not verified, the corrective evidence reviewed, and the action still owned by the buyer or supplier. When the order needs a split release, state the identifier of the covered group and the identifier of the held group. When a deviation is accepted, record who approved it, what it covers, and what it does not cover. That makes the instruction usable after a handoff to a colleague, freight forwarder, or warehouse team. It also stops a local correction from being described as proof for a wider population that has not been traced or checked.
Keep the release note with the inspection report, the relevant approval, and the supplier’s correction record. That small record set gives the buyer a practical audit trail when a warehouse query, retailer question, or shipment change arrives after the goods have left the factory.
Contact TradeAider about your inspection checklist when the product reference, inspection scope, or exception authority needs to be clarified before the visit. A short, specific brief gives the inspection team a better chance to return evidence that can actually support your next decision.
Frequently Asked Questions
These answers clarify the limits of a reusable inspection format, the role of sampling, and the point at which a buyer should settle the controlling reference. They are short reminders for finalizing a brief, not substitutes for the product-specific criteria above.
What should every inspection checklist line include?
Each line should identify the requirement, method, evidence, owner, and exception action before a finding can be accepted or escalated. The requirement tells the inspector what controls the judgment; the method makes the observation repeatable; the evidence lets the buyer review it; the owner resolves exceptions; and the action keeps a finding from sitting without a next step.
Can one generic checklist work for every supplier?
No, because a generic list can supply headings but cannot replace the current product reference, version, tolerance, method, and market-specific requirement. Start with a reusable structure, then make the controlling evidence and exception path specific to the product and supplier. Reconfirm the details whenever the supplier, material, packaging, or selling market changes.
Does an AQL plan replace a quality checklist?
No, because an AQL plan decides how a stated lot is sampled and evaluated, while the checklist tells the team what is examined and how it is treated. Use the two together only after the product requirements, defect classifications, lot boundary, and escalation rules have been agreed for that inspection. A sample result cannot repair an unclear product requirement.
When should an importer finalize the checklist?
A checklist should be finalized before the visit because ambiguous references and exception rules are cheaper to resolve before evidence is collected. The buyer can still clarify the sample, drawing, document version, or decision owner then; asking the inspector to make those calls onsite invites inconsistent results and avoidable dispute. Keep a controlled revision record so a late approved change is visible rather than silently folded into an earlier inspection result.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
