- À Propos de Nous

- Nos Services
- Votre Industrie
- Ressources
- Actualités et Blog

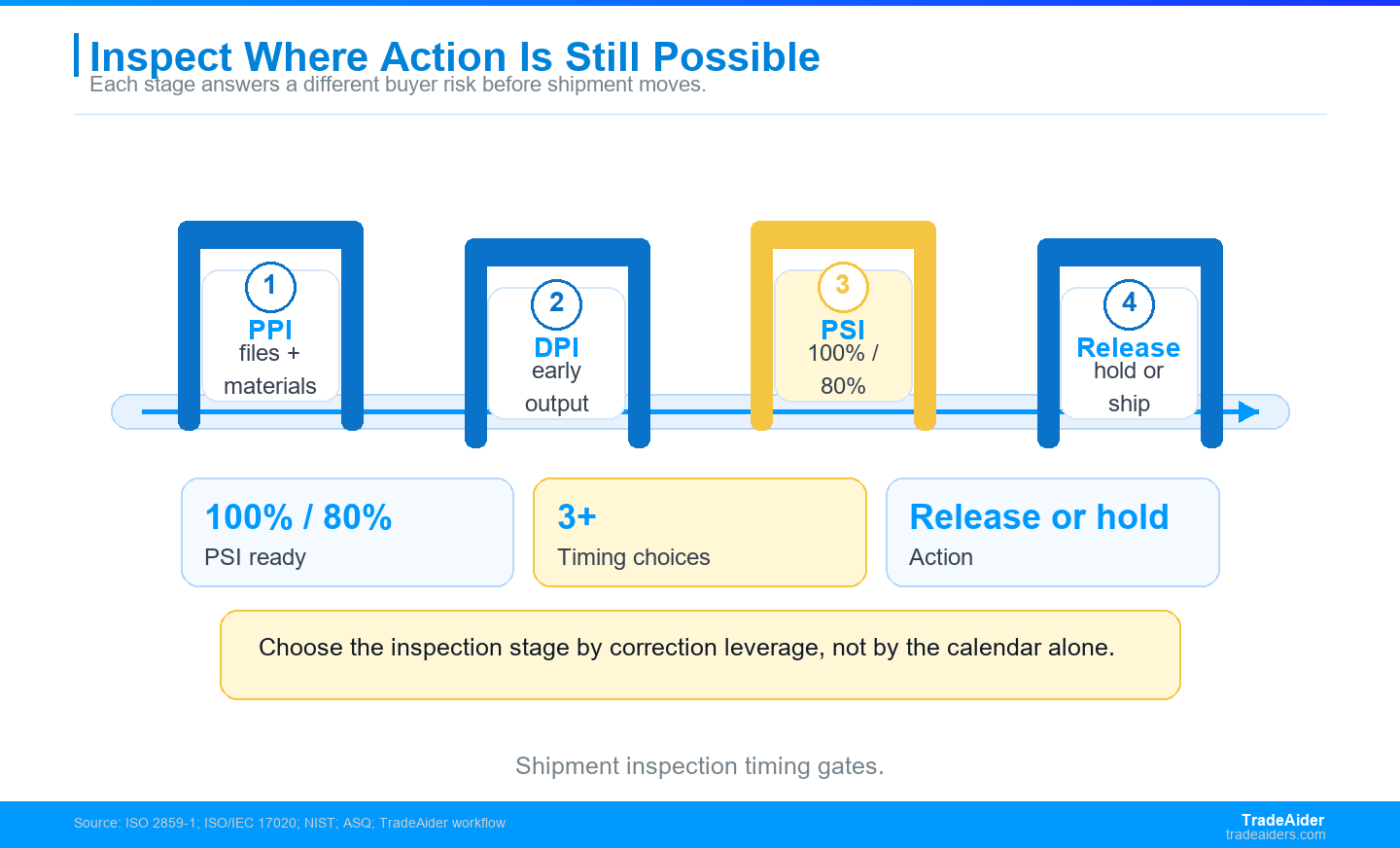
A shipment should not be inspected only when the calendar is convenient; it should be inspected before it leaves the supplier, at the stage where TradeAider evidence can still change release, hold, correction, or testing decisions. The practical answer is to inspect the risks that can still be changed, record the evidence that proves conformity, and decide whether to release, hold, sort, rework, test, or reinspect before the shipment moves beyond buyer control.
Key Takeaways
- Inspect before goods leave the supplier: once cargo moves, correction usually becomes slower, more expensive, and harder to prove.
- Use PPI for readiness risk: materials, samples, labels, packaging files, and production setup belong before production starts.
- Use DPI for process risk: early or mid-production inspection helps catch defect spread while the factory can still adjust.
- Use PSI for release evidence: final inspection should happen when goods are 100 percent complete and at least 80 percent packed for export.
The Best Time Depends on the Risk You Need to Control
Shipment quality inspection should not be scheduled by habit. It should be scheduled by the decision the buyer still needs to make. ISO/IEC 17020:2026 defines inspection around determining conformity with requirements, which means timing is part of the method. If the requirement at risk is material readiness, inspect before production. If the risk is process drift, inspect during production. If the risk is final release, inspect before shipment.
ISO 9001 also helps frame the issue because quality management depends on controlled processes and meeting requirements. A late inspection can identify finished-goods defects, but it may be too late to correct the process cheaply. An early inspection can protect process control, but it may not prove the finished shipment. Many importers need more than one timing point when product complexity, supplier history, or customer risk is high.
Correction leverage disappears over time
At the start of production, a buyer can still change materials, replace labels, correct instructions, clarify packaging, or stop a wrong setup before it repeats. During production, the buyer can still isolate a defect cluster and ask for correction. At the final stage, the buyer may still hold shipment, but rework can require unpacking, sorting, repacking, and deadline negotiation. The later the inspection, the more expensive each finding becomes.
For a 24,000-unit shipment, a defect found at 30 percent production may still leave 16,800 units unaffected. The same defect found after final packing forces the buyer to negotiate from a weaker position because correction requires opening, sorting, and repacking finished cartons.
Final evidence is still necessary
Earlier checks do not remove the need for final evidence when the buyer is about to release a shipment. A supplier may correct a problem during production but still make packing errors, label mistakes, quantity shortages, or mixed-SKU cartons before shipment. The buyer needs final shipment evidence to approve release confidently. The key is not choosing early or late inspection blindly; it is choosing the combination that matches the order's risk profile.
Final evidence matters because a clean DPI does not prove carton marks, labels, quantity, accessories, or packing condition at shipment time. A buyer can use earlier checks to reduce risk, but PSI is still the normal release file for the finished lot.
Before Production: Inspect When Setup Can Still Be Changed
Before production, inspection focuses on readiness rather than finished-goods acceptance. Pre-Production Inspection can check materials, components, approved samples, production files, labels, packaging artwork, tooling, factory preparation, and first readiness signals. This stage is most useful when the product is new, the supplier is new, the material risk is high, or the buyer has seen past mistakes in labels, colors, dimensions, or packing.
PPI cannot prove that the final shipment will pass. It can, however, prevent the most avoidable errors from entering mass production. If the approved sample, raw material, or label file is wrong at the start, a final inspection may only discover a problem after thousands of units have already been made. That is why readiness risk should be checked before production consumes time and materials.
| Risk signal | Best timing | Why it works |
|---|---|---|
| New product or first order | PPI | Confirms requirements before repetition |
| Material or component uncertainty | PPI | Catches wrong inputs before use |
| Known workmanship drift | DPI | Finds process defects while correction is possible |
| Repeat order with stable supplier | PSI | Confirms final lot before release |
| Hidden safety or composition claim | Testing plus inspection | Separates lab proof from visual checks |
During Production: Inspect When Defects Can Still Be Contained
During Production Inspection is useful when the buyer wants to see whether the approved requirement is being followed during actual production. A DPI can check early finished goods, semi-finished output, assembly quality, defect concentration, packing preparation, supplier correction, and whether a problem is isolated or spreading. This is the stage for products where one repeated process error can affect thousands of units.
NIST describes acceptance sampling as a practical middle path between no inspection and 100 percent inspection. During production, the same logic helps the buyer avoid relying on a few factory-selected photos. The sample should be tied to production progress, SKU spread, line output, and known risk points. The goal is not to approve shipment yet; it is to learn whether production is moving in the right direction.
A shipment should be inspected at the point where the finding can still change the buyer's release, hold, correction, or testing decision.
DPI is strongest for repeatable defects
A during-production inspection is especially useful when defects can repeat through the process: poor stitching, weak adhesive, wrong assembly sequence, color deviation, label mismatch, incorrect torque, print defects, missing accessories, or packaging method errors. If the inspector finds a pattern while only part of the order is finished, the supplier can adjust work instructions, sort affected output, retrain workers, or recheck a subgroup before the whole order is packed.
The strongest DPI findings are patterns that can spread: the same print shift on 5 sampled units, the same loose stitch on one line, or the same label error across one SKU. These signals are useful because they can be corrected before the lot is complete.
DPI does not replace final release
DPI evidence can show whether production is healthy, but it usually cannot prove that the final shipment is ready. Goods may still be unfinished, unpacked, or missing later label and carton checks. A buyer using DPI should define what happens next: continue production, require corrective action, schedule reinspection, add testing, or still run PSI before shipment. The stage is powerful because it preserves choices, not because it ends the quality decision.
A DPI can tell the buyer whether production is healthy, but it cannot see cartons that do not exist yet. The buyer should decide whether DPI results lead to continued production, corrective action, reinspection, testing, or a later PSI for release evidence.
Before Shipment: Inspect When the Lot Is Complete Enough to Release
Pre-Shipment Inspection is the standard final checkpoint for many importers. For TradeAider PSI, the order should be 100 percent completed and at least 80 percent packed for export. That timing matters because the inspector needs a shipment that is complete enough to represent what will actually leave the factory, including product identity, workmanship, quantity, cartons, labels, packing, and documentation.
ISO 2859-1:2026 provides AQL-indexed sampling schemes for lot-by-lot inspection by attributes. ASQ explains acceptance sampling as a way to make accept-or-reject decisions from sample evidence. In PSI, that means the buyer should define the lot, sample level, defect severity, and hold rule before the inspector starts opening cartons.
| Inspection stage | Typical trigger | Main buyer decision |
|---|---|---|
| PPI | Before mass production | Start, hold, or correct setup |
| DPI | Part of order completed | Continue, correct, sort, or reinspect |
| PSI | 100 percent complete and at least 80 percent packed | Release, hold, sort, rework, or test |
| Loading check | Container loading date | Confirm loading condition and count |
| Product testing | Hidden safety, material, or performance claim | Accept proof, hold, or redesign requirement |
Scenario Estimate: Why a Late Inspection Can Cost More
Imagine a 24,000-unit shipment where the buyer waits until all production is complete. If the final inspection finds a repeated label issue, the supplier may need to open cartons, sort units, relabel, repack, and request more time before pickup. If the same issue was caught at 30 percent production, the factory could correct work instructions before most of the order was made.
The lesson is not that final inspection is bad. The lesson is that final inspection is a release tool, not a process-control substitute. Late inspection is efficient when supplier process risk is low and the buyer mainly needs final evidence. Earlier inspection is more useful when the cost of discovering a defect after full production would be high.
Calculated from 24,000 units, a 30 percent during-production checkpoint equals 7,200 units completed when correction leverage is still available. Calculated from the same order, waiting until 100 percent production means 24,000 units are finished before the first formal buyer evidence is reviewed. Calculated from a pre-shipment rule of 80 percent packed, 24,000 units x 80 percent equals 19,200 units packed before PSI is normally ready. Calculated from USD 0.22 per unit sorting and 2,400 suspect units, 2,400 x USD 0.22 equals USD 528 before delay or repacking cost. Calculated from 3 inspection stages, PPI, DPI, and PSI equals 3 different intervention points rather than one late inspection. Calculated from a 72-hour vessel cutoff and a 24-hour reinspection window, 72 minus 24 equals 48 hours left for supplier correction.
After Production Is Finished, What Should Still Be Checked?
When a shipment is complete, the inspection should cover the things that can still block release: product identity, SKU mix, quantity, workmanship, dimensions, function, labels, carton marks, packing method, accessories, documentation, and visible damage. The inspector should also record sampled cartons and defect distribution so the buyer can see whether a problem is isolated or spread across the lot.
NIST describes an acceptance sampling scheme as a sampling plan plus rules for making decisions. That is exactly what importers need at final inspection. A sample size without a rule creates debate. A rule without evidence creates blind acceptance. The PSI report should connect both so the buyer can release, hold, sort, rework, test, or reinspect with a clear basis.
- Confirm the production quantity and packed-carton count before sampling.
- Verify SKU, color, size, model, barcode, label, and carton mark against buyer files.
- Record defect counts by severity and location, not only by general comments.
- Check function and measurements where they affect customer use.
- Separate critical defects from major and minor defects before release.
- Escalate missing documents, wrong labels, or unsafe findings before pickup.
How TradeAider Helps Choose the Right Inspection Timing
TradeAider can help importers choose inspection timing by asking what decision remains open. If the supplier has not started production, Pre-Production Inspection can check readiness. If production has started and defects may spread, During Production Inspection can check early output and correction evidence. If goods are complete and packed enough for release, Pre-Shipment Inspection can provide final shipment evidence.
If the concern is supplier capability rather than a specific shipment, factory audit services may be the better starting point. If the concern is material composition, safety, restricted substances, or performance, product testing services should be planned with inspection. The AQL calculator and inspection standard guide can help align lot size, sampling logic, and defect classification before booking.
To plan a shipment inspection, send the production schedule, packed percentage, PO, product file, approved sample notes, order quantity, shipment deadline, and known risks. If the timing is uncertain, contact TradeAider before the goods reach the stage where the only remaining option is a costly hold.
Quick Timing Checklist for Importers
Use this checklist before choosing the inspection date. It keeps the decision focused on leverage, not only convenience.
- If the risk is wrong material, sample, label, or setup, inspect before production.
- If the risk is process drift or repeated workmanship defects, inspect during production.
- If the risk is final product, quantity, labels, cartons, or release approval, inspect before shipment.
- If the risk cannot be seen visually, plan testing before the shipment deadline.
- If the shipment is urgent, decide hold, sort, rework, and reinspection authority before the visit.
- If the supplier is new or the order is high value, use more than one checkpoint.
A buyer who chooses timing this way gets more than an inspection date; the buyer gets a quality-control decision path. TradeAider can map these 6 timing questions to PPI, DPI, PSI, testing, or loading checks before the shipment window closes.
Frequently Asked Questions
Should inspection happen before or after shipment?
For importers, quality inspection should usually happen before the shipment leaves the supplier, because correction is easier before cargo moves. Once the cargo has moved, correction is slower and evidence is harder to control. Receiving inspection after arrival can still catch damage or shortages, but it is not a good substitute for supplier-side release evidence before pickup.
Is pre-shipment inspection enough for every order?
Pre-shipment inspection is enough only when supplier history, product complexity, and process risk are already under reasonable control. If the risk is material readiness, label setup, first production output, or repeated process defects, the buyer may need PPI or DPI before PSI. Hidden safety or material claims may also require testing before the shipment deadline.
When is a shipment ready for pre-shipment inspection?
For TradeAider pre-shipment inspection, the shipment should be fully produced and at least 80 percent packed for export before the visit. That timing gives the inspector a lot that represents the actual shipment while still leaving room for release, hold, sorting, rework, or reinspection before pickup. If packing is far below that level, the sample may not represent the shipment accurately.
What if the supplier says inspection will delay shipment?
A well-planned inspection should be built into the production schedule early enough that it does not become a last-minute argument. If the supplier raises timing concerns, the buyer should confirm production status, packed percentage, shipment cutoff, and correction options. A one-day inspection delay is often cheaper than discovering repeated defects after cargo has already shipped.

Articles Connexes



Développez votre entreprise avec le Service TradeAider
Cliquez sur le bouton ci-dessous pour accéder directement au Système de Service TradeAider. Les étapes simples de la réservation et du paiement à la réception des rapports sont faciles à utiliser.
